机4-11-5汽缸中分面螺栓紧固(哈尔滨汽轮机厂600MW机组)5399
- 格式:doc
- 大小:118.00 KB
- 文档页数:6
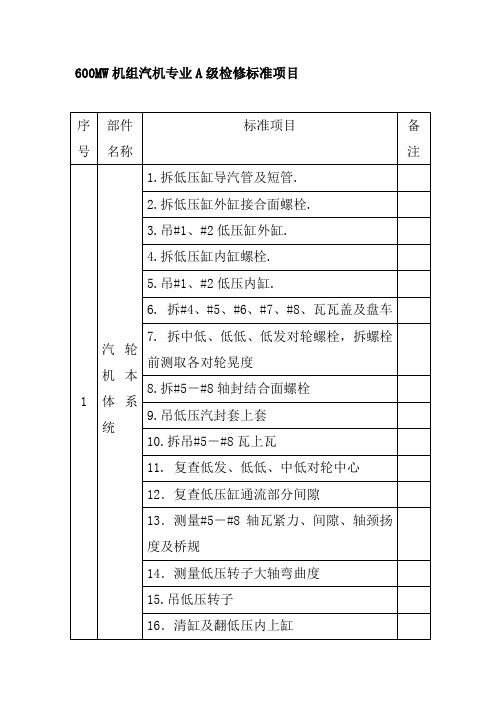

600MW汽轮机本体检修准备摘要:随着目前大机组的迅猛发展,检修质量、工期的要求逐步严格,对于检修的充分准备越来越重要,本文对600MW汽轮机的检修从专用工器具、特殊工种配合、备品配件和材料、技术资料等几个方面需要做的准备工作进行了详尽介绍,希望能够对各位同行有一些指导价值。
关键词:600MW汽轮机本体大修准备前言汽轮机为哈尔滨汽轮机有限责任公司制造的亚临界、一次中间再热、单轴、四缸、四排汽、反动凝汽式汽轮机,型号是。
汽轮机高、中压缸均为双层结构,高压缸各级反向布置蒸汽通过4个喷嘴组进入1个调节级及10个高压压力级做功后经高压缸下部两侧排出进入锅炉再热器再热后的蒸汽从机组两侧的中压主汽门、调节汽门及4根中压导汽管从中压汽缸中部进入双分流中压缸的9个反动式压力级后再从中压缸上部4个排汽口排出合并成两根分别进入1、2号低压缸。
低压缸为双分流结构蒸汽从中部流入,经正、反向7个反动压力级后从4个排汽口向下排入2个高低压凝结器。
高压缸为1个调节级10个压力级,中压缸为正反各9个压力级,两个低压缸分别有正反向各7个压力级,汽轮机总长为,低压末级叶片高度为1000 mm,汽机设有8段非调整抽汽。
汽机设有8个支持轴承和1个推力轴承,高、中压转子为4块可倾瓦轴承,低压转子5#轴承为2块下半可倾瓦轴承,低压转子6#、8#瓦为4瓦块可倾瓦,7#轴承为圆轴承,低压转子轴承都设有顶轴油。
本汽轮机1—4号轴瓦为四瓦块可倾瓦,5、7号瓦为二瓦块可倾瓦,6、8号轴瓦原设计为短园瓦,经改造后更换为四瓦块可倾瓦。
本汽轮机盘车装置为链条、蜗轮蜗杆、齿轮复合减速、摆轮啮合的低速盘车装置,安装在汽轮机8号轴承座9号轴承座之间。
驱动电动机型号为Y-200-6型,功率45Kw,980r/min,经减速后,盘车转速为3 r/min。
一、600MW汽轮机检修工艺特点:600MW机组汽轮机大修工期按照《发电设备检修导则》规定,600MW机组A级检修停用时间为60~68天。

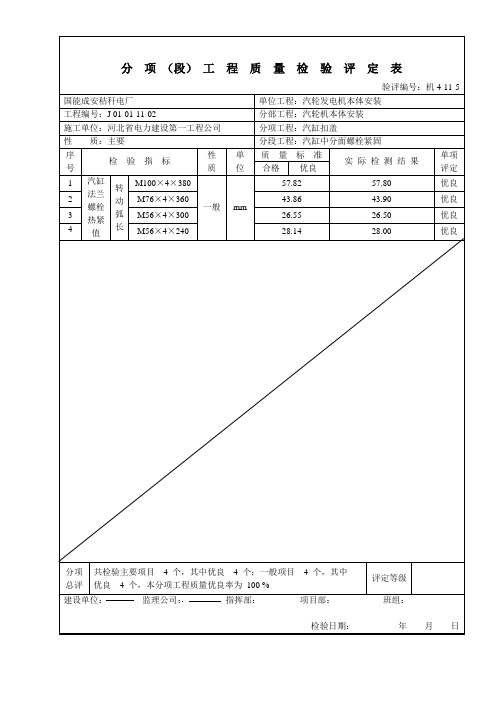
分项(段)工程质量检验评定表
验评编号:机4-11-5 国能成安秸秆电厂单位工程:汽轮发电机本体安装
工程编号:J 01-01-11-02 分部工程:汽轮机本体安装
施工单位:河北省电力建设第一工程公司分项工程:汽缸扣盖
性质:主要分段工程:汽缸中分面螺栓紧固
序号检验指标
性
质
单
位
质量标准
实际检测结果
单项
评定
合格优良
1 汽缸
法兰
螺栓
热紧
值转
动
弧
长
M100×4×380
一般mm
57.82 57.80 优良
2 M76×4×360 43.8643.90 优良
3 M56×4×300 26.55 26.50 优良
4 M56×4×240 28.14 28.00 优良
分项总评共检验主要项目 4 个,其中优良 4 个;一般项目 4 个,其中
优良 4 个,本分项工程质量优良率为100 %
评定等级
建设单位:监理公司:指挥部:项目部:班组:
检验日期:年月日。
前言600MW汽轮发电机组是我国目前生产的火电设备中单机容量较大的机组。
75D是在哈尔滨汽轮机厂与日本东芝合作生产的75C型机组基础上进行了优化、改型、自主设计生产的N600-16.67/538/538型汽轮机,是哈尔滨汽轮机厂具有自主知识产权的产品,是75C的替代产品。
其特点是具有更高的效率和更安全稳定的运行。
75D型汽轮机的特点是单轴、三缸、四排汽、中间再热、反动凝汽式汽轮机具有效率高、功率大、自动化水平高等优点。
本说明书主要阐述了N600-16.67/538/538型汽轮机现场安装的主要程序、工艺手段、技术规范及注意事项,其内容如有与本公司提供的图样及技术文件相矛盾之处,以本公司提供的图样及技术文件为准。
由于我们的技术水平及现场安装经验有限,在编写过程中时间较仓促,难免有不当或错误,希望读者给予谅解,指正。
编者2006-1-16目录前言 (1)目录 (2)1、主要技术规范 (5)2 设备验收及保管 (6)2.1 开箱验收和检查 (6)2.2 交接前后设备在现场的保管和维护 (7)3N600-16.7/538/538-1型汽轮机本体安装 (8)3.1、 N600-16.7/538/538-1型汽轮机本体安装流程 (8)3.2、安装程序说明T01 基础验收 (10)T02 垫铁布置 (11)T03 基架布置 (12)T04 低压Ⅰ、Ⅱ号外缸下半(各三段)及前轴承箱在相应的基架上就位 (12)T05 滑销系统说明及间隙调整 (12)T06 安装低压外缸(Ⅰ) (14)T07 安装低压外缸(Ⅱ) (16)T08 调整低压Ⅰ、Ⅱ号外缸纵向扬度及3、4、5、6号轴承标高 (18)T09 安装前轴承箱(75D.061Z)并与后轴承箱找中 (20)T10 安装3、4、5、6号支持轴承(75C.053Z、75C.054Z) (21)T11 安装1、2号支持轴承(75D.050Z、75D.052Z) (22)T12 试放转子检查联轴器张口及位移 (23)T13 安装低压2号内缸(G08.029Z) (24)T14 安装低压1号内缸(73B.027Z) (25)T15 低压1号内缸与低压2号内缸进汽口法兰面处的联接 (27)T16 安装低压隔板套(73B.041Z﹑73B.042Z) (28)T17 安装低压进汽导流环(73.028Z) (30)T18 安装低压排汽导流环(G08.031Z﹑G08.032Z) (31)T19 安装低压缸端部外汽封(75.069Z-1) (32)T20 低压1号内缸与低压外缸中部进汽口法兰处的联接 (32)T21 安装高中压外缸(K01B.012Z) (33)T22 安装高压内缸(K01B.013Z) (36)T23 安装中压隔热罩(K01B.017Z) (37)T24 安装高中压缸端部内汽封 (38)T25 安装高中压缸端部外汽封(调)(K01B.065Z)和高中压缸端部外汽封(电)(K01B.068Z) (38)T26 高中压进汽侧平衡环(K01B.071Z) (39)T27 高中压排汽平衡环(K01B.072Z)安装 (40)T28 高中压外缸端部汽封K01B。
国产600MW汽轮发电机解体检查情况 #5发电机于9 月12日抽出发电机转子,解体检查的初步情况一、发现发电机汽励两端汇流环绝缘支架夹件有磨损现象如附图2且励端绝缘支架8点钟位置有一根螺栓脱落如附图1。
处理方案:1.清理干净绝缘夹件,绝缘套筒;2.重新安装绝缘夹件,拧紧螺栓并锁好锁片;3.安装完毕后检测汽励两端汇流环绝缘。
(1000V 1MΩ)。
图1:励端绝缘支架螺栓脱落情况图2:汇流环绝缘支架磨损情况二、9月13日对发电机定子铁芯进行铁损试验,检查发现汽端边段铁芯7点钟位置38槽第三段温升18K,温差17K,其余检查正常。
第一段、第二段铁芯松动磨损且通风槽支撑有一侧磨损现象如附图3,通风槽支撑损坏深度95mm。
已联系哈尔滨电机厂9月17日来人检查处理,处理方案待哈电回告。
图3:#5发电机汽端边段38槽第一至第二段铁芯损坏现象三、定子铁芯励端边段第三段17槽齿部,21槽齿部温度测点在铁损试验中出现测点温度随试验进行而温度下降。
结合#5发电机在运行中励端边段第三段17槽、21槽齿部测点温度较其他点偏高,发电机负荷稳定在加无功时此两测点温度呈下降趋势。
测点受铁芯电磁变化影响明显。
本次检修铁损试验时定子铁芯励端边段第三段17槽齿部,21槽齿部温度测点显示温度曲线如附图4,运行状态下与发电机有功及无功变化曲线如附图4、5、6。
(抓紧找出两点备用测点,恢复至备用端子。
)图4:铁损试验时铁芯边段齿部温度图5:20/8/10-21/8/10边段铁芯温度与负荷、无功变化曲线图6:20/12/08-24/12/08边段铁芯温度与负荷、无功变化曲线四、定子线圈流量试验,检测各支路流量正常。
五、发电机端部模态试验,试验合格。
汽侧图1模态振型如上图1所示,其中椭圆振型(1号)频率59.2Hz。
远离共振频率。
励侧图2模态振型如上图2所示,其中椭圆振型(1号)频率50.1Hz。
远离共振频率。
设备中心2010/9/16。
哈电600MW等级汽轮发电机技术特点摘要:哈尔滨电机厂有限责任公司,20世纪80年代,引进美国西屋电气公司600MW汽轮发电机设计与制造技术,在国内率先消化、吸收,同时开展了大量的国产化和科研工作,并按国家要求与西屋电气公司对引进型产品进行联合优化设计,提高了发电机效率、最大出力和励磁顶值电压倍数,满足了电力部门对励磁及各种参数的要求。
在此基础上,哈电对600MW汽轮发电机不断优化和改进,且将其发展成多容量和功率因数规格、系列化的第三代成熟产品。
关键词:汽轮发电机;功率因数;额定功率;刚—柔固定结构;转子阻尼系统1 引言哈尔滨电机厂有限责任公司(简称:哈电机,英文缩写:HEC)在20世纪80年代初期引进美国西屋电气公司600MW汽轮发电机设计与制造,在完成本地化生产(装机于安徽平圩电厂)的同时,1987年又按照国家要求与西屋电气公司对引进型产品进行联合优化设计。
先后研制出国产首台优化型600MW发电机(哈三电厂3号机),国产首台额定650MW,最大连续出力700MW的核电站汽轮电发电机(核电秦山二期),国产首台600MW超临界机组的发电机(沁北电厂1号机)。
HEC还先后在2台600MW等级发电机(哈三3号机、秦山二期1号机)上进行过型式试验和较全面的科研试验,充分掌握了600MW等级发电机的各种性能参数,为机组的安全运行提供了保障,同时为600MW等级发电机的优化和改进提供了有力依据。
现在,HEC的600MW等级汽轮发电机通过不断优化和改进,已发展为多容量和功率因数规格、系列化的第三代成熟产品。
以下对HEC的600MW等级汽轮发电机的技术特点予以简要介绍。
2 发电机技术特点2.1 发电机规格HEC的600MW级发电机的额定功率有600MW、660MW、670MW和680MW四种,额定功率因数有0.85和0.9两种,励磁方式有无刷和静止两种,规格较齐全,发电机不仅出力大,而且效率高,如:额定功率因数0.9并采用静止励磁的600MW发电机效率可达到99%。
某厂600MW发电机组炉侧滑停过程分析摘要:某厂600WM亚临界纯凝汽式#2发电机组因受热面四管泄漏报警申请停机检查,为了充分冷却受热面,缩短停炉时间进行快速抢修,采取停机不停炉方式,汽轮机手动打闸后锅炉继续滑参数运行至主汽温度降至400℃,主汽压力降至3.6MPa后方手动MFT,本文就对本次单侧滑停过程予以分析总结。
关键字:亚临界;四管泄露;停机;停机不停炉该火力发电厂锅炉为哈尔滨锅炉厂有限责任公司引进美国ABB-CE燃烧工程公司技术设计制造的亚临界、一次中间再热、单炉膛、正压直吹、四角切圆、平衡通风、干排渣、Π型半露天布置、全钢构架、悬吊结构、控制循环汽包锅炉;型号为:HG-2080/17.5-YM9。
最大连续蒸发量为2080T/H,额定蒸发量为1865T/H,过热器出口额定压力17.5MPa,蒸汽温度541℃。
汽轮机为哈尔滨汽轮机厂有限责任公司生产,型号为NZK600-16.7/538/538,型式为亚临界、一次中间再热、单轴、三缸四排汽、直接空冷凝汽式。
设计额定功率为600MW,额定进汽量为1883.61t/h,最大连续出力为(T-MCR)648.56MW。
该厂2016年通过深度调峰改造,采取省煤器设置旁路烟气挡板,利于深度调峰低谷时能满足脱硝入口烟气温度需要。
一、停机过程介绍1.因受热面泄漏机组停运,为了锅炉抢修,本次停机过程为快速冷却受热面,尽早满足检修条件,所进行的操作主要分三个阶段:1.1第一阶段:机炉侧同步滑参数,目标值至主蒸汽压力降至6.8MPa,主蒸汽温度480℃,再热蒸汽压力0.8MPa,再热汽温480℃,机组至30MW后汽轮机打闸停机,进行汽轮机停运后的相关操作。
1.2第二阶段:汽轮机打闸后,采取停机不停炉,继续保持最底层一台磨煤机运行,在保证脱硝不超标排放的环保要求下,通过深度对炉侧滑参数,深度降低炉侧汽压及温度,力图将主汽压力进一步降至3.5MPa,主汽温度降至350℃;再热蒸汽降至0.4MPa,再热温度降至350℃。