AI自动插件机导入DIP插件加工厂评估方案
- 格式:ppt
- 大小:8.56 MB
- 文档页数:15
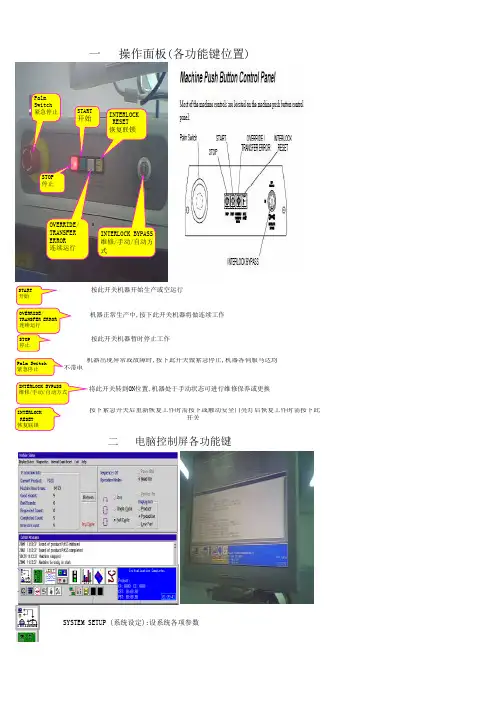
一 操作面板(各功能键位置)二 电脑控制屏各功能键按此开关机器开始生产或空运行 机器正常生产中,按下此开关机器将做连续工作 按此开关机器暂时停止工作 机器出现异常或故障时,按下此开关做紧急停止,机器各伺服马达均不带电将此开关转到ON位置,机器处于手动状态可进行维修保养或更换SYSTEM SETUP (系统设定):设系统各项参数按下紧急开关后重新恢复工作时需按下或触动安全门亮灯后恢复工作时需按下此开关STOP停止START开始PalmSwitch紧急停止OVERRIDE/TRANSFERERROR连续运行INTERLOCKRESET恢复联锁INTERLOCK BYPASS 维修/手动/自动方式START开始STOP停止Palm Switch 紧急停止OVERRIDE/TRANSFER ERROR连续运行INTERLOCKRESET恢复联锁INTERLOCK BYPASS维修/手动/自动方式三 导入产品程序进行生产方法MACHINE STATUS(机器状态):显示当前机器所处状态MANAGEMENT INFORMATION(管理资料):记录显示产品生产报告DOCUMENTS(资料):机器有关说明文件IM DIAGNOSTICS(系统诊断):进入控制系统各参数校正及故障检修 PRODUCT EDIT(产品编辑):进入产品程序编辑PRODUCT CHANGEOVER(产品转换):从不同路径导入产品程序PRODUCTION CONTOL(生产控制):进入手动控制状态MAINTENANCE INTERVAL SERVICE(保养进度):进入保养进度表LOAD PRODUCT(导入产品):导入新产品程序CHANGE PRODUCT COUNT(改变产品数量):在生产中修改所须生产产品的数量 FILE MANAGER(文档管理):管理各种文档SHUTDOWN(关机):机器不做生产时关闭系统OS/2 WINDOW(OS2窗口):进入DOS菜单SECURITY(安全):进入密码设定SETUP(IMUPS设定):进入IMUPS操作系统设定显示产品内容显示生产信息显示物料站位情况TURN OFF ALARM(关闭警报):遇到有警报声需点击做消除插件头已启动工作机器做分解动作机器做单步动作机器做连续动作1>点击电脑上2>在Reques3〉在Produc4>确认物料已5〉旋开拉起开关,此 开关灯灭,6>待机器归零机器开始1>开机a>先打开b>将机器后开关亮灯,按下此 开关,机器开做归零动作 LOAD PRODUCT 图标出现上图四 关机操作方法STOP 停止START开始Palm Switch OVERRIDE/TRANSFERERROR连续运行INTERLOCK RESET恢复联锁INTERLOCK BYPASS 维修/手动/自动方式Palm Switch 紧急停止INTERLOCK RESET 恢复联锁STARTSTART 开始STOP停止START开始Palm Switch紧急停止OVERRIDE/TRANSFER ERROR连续运行INTERLOCK RESET 恢复联锁INTERLOCK BYPASS 维修/手动/自动方式点击FULLCYCLEC>待机器电2>关机a>按下开关b>用鼠标点图标,出现右C>将机器后 d>关闭UPS。
电子厂SMTDIP组装车间计件工资方案随着科技的不断发展,在电子领域方面,SMTDIP组装技术已经成为了最主流的组装技术之一。
SMTDIP组装技术可以提高组装的速度和准确性,这对于电子产业的快速发展以及提高产品质量至关重要。
在SMTDIP组装车间内,计件工资方案是一种广泛采用的薪酬制度。
本文将结合实际情况,从计件工资方案的概念、特点、实施策略以及运作过程等方面进行详细的解析,以期为电子厂制订和实施SMTDIP组装车间计件工资方案提供理论依据。
一、计件工资方案的概念及特点计件工资方案是一种薪酬制度,它的核心原则是根据工作量,按一定的计算标准给予工资酬劳。
通俗来说,就是按照员工完成的工作量来计算员工的工资。
计件工资方案的好处是可以提高员工的积极性和劳动力,提高生产效率和质量水平。
同时,计件工资方案也可以促进企业发展和经济效益的提升。
由于SMTDIP组装车间工作量巨大、生产压力大,采用计件工资方案可以充分调动员工的工作积极性和创造力,从而提高生产效率和质量水平。
计件工资方案的特点主要有以下几点:1. 精准计算员工工作量。
计件工资方案通过对员工完成的工作量进行计算,使得员工的收入与其劳动成果成正比。
2. 有效激励员工创新能力。
采用计件工资方案,员工可以自主掌握工作节奏和速度,从而激励员工在工作中不断尝试创新,提高工作效率和生产质量。
3. 稳定动态调整工资标准。
根据不同生产周期和工作强度的变化,计件工资方案可以根据实际需求进行动态调整,保证员工的收益能够与工作强度和效率相适应。
4. 灵活适应多样化生产需求。
SMTDIP组装车间生产的产品类型和规格多样化,不同产品的生产任务和工作量也存在差异。
计件工资方案可以根据不同的产品任务和工作差异进行灵活调整,从而适应多样化生产需求。
二、计件工资方案的实施策略在实施计件工资方案的过程中,电子厂应该充分考虑到实际情况,积极制定一系列配套策略和措施,以确保计件工资方案顺利实施。
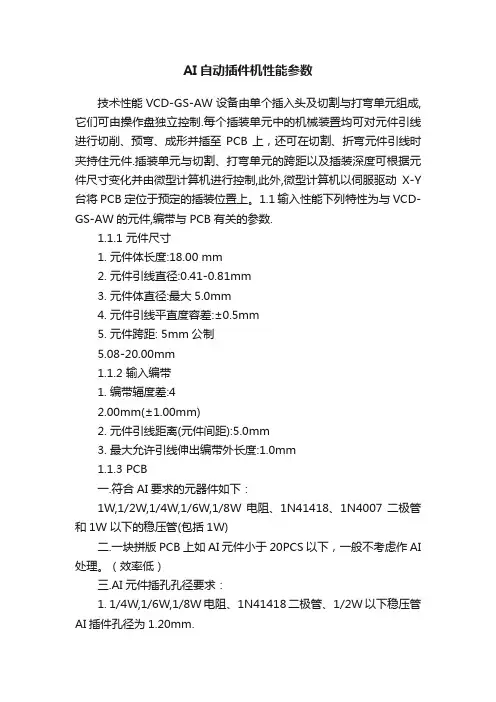
AI自动插件机性能参数技术性能VCD-GS-AW设备由单个插入头及切割与打弯单元组成,它们可由操作盘独立控制.每个插装单元中的机械装置均可对元件引线进行切削、预弯、成形并插至PCB上,还可在切割、折弯元件引线时夹持住元件.插装单元与切割、打弯单元的跨距以及插装深度可根据元件尺寸变化并由微型计算机进行控制,此外,微型计算机以伺服驱动X-Y 台将PCB定位于预定的插装位置上。
1.1 输入性能下列特性为与VCD-GS-AW的元件,编带与PCB有关的参数.1.1.1 元件尺寸1. 元件体长度:18.00 mm2. 元件引线直径:0.41-0.81mm3. 元件体直径:最大5.0mm4. 元件引线平直度容差:±0.5mm5. 元件跨距: 5mm公制5.08-20.00mm1.1.2 输入编带1. 编带辐度差:42.00mm(±1.00mm)2. 元件引线距离(元件间距):5.0mm3. 最大允许引线伸出编带外长度:1.0mm1.1.3 PCB一.符合AI要求的元器件如下:1W,1/2W,1/4W,1/6W,1/8W电阻、1N41418、1N4007二极管和1W以下的稳压管(包括1W)二.一块拼版PCB上如AI元件小于20PCS以下,一般不考虑作AI 处理。
(效率低)三.AI元件插孔孔径要求:1. 1/4W,1/6W,1/8W电阻、1N41418二极管、1/2W以下稳压管AI插件孔径为1.20mm.2. 跳线AI插件孔径为1.00。
3. 1N4007二极管、1W稳压管、1W、1/2W电阻AI插件孔径为1.20mm。
(注:双面AI插件孔径要求为单面板AI插件孔径基础上+0.20mm。
四.AI元件焊盘要求:AI元件焊盘内侧1.5mm(焊盘露铜外径距离)内不能有不同网络的焊盘或露铜,以免AI元件过波峰焊后出现连焊或影响爬电距离;且要求AI元件焊盘设定为椭圆形为好。
五.AI元件高度、引脚直径要求:所有AI元件本地高度应小于3.5mm;引脚直径在0.4mm<=d<=0.8mm范围内。
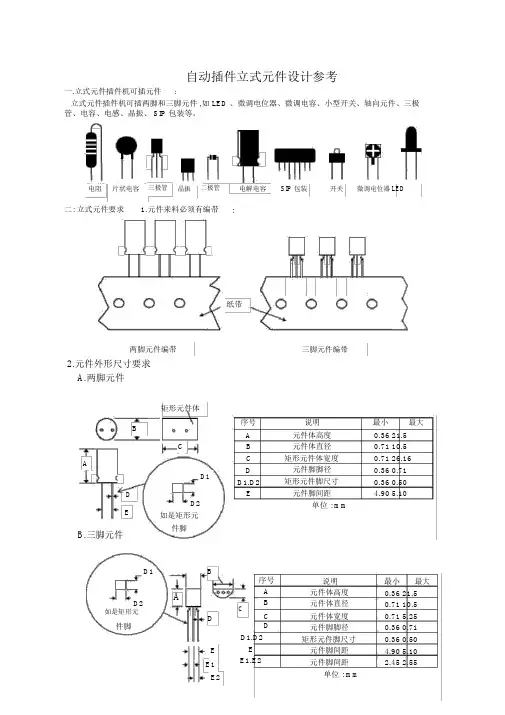
自动插件立式元件设计参考一.立式元件插件机可插元件:立式元件插件机可插两脚和三脚元件 ,如 LED 、微调电位器、微调电容、小型开关、轴向元件、三极管、电容、电感、晶振、 SIP 包装等。
电阻片状电容三极管晶振二极管电解电容SIP 包装开关微调电位器LED 二: 立式元件要求 1.元件来料必须有编带:纸带两脚元件编带三脚元件编带2.元件外形尺寸要求A.两脚元件矩形元件体BCAD1DD2E 如是矩形元B.三脚元件件脚D1 B序号说明最小最大A 元件体高度0.36 21.5B 元件体直径0.71 10.5C 矩形元件体宽度0.71 26.16D 元件脚脚径0.36 0.71D1.D2 矩形元件脚尺寸0.36 0.50E 元件脚间距 4.90 5.10单位 : mmD2A如是矩形元D 件脚EE1E2序号ABCCDD1.D2EE1.E2说明最小最大元件体高度0.36 21.5元件体直径0.71 10.5元件体宽度0.71 5.25元件脚脚径0.36 0.71矩形元件脚尺寸0.36 0.50元件脚间距 4.90 5.10元件脚间距 2.45 2.55单位 : mm三.元件密度要求 :在进行插件时,如果元件间的密度过大,会令已插入的元件被正要插入的元件碰松(掉 ).或正要插入的元件被已插入的元件碰飞,这样会造成过多的插件不良。
因此元件的密度在情况允许下应不要过密。
D1D2待设计元件半径为 r1半径为r2元件俯视图要求 :D1≥ 1.0mmD2≥ 5.0-MIN(r1,r2) *MIN D2=1.0mm注 :MIN(r1,r2) 表示取 r1 和 r2 中最小的值,例r1=3.0,r2=5.0, 则 MIN(r1,r2)=3.0四.立式元件孔位要求平行或垂直(偏差不超过 0.05mm,同卧式元件要求一样 )五.元件极向要求对于有极性的立式元件 ,如三极管、二极管、电解电容、 LED 等,要求极性方向一致 ,(通常规定 X 方向元件负极向左 ,Y 方向元件负极向上 )。
自动插件PCB 设计参考及检查标准(一)项目:电插AI 对PCB 板工艺调整(二)本公司扩大改进持续发展,为节约人力资源,降得成本,因此为了改进DIP 生产,提高效率,用AI 机器代替人工插件,由于AI 机器电插对PCB 板的有一定的工艺要求,所以公司以后接的生产订单相对应的 PCB 有一定的改变。
(三) 改板要求: 改板应由后续的订单开始要求PCB 供应商或PCB 板研发部等,按实际情况能用AI 机器电插的板,尽量改为电插工艺要求。
(四)为了使现时自动插件机发挥最大效率,提高产品质量,我们整理和制订了这份资料,设计PCB 的参考和检验PWB 来料的标准。
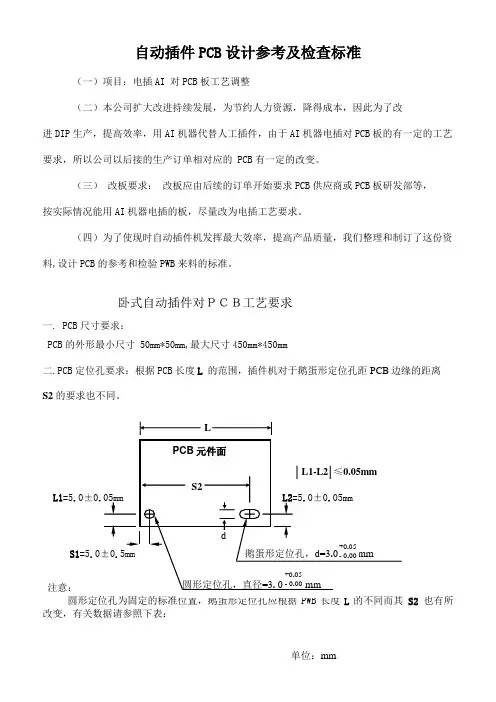
卧式自动插件对PCB工艺要求一. PCB 尺寸要求:PCB 的外形最小尺寸 50mm*50mm,最大尺寸450mm*450mm二.PCB 定位孔要求:根据PCB 长度L 的范围,插件机对于鹅蛋形定位孔距PCB 边缘的距离S2 的要求也不同。
S2 也有所改变,有关数据请参照下表:另外,当PCB 定位孔过多,生产时容易造成PCB 取放板方向混淆。
故设计PCB 时,只须在该PCB 长边上设计一组定位孔(左边圆形定位孔+右边 鹅蛋形定位孔)。
三. 自动插件机元件引脚直径范围为: 0.38mm -0.71mm自动插件机可插以下元件:1. 1/16W 、1/8W 、1/4W 电阻2. 电容3. 0.6mm 跳线4. 二极管 例如IN4007,IN40025. 色环电感四. 元件跨度C 的范围: 5.0mm-17.0mm设计元件跨度必须同时考虑到元件体长度L ,如果L 过长,插件机容易打伤 元件体或打断元件引脚,损坏插件机刀具,同时对排料机要求非常严格。
如果跨度C 过大,插件机速度会降低,插件时易掉件(插件机刀具夹不牢)、元件易浮脚。
目前AI 部插件最多的是5.0mm 跨度,5.0mm 跨度的元件在插件时比较容易出现拱起、损伤元件等坏机;故建议将AI 插件元件的最小跨度定为6.0mm ,以求大幅度降低坏件率。

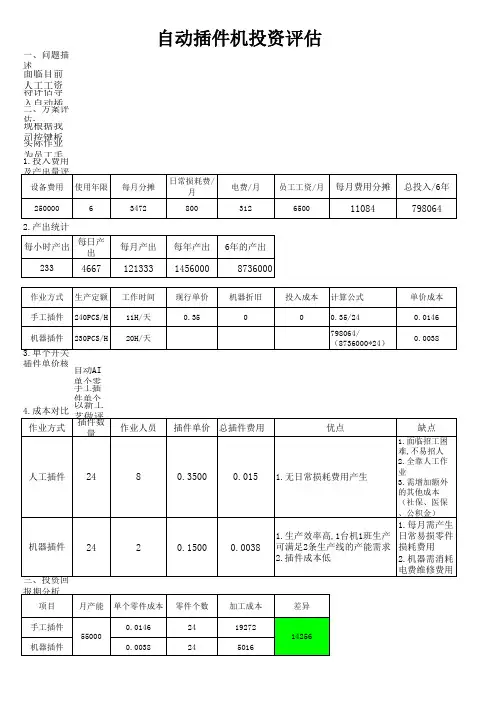
自动插件机投资评估
一、问题描述
面临目前人工工资不断上涨的情况下,现我司轻触开关插件采用人工作业,人力成本居高不下。
特评估导入自动插件机
二、方案评估:
现根据我司按键板24个轻触开关全部为直插式元件特点,引进符合AI要求的机型进行评估。
实际作业为员工手工插件.未采用自动插入,导致产线正常需7名员工作业
1.投入费用及产出量评估
2.产出统计
3.单个开关插件单价核算
自动AI单个零件插件单价:总投入/总产能=798064/(8736000*24)=0.0038元
手工插件单个零件插件单价:员工工资/单位时间内产出量=0.35/24=0.0146元
三、投资回报期分析(以目前每个月的产能计算约5.5万)
四、小结
1.目前人工成本不断上升,,且投入费用18个月即可收回成本。
2.根据仪器供应商提供的相关资料做评估,购买一台新泽谷联体自动插件机10小时工作可满足2条线装配线的需求,以后产量加大可开2班生产。
3.根据我司目前生产规模及人员配置,建议购买一台轻触开关自动插件机试用。
拟制:审核: 审批:。
珠海洪峰电子有限公司自动插件机操作指南目的:为规范自动插件机的作业流程及检验标准.适用范围:公司内所有自动插件机的生产、检验工作。
规定内容:一、人员管理1、插件机操作员必须经培训、考核合格后方可上岗。
2、插件机操作员的岗位必须实行“定员定岗”制度。
二、准备工作按相应《设备操作规程》的要求及顺序检查、启动插件机.三、上料插件机操作员根据《FEEDER-物料对照表》,将正确的元件装入对应编号的料站上.四、试生产/首样1、取一块与程序相符的PCB板,使机器处于连续插入状态.PCB板插入完毕退出后,取出PCB板进行首样检查并填写《首件确认单》。
2、首样检查按第五点“检验要求”进行.3、首样检查正确后方可正常生产,如有问题立即停产并通知维护工程师.4、转产或关机后重新插件的第一块板必须做首样检查。
五、检验要求1、根据《AI元件清单》检查元件型号是否正确,有无多插、漏插、插反现象。
2、检查元件松紧度:2.1 用手轻推元件,可前后轻微晃动,为良品。
2.2 用手轻推元件,前后无晃动,为太紧,属不良品.2.3 用手拿板边晃动元件,如元件前后晃动厉害,为太松,属不良品。
文件编号:RE—AI—01 版本:R/0 页次:第1/3页编制/日期:任海红2011—10—25 审核/日期:批准/日期:3、用放大镜检查元件表面是否破损、断裂:3.1合格品:3.2不合格品实例图:文件编号:RE-AI-01 版本:R/0 页次:第1/3页编制/日期:任海红2011-10-25 审核/日期:批准/日期:4、检查元件脚的长度及弯角度是否符合下图要求:(元件引脚内侧的弯曲半径要求: 引脚直径D ≤0.6mm 时,R=1mm ;引脚直径D >0.6mm 时, R=1。
5mm )5、检查悬空元件的悬空高度是否符合下图要求( 小功率三极管、瓷片电容的安装高度均不超过10mm ,安装角度均为: 45°≤α≤90°)( 电解电容安装高度为: 2mm ≤H ≤5mm )文件编号:RE-AI-01 版本:R/0 页次:第1/3页 编制/日期:任海红2011—10—25 审核/日期 : 批准/日期:六、换料1、当料站上的元件打完后插件机会自动报警提示(INSERT ERR灯亮)并停止生产.2、插件机操作员检查插件机的料站,按缺料的料站编号根据《FEEDER-物料对照表》拿取正确型号的元件并填写《FEEDER换料记录表》,然后通知巡检或组长检查、确认,正确后才能装入料站上并批量生产。

备注:执行日期为批准日期延后一个工作日开始。
1. 目的规范操作流程,减少异常事件,提高生产效率。
2. 适用范围AI所有操作岗位3. 职责与权限3.1技术员及工程师负责插件机转产及调试、月保养3.2 操作员负责插件机上料及清洁设备日常保养3.3 QC根据作业要求检查操作员是否按照要求进行作业,判定物料的正确性4. 用语定义规范作业标准,减少错料事故发生,保质保量完成生产任务5.工序图示无6.品质特性无7.作业前准备工作7.1 操作员首先检查《站位表》是否与所生产的订单和机型相符。
7.2准备《插件机换料记录表》并及时填写相关内容(机种、批量、)8.作业方法职责及条件8.1 物料员将物料送至产线,操作员确认《站位表》订单号、机型、然后操作员依照《站位表》对物料进行核对8.2 生产过程作业流程图9.作业标准9.1 元件引线脚长度为1.5mm≤L≤2.mm,元件脚角度5°≤a≤30°.9.2 自动插件的立式元件必须垂直于板面,倾斜角度为a≤15°9.3 PCB板不的重叠。
10.注意事项10.1 在核对物料品名、料号时,每一个数字、字母都应与<<料站表>>核对,以确保准确性.10.2 有正负极的物料先检查物料编码和料盒正负方向标识,按照站位表的所给出的方向上料。
10.3 在上散装物料时,把散装物料与相同的整盒物料里物料进行对比,完全相同的才使用。
10.4 操作员操作机器时,必须按照《机器指导书》进行作业。
10.5 操作员对自己线体所产生空料盒,必须全部检查完后才能丢掉。
10.6 保持换料区和机器周围的5SD10.7上班第一时间交接时,先确认自己所负责的线体卫生是否整洁;1.目的使所有插件机正常、有效地运行。
2.范围适用于柏英特电子科技有限公司AI车间自动插件机。
3、操作步骤3.1、开机前准备3.1.1 确认机器紧急停止开关是否为解除状态,如为锁定状态,将其切换为解除状态;3.1.2 确认机器内有无异物,传送带上有无PCB;3.1.3 依次确认接料爪 ~ 剪脚座是否处于正常状态,以免启动机器后与机器工作平台发生碰撞;3.1.4 确认机器安全盖是否全部关闭;3.1.5 只能一人/次进行机器操作,严禁两人前后或多人操作机器.3.2、开机3.2.1 先打开设备的电源和进气气阀,确认气压是否在0.5-0.55(Mpa)范围之内。
dip aoi方案一、方案概述DIP AOI(Dual In-line Package Automated Optical Inspection)方案是一种基于自动光学检测技术的电子元器件检测方案,主要应用于电子制造行业中的DIP(Dual In-line Package)元器件的检测。
该方案通过使用高分辨率的光学成像系统和先进的图像处理算法,能够快速、准确地检测DIP元器件的焊接质量、引脚位置、引脚间距、引脚偏斜等关键参数,有效提高了电子制造行业中DIP元器件的生产质量和效率。
二、方案流程1. 准备工作:将待检测的DIP元器件放置在检测平台上,并连接好电源和数据线。
2. 光学成像:启动光学成像系统,对DIP元器件进行高分辨率的成像,获取元器件的图像数据。
3. 图像处理:使用先进的图像处理算法对元器件图像数据进行处理,提取出元器件的关键参数,如焊接质量、引脚位置、引脚间距、引脚偏斜等。
4. 检测结果输出:根据处理后的图像数据,生成检测报告,输出检测结果。
5. 异常处理:对于检测结果中存在异常的元器件,进行人工复检或更换处理。
三、方案优势1. 高效性:DIP AOI方案采用自动化检测技术,能够快速、准确地检测DIP元器件的关键参数,提高了生产效率。
2. 精度高:该方案使用高分辨率的光学成像系统和先进的图像处理算法,能够精确地检测DIP元器件的焊接质量、引脚位置、引脚间距、引脚偏斜等关键参数,提高了生产质量。
3. 可靠性强:DIP AOI方案采用自动化检测技术,能够避免人为因素对检测结果的影响,提高了检测结果的可靠性。
4. 成本低:该方案采用自动化检测技术,能够减少人力成本和检测设备成本,降低了生产成本。
四、方案应用DIP AOI方案主要应用于电子制造行业中的DIP元器件的检测,可广泛应用于电子产品制造、通信设备制造、汽车电子制造等领域。
五、方案展望随着电子制造行业的不断发展,DIP AOI方案将会得到更广泛的应用和推广。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==dip插件作业指导书篇一:DIP车间手工插件培训教材文件核准文件更改记录1. 目的使新员工尽快掌握手工插件工作。
2. 适用范围适用于DIP车间手工插件线的新员工。
3. 参考文件无 4. 工具和仪器无5. 术语和定义作业指导书:是由公司相关部门根据生产过程中总结的实际经验,并运用规范化的语言制定的一种公司内部的作业标准。
电容器:一种贮存电能的元件。
6. 部门职责6.1制造部协助培训和结果考核确认7. 流程图:无 8. 教材内容:8.1 作业指导书的使用8.1.1 实施作业指导书的目的作业指导书将使我们明白在生产过程中应该按照什么样的方法或步骤执行我们的工作任务,提高我们的工作质量,确保我们的产品质量,对我们整个生产体系起一个支撑的作用,也就是说作业指导书是我们工作中的指南针。
8.1.2 举例说明(举DIP车间的作业指导书实例)作为一个作业指导书首先应明确其目的,适用范围,版本类型(标准或试用),作业指导书当中用到的术语定义,其次是应讲述其详细的操作流程,这一流程将指导我们如何进行合理化的操作。
在开始上线之前,按照作业指导书将产品所需物料分到各个工位,各工位将根据作业指导书核对物料本体及物料标签是否一致。
在保证物料无误的情况下,查看本工位的注意事项及使用工具,作业员将根据提供的生产信息进行作业。
8.1.3作业指导书的分类试用文件:一般是在新品试做时临时发行的作业指导书,它确认制程工艺参数的可行性,是标准文件发行前的过渡文件。
标准文件:它是在试用文件通过的情况下,受控发行的,工艺参数已经确定,任何人员不可以随意更改。
8.2 元件的认识8.2.1 电容器说明电容器是一种能贮存电能的元件。
一般用“C”表示,电路图形表示如下固定电容器电解电容器可变电容器半可变电容器 8.2.2 电容器的分类从结构形式分:固定电容器(包括无极性固定电容器和有极性电解电容器);半可变(微调)电容器和可变电容器从绝缘介质分:纸介电容器;油浸纸介电容器;金属化纸介电容器;云母电容器;陶瓷电容器;薄膜电容器;玻璃釉电容器;铝电解电容器和钽、铌电解电容等8.2.3 电容器的外形电解电容聚酯膜电容瓷片电容排容CBB电容阻容模块CBB电容聚丙烯电容8.2.4 电容器的极性8.2.4.1电容器中只有电解电容才有极性,脚长的一脚为正极,或者在外壳上有“-”符号的一脚为负极。
一、Produ ct Edito r (产品编辑介绍)一〉Produc t (产品编辑方式)1〉New(新建)2〉Open(打开)3〉Save(保存)4〉Save As (另存为)5〉Copy(复制)5〉Rename (重命名)6〉Delete(删除)7〉Inform ation (信息窗口)二〉Board (基板尺寸)1〉Create /Edit (创建基板尺寸)2>Edit Produc t Board (编辑产品尺寸)三〉Compor nents (编辑组成介绍)1〉Insert ion List (产品插入名单)a>A>Componet(产品组成部分) B>Sort(产品分类排序)C>Seartion(手动修改方法)a>RefID(序号或脚位)b>Comp ID (料值、编号)c>X Positi on (X坐标)d>Y Positi on (Y坐标)e>Thet a (插件角度)f>Hole Span (两插件孔跨度)g>Depth Stop (插件深度)h>Anvi l Span Offset (底座跨度差值)i>Clear(清除)j>Cancel(取消)k>Search(搜索)l>Replace(替换)m>Repl aceAll (替换全部)n>Repl ace Select ed (替换选定)o>Sele ct All (选定全部)D>Opti ons (选项设定方法)a>Teac h Insert ions (BEC修正)b>Inse rt Array (插入阵列)c>Data base Inform ation (数据库信息)2>Grap hic (插件图形)A>Edit (图形编辑)B>Opti ons (图形选项)3>Data base (料值数据库)A>Cate gories (料值类别)a>Box Caps-Rad b>Cer Disk Cap-Radc>Cera m Reson-Rad d>Crys tals-Rade>Diod es-Rad (二极管)f>Elec tro Cap-Rad g>Film Caps-Radh>LEDS -Rad (LED 灯)i>MlayCerCap-Rad(麦拉)j>OTHER-Radk>Potentiom-Radl>Res.Net/SIP-Radm>Resistor-Radn>TACTS-Rado>TantalumCap-Radp>Tran sistor s-Rad (三极管)四>Dispen se Heads(分配头)A>DispenseHeadList(分配头列表)B>DispenseHeadTemplate(分配头模板)五>Order(插件排序)1>Step s (插件步骤)A>Steps(步骤)a>Alter(更改) b>Move(移动)c>Bypa ss (不插件)d>No Contin uity (没有连续性)e>Igno re Contin uity (忽视的连续性)f>Enab le (使能够插件)g>Sele ct All (选择所有)h>Dese lect ALL (取消所有)i>Sele ct Invali d (选择无效)B>Spec ial Steps (特别步骤)a>Delete(删除) b>Add(添加)1.Index(转台)2.Inde x to Transf er (连续转台)3.Park (停机出台)4.Board/Circ uit Error ……(增加BEC)C>Search(搜索) D>Options(选项)2>Opti mizati on (优化方法)A>Inse rtions (插入优化)B>Adva nced (高级优化)C>Eliminate Confli cts (冲突优化)D>AddDispen se Heads (增加分配头)E>Balance Dispen se Heads (平均分配头)六>Options(选项)A>Graphic Overvi ew (图形概述)B>Prod uct Refere nce (产品参考范围)C>Mach ine Refere nce (机器参考范围)D>Work board Holder (工作模板设定)E>Change Produc t Databa se (改变产品数据)F>Conf igurat ion (设备配置)a>Unit s (量度单位)b>Auto -Load Last Produc t (自动负载已用产品)c>Run Mode (运行模式)d>Allo w Window Resizi ng (选择窗口范围)e>Coun t Circui ts/Boa rds (计数模板设定)f>Show Titleb ar (显示标题)g>List Box Select ion (列表机型设定)h>Disp lay Infome ssages (显示信息资料)i>Inse rt Delay Interv al (插入顺序时间设定)j>Teac hk>Defa ult Databa se (默认数据库)l>Defa ult Machin eConfig uratio n Templa te (默认机器配置模板)m>Defa uit Dispen seHead Templa te (默认分配头配置模板)n>Snap shot(A UTO-Save)Inster val (自动保荐设定))o>Default Positi on Templa te (默认位置模板。
新泽谷AI培训教材 一、PCB板要求电插PCB板要求范围本标准规定了采用自动插件机进行电子组装的电子产品在进行印制电路板(以下简称印制板)设计时应遵循的技术规范。
本标准适用于采用自动插件机印制板的设计。
引用标准下列标准所包含的条文,通过在本标准中引用成为本标准的条文,本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的电插PCB板要求2.印制板的翘曲度:最大上翘0.5mm,最大下翘1.2mm,如图1所示。
MAX0.5mm电插PCB板要求3. 当印制板需要被部分地裁去边或角时,应采用工艺冲缝的方法,使要裁去的部分能够保留到自动插件工序完成后再去除,如图2所示。
4.边沿若要开口,其开口宽度不要超过3mm,深度不要超过30mm。
开口与附近角的距离要大于35mm;同一边上不要超过5个开口;尽量避免在长边上开口;如图3所示。
MAX3mm电插PCB要求二、印制板的插机定位孔1.采用电插的印制板应在最长的一条边上设置主副两个电插定位孔。
如图4所示(元件面)。
其中左下角为主定位孔,孔径为Ø4.0mm;右下角为副定位孔,其孔径尺寸应为Ø4.0mm的鹅蛋形定位孔。
电插PCB板要求2. 两定位孔的中心轴连线平行于最长边,离最长边的距离为5.0±0.1mm,主定位孔与左边的距离为5.0±0.1mm,副定位孔孔边与右边的距离应不小于3.0mm,定位孔周围从孔边向外至少2mm范围内应覆铜箔以增加板的机械强度。
电插PCB板要求3.主副两定位孔的中心距L的优选系列为:290mm、235mm、350mm。
4.电插定位孔在元件面标记符号图中用方框标示。
三、印制板的非电插区1.在非电插区内布置的元件(其插孔在此区内)不适用于电插机。
2.对于卧插元件,其非电插区(定位盲区和边缘盲区)为图5所示画有剖线电插PCB板要求3.对于立插元件,其非电插区为图6所示画有剖线的区域。
5物料要求四、元件的插孔1. 元件插孔中心连线的平行度或垂直度如图7所示。
标准工时评定规则1.目的:为公平设定本公司之动作单元之时间标准,以资评估产品之标准工时及生产线人力之依据,故制定此细则.2.范围:凡本公司之所有产品之操作员正常操作时间均适之.3.本标准工时系统采用模特排时间法(Modolar Arrangement of Predetermined Time Standard,简称:MOD法)4.MOD法说明:模特法的基本原理来源于大量人体工程学的试总结,归纳有以下几个方面:(1)所有由人进行的作业,均是共通的基本动作组成的,模特法将实际生产作业中的人体动作归纳为21种.(2)不同的人做同一动作(在作业条件相同的情况下)所需时间基本相等.(3)人体不同部位的动作,所用时间值是相互成比例的,如手的动作时间是手指动作时间的2倍,小臂的动作时间是手指动作时间的3倍,由此就可以定义手指一次动作时间为人体动作的基本单位时间,同时其他动作与之成倍数关系计算求得.模特法根据人的动作级次,选择以一个正常人的级次最低、速度最快、能量消耗最小的一次,即手指动作的时间消耗值,作为它的时间单位,即1MOD=0.129S模特法的21种动作都以手指动作一次(移动距离2.5cm)的时间消耗值为基准进行试验、比较,来确定各动作的时间值.具体21个动作的分类及表示符号见下表:MOD法动作时间分类表分类内容符号附加条件上肢动作基本动作移动动作移动手指动作M1手腕动作M2小臂动作M3大臂动作M4伸直手臂的动作M5反射式动作连续反复多次的反射动作M1/2M1 M2M3终结动作抓握碰触、接触G0不需注意力的抓取G1复杂的抓取G3 需精神上的注意放置简单的放置P0较复杂的放置如对准P2 需精神上的注意具有装配目的的放置P5 需精神上的注意下肢动作脚部动作蹬踏动作F3 大腿动作行走动作W5其它动作独立进行的动作(此动作进行时其他动作停止)目视观察E2校正R2判断与反应D3按下A4可同时进行的肢体动作旋转动作C4弯腰弯体---站起B17 往复进行坐下---起身S30 往复进行附加因素重量因素(负重动作) L1非动作时间:NO 名称符号内容例1 延时BD 表示一只手进行动作,另一只手处于停止状态,不给予时间右手M左手BD2 保持H 表示用手拿着或抓着物体一直不动的状态,主要指扶持与固定的动作,不给时间左手H右手P23有效时间UT指人的动作以外,机械或其他工艺要求发生的,非动作产生的因有附加时间,需要准确测时.如机械的工作时间、焊锡、铆接、测试、涂布等插件焊锡时的执锡时间UT或仪表测试时间由上表知,MOD法把人的动作分成上肢、下肢、其他等动作,分别由符号M、G、P、F、W……代表,符号后仅赋予数字1、2、3……代表模特时间值,如M1代表1MOD=0.129SEC,M2即代表2MOD、以此类推.5.本公司MOD法制定标准工时基准如下:(1)以MOD分析之正常时间(即100%效率水平).(2)本细则规定之标准作业距离为20CM.(3)私事宽放:因本厂采取中休制度,故宽放率为0%.(4)疲劳宽放:因本厂作业强度属轻、中度作业,故取宽放标准为15%.(5)作业宽放:如,a.台及场地的简单清洁与准备,包括转换产品品种时的时间消耗.b.来料及零件不良造成的停顿.(SMT零件脚宽不准)c.现场监督者与检查员临时抽检及口头指示造成的偶发停顿.d.上下工位的传递中偶发问题等.以上各宽放平均取:3%.(6)特殊宽放:如管理宽放、小批量的宽放、奖励宽放、机械干扰的宽放、不同作业人群的宽放等,平均取:2%.和计以上可知本公司取平均宽放率为20%.以上为一般正常状况之基准,如产品设计或工作环境等有异常时,得酌情修正.6.标准工时如下各页所示.6.1.1 DIP H/I段插件工时如下:插件時間研究一覽表6.1.2 DIP H/I段切板、上插销及目检工时:1)切板后放入输送带共: ∑ac/2=4.7SEC/EANo 动作描述分析式 MOD数标准时间1 a.取基板,并检查SMT标记左手:HM4G1M3右手:M4G1M4M3检查判断:E2D312 2.6SEC2 b.切板(每块) 左手:M4P5+UT=2.5SECM4右手:M4P5+UT=2.5SECM4**** 2.5 SEC3 c.放入输送带(2块) 左手:M4P0G1M4P0M4G1M4右手:M2P0左手:M4P0M4右手:H28 4.3SEC2)压PHONE JACK后上插销(每块) 共: ∑ad/2=6.3SEC/EANo 动作描述分析式 MOD数标准时间1 a.取PHONE JACK后再取基板右手:M4G1HM4左手:M4G1M4P218 2.8SEC插件時間研究一覽表2b.压PHONE JACK(2颗)右手:P5M3左手:C4P2右手:M4G1M4P5M3 31 4.8SEC 3 c.取插销再上插销(2块) 左手:M2H M4G3M4P2G1H 右手:G1HM2G1M2P224 3.7 SEC 4 d.放入输送带 左手:HP0右手:G1R2M3P2 8 1.2SEC6.2 DIP T/U 段一般动作标准: 1)拆板后切板,放入输送带 共:∑ae/2 =6.4SEC/EANo 动作描述分析式 MOD 数标准时间1a.取下散热板治具(2片) 左手:M4G1M2G1M4P0右手:H12 1.9 SEC 2 b.拆断余板一端 右手:M4G1M4M2P2M3左手:HM2G1M3P0 22 3.4 SEC 3 c.拆断余板另一端 右手:M3C4M2P2M3 左手:HM2M1M3P0 20 3.1 SEC 4 d.切板(2连板)左手:M4P5+UT=2.5SECM4 右手:M4P5+UT=2.5SECM4 **** 2.5SEC 5 e.放入输送带(2块) 左手:M4P0G1M4P0M4G1M4右手:M2P0 左手:M4P0M4 右手:H 28 4.3SEC双手双手2)取插销后刮锡渣放入输送带 共: ∑aC=3.3+2.2N SEC/EANo动作描述分析式 MOD 数 标准时间1 a. 取插销及PCB 板 左手:M4G1M2G1M4P0右手:M4G1M4P212 1.9SEC 2b.刮锡渣=UT*N 颗UT=1.8SEC **** 2.2NSEC 3 c.放入输送带 左手:H右手:M2G1M4P2 9 1.4SEC2)取基板检查零件是否过长后剪过长零件脚共∑ad=5.4+3(L+N) +0.006NB+1.3N SEC(L:PCB 板长,W:PCB板宽,N:零件总颗数,B:零件过长比率) No 动作描述分析式 MOD 数标准时间1a.自输送带取基板,并翻转 左手:M4G1M4C4M3 右手:H 16 2.5SEC 2 b.检查零件脚是否过长时间=每目检一次所需时间(S1)*移动目光检视区域次数(n)+判断每颗零件脚是否过长时间(S2)*零件总数(N)*零件过长比率(B)UT=0.4(L+W)/7.5+0.006N SEC(因人目光一次可看75*75CM)之区域,故看完一片PC 板需看n 次, n=(PCB 宽/7.5)*(PCB 长/7.5)(Unit:CM)抽样求得S1=0.4SEC,S2=0.006SEC) ****=3(L+N)+0.006NBSECL:CMW:CM2 b.取气剪 左手:H右手:M4G1M4 9 1.4 SEC 3 c.剪零件脚(每颗) UT=1.3 SEC **** 1.3N SEC 4 d.放回输送带 左手:M4C4P2 右手:H 10 1.5SEC3)取基及支架放于治具上,再锁螺丝 自攻螺丝:共: ∑ad=4.5+0.022L(1+N)+1.5N SEC 机械螺丝:共:∑ad=4.5+0.027K(1+N)+1.5N SECNo 动作描述分析式 MOD 数标准时间1a.取基板及支架放于治具上 左手:M4G1M4P2 右手:M3G1M3P211 1.7SEC(自攻螺丝)(机械螺丝) (自攻螺丝)(机械螺丝) 2b.锁螺丝(第一颗) (L:自攻螺丝长度:mm)(K:机械螺丝长度:mm) 右手:M3G1M3P2M3P2+ 0.022*L左手:H右手:M3G1M3P2M3P2+ 0.027*K左手:H **** ****2.2+0.022*L (自攻螺丝) 2.2+0.027K (机械螺丝) SEC SEC3c.连续锁螺丝(每颗*N) (N:锁螺丝数量)(L:自攻螺丝长度:mm) (K:机械螺丝长度:mm)右手:(M3P2M3P2+0.022*L)*N左手:H 右手:(M3P2M3P2+0.027*K)*N左手:H ****(1.5+0.022*L)*N OR (1.5+0.027*K)*NSEC4 d.放入输送带 左手:M4P0 右手:H 4 0.6SEC3)输送带上取基板、正检 共a+b=1.4+0.14N SEC(N:零件总颗数)No动作描述分析式 MOD 数 标准时间1 a.自输送带取基板 左手:M4G1M4右手:H9 1.4 SEC 2 b.检查零件面(每颗) UT=0.14 SEC **** 0.14NSEC 补跷件后将基板放回输送带. 共: a i= 13.2+(6.47NB) SEC(N:零件总颗数,B:正检不良率) No动作描述分析式 MOD 数 标准时间1 a.按住跷件,反过PC 板 左手:M4G1M4A4C4右手:M3G1C4 17 2.6 SEC 2 b.取络铁左手:H右手: M4G1M49 1.4SEC 3c.清除焊孔=每点时间(S)*总焊锡点(N)*不良率(B)UT=2.3 SEC **** 2.3NBSEC4 d.压入跷起之脚(每颗) 左手:C4D3M2A4C4 右手:H17 2.6 SEC/EA 5e.左手取锡丝, 右手取络铁左手:M3G1M3P5 右手:M4G1M421 3.3SEC 6f.补焊=每点时间(S)*总焊锡点(N)*不良率(B)UT=2.47 SEC **** 2.47NBSEC7 g.放锡丝和络铁 左手:M3P0 右手:M4P29 1.4 SEC 8h.用静电刷清洁焊点(每点) 左手:M3G1M3*(2M2*N*B)右手:H**** 1.7NBSEC双手=拿静电刷时间(S)*总焊锡点(N)*不良率(B) 9 i.放回输送带上 左手:M3G1M4P0M4 右手:H 12 1.9SEC4)输送带上取基板、背检、补焊后将基板放回输送带. 共∑ag=8.5+(0.07N+4.17NB) SEC(N:零件总颗数,B:背检不良率)No 动作描述分析式 MOD 数 标准时间1a.自输送带取基板,翻转背面向上 左手:M4G1M4C4右手:HC4 13 2.0 SEC 2 b.检查焊锡面(每点) UT=0.07 SEC **** 0.07N SEC 3c.左手取锡丝, 右手取络铁左手:M3G1M3P5 右手:M4G1M421 3.3SEC 4d.补焊=每点时间(S)*不良点数(N) =每点时间(S)*总焊锡点(N)*不良率(B)UT=2.47 SEC **** 2.47NBSEC5 e.放锡丝和络铁 左手:M3P0 右手:M4P29 1.4SEC 6f.用静电刷清洁焊点(每点) =拿静电刷时间(S)*总焊锡点(N)*不良率(B)左手:M3G1M3*(2M2*N*B) 右手:H **** 1.7NBSEC 7 g.放回输送带上 左手:M3G1M4P0M4 右手:H 12 1.9SEC5)贴散热片 共:∑a c=10.9SEC/EANo动作描述分析式 MOD 数 标准时间1 a.撕背胶 左手:M4G1M4H右手:M2P2M2M4P0 19 2.9 SEC 2 b.贴片 右手:M4G1M4P0 左手:M2P516 2.5 SEC 3 c.压片 左手:M2H右手:M3M2+UT=3.8SECM4 **** 5.5SEC双手6)锁螺丝自攻螺丝:共:∑ac=3.2+0.022L(1+N)+1.4N SEC/EA 机械螺丝; 共:∑ac=3.2+0.027K(1+N)+1.4N SEC/EANo动作描述分析式 MOD 数 标准时间1 a.取螺丝及锁固物 左手:M3G3M3H右手:M4G1M4P211 1.7SEC 2b.锁螺丝(第一颗)(L:自攻螺丝长度:mm)(K:机械螺丝长度:mm)左手:H (自攻螺丝)右手:M3G1P2M2P2+0.022*L左手:H (机械螺丝)右手:M3G1P2M2P2+0.027*K****1.5+0.022L(自攻螺丝) 1.5+0027K (机械螺丝) SEC3 c.继续螺螺丝左手: H (自攻螺丝)右手:(M3P2M2P2+0.022*L)N 左手:H (机械螺丝)右手:(M3P2M2P2+0.027*K)N ****(1.4+0.022L)N(自攻螺丝) (1.4+0027K)N (机械螺丝)SEC。
一.AV 機(臥1.使用基板尺2.物料要求:A. B.臥式元 C.編帶备注:相應的元件腳必須有3.插入方向:004.插入間 B.52mm C.跳5.插入高6.插入折曲角7.插入折曲長8.插入折曲方9.元件間間距52mm物料W為:一級要求:52~52+0.2mm;二級要求:52~52+0.5mm;三級要求:52~52+1.5mm.26mm物料W為:一級要求:26~26+0.2mm;二級要求:26~26+0.5mm;三級要求:26~26+1.5mm.AI機技術參數00二.RH 機(立1.使用基板尺2.立式元件要B.體3.插入C.高方向:00 4.插入間5.插入高6.插入折曲角7.插入折曲長8.插入折曲方9.元件間間距(字母代三.AI 機共用1.PCB定位孔:2.PCB偏差:3.PCB元件孔:建 A.鑽孔B.沖孔C.孔偏差备注:偏差必須在0.1MM之內,否則該孔4.焊盤:5.非打料區:(1).圖一(陰影部分均不可打料,詳見圖二和(2).圖二(3).圖三(4).圖四1.JV,AV单个元件专属区域(如,该区域内不能有说明:P:元件孔间距(P=5.0~26.0MM);A,B区域为JV,AV单A部0度,-180度方向陰影部份不可90度,-270度方向陰影部份不B部0度,-180度方向陰影部份不可90度,-270度方向陰影部份不2.RH单个元件专属区域(如,该区域内不能有CHIP 说明: (1)P:元件孔间距,P=5. 0MM;A,B 区域为RH单个元件专(2)P:元件孔间距,P=2. 5MM;A,B 区域为RH单个元件专注意P=2.5MM时专属区域延伸方向如下:向右向下3.RH元件脚之间距离(如未达到此标准插入时易撞元件脚,3.5MM一.AV 機(臥1.使用基板尺2.物料要求:A. B.臥式元 C.編帶备注:相應的元件腳必須有3.插入方向:004.插入間 B.52mm C.跳5.插入高6.插入折曲角7.插入折曲長8.插入折曲方9.元件間間距52mm物料W為:一級要求:52~52+0.2mm;二級要求:52~52+0.5mm;三級要求:52~52+1.5mm.26mm物料W為:一級要求:26~26+0.2mm;二級要求:26~26+0.5mm;三級要求:26~26+1.5mm.AI機技術參數00AI機技術參數二.RH機(立1.使用基板尺2.立式元件要B.體3.插入C.高方向:004.插入間5.插入高6.插入折曲角7.插入折曲長8.插入折曲方9.元件間間距(字母代三.AI 機共用1.PCB定位孔:2.PCB偏差:3.PCB元件孔:建 A.鑽孔B.沖孔C.孔偏差备注:偏差必須在0.1MM之內,否則該孔4.焊盤:5.非打料區:(1).圖一(陰影部分均不可打料,詳見圖二和(2).圖二(3).圖三(4).圖四1.JV,AV单个元件专属区域(如,该区域内不能有说明:P:元件孔间距(P=5.0~26.0MM);A,B区域为JV,AV单A部0度,-180度方向陰影部份不可90度,-270度方向陰影部份不B部0度,-180度方向陰影部份不可90度,-270度方向陰影部份不2.RH单个元件专属区域(如,该区域内不能有CHIP 说明: (1)P:元件孔间距,P=5. 0MM;A,B 区域为RH单个元件专(2)P:元件孔间距,P=2. 5MM;A,B 区域为RH单个元件专注意P=2.5MM时专属区域延伸方向如下:向右向下3.RH元件脚之间距离(如未达到此标准插入时易撞元件脚,3.5MM。
工厂自动化导入评估报告范例一、引言工厂自动化导入评估报告旨在对工厂自动化导入进行全面评估和分析,以确定是否应该进行自动化导入,并提供相关的建议和方案。
本报告根据对某工厂的实地考察和相关数据的分析得出结论和建议。
二、背景信息1. 工厂概述该工厂是一家生产电子产品的制造企业,拥有数百名员工,年产量达到数百万件。
目前,该工厂的生产线仍然主要依赖人工操作,存在一定的生产效率低下和质量控制不稳定的问题。
2. 自动化导入的目的工厂希望通过自动化导入来提高生产效率、降低人工成本、提升产品质量,并增强企业的竞争力。
三、评估方法1. 数据收集我们与工厂相关部门进行了深入的访谈,并收集了工厂的生产数据、人力资源数据、财务数据等。
同时,我们还参考了行业内其他类似工厂的自动化导入案例,以便进行对比和分析。
2. 评估指标我们将自动化导入的评估指标分为三个方面:生产效率、成本效益和质量控制。
具体指标包括生产线产能、人工成本、产品质量合格率等。
3. 评估步骤(1)分析当前生产线情况:了解工厂的生产线设备、工艺流程、人工操作等情况,并评估其存在的问题和瓶颈。
(2)确定自动化导入方案:根据工厂的需求和现状,结合行业内最佳实践,提出适合的自动化导入方案。
(3)评估指标测算:根据收集到的数据,计算和分析评估指标,以便对自动化导入的效果进行评估。
(4)风险评估:对自动化导入可能面临的风险进行评估和分析,提出相应的风险应对措施。
四、评估结果1. 生产效率评估通过对工厂的生产数据进行分析和计算,我们发现,自动化导入后,生产线的产能将提高30%,生产效率将大幅度提升。
2. 成本效益评估自动化导入将大幅度减少人工成本,预计每年可节约成本200万元。
同时,由于生产效率的提高,产品的销售额也将相应增加。
3. 质量控制评估自动化导入将减少人工操作的干预,降低了因人为因素导致的质量问题。
预计产品的质量合格率将提高10%,减少了售后服务和退货率。
五、建议和方案1. 自动化导入方案根据评估结果,我们建议工厂采取以下自动化导入方案:(1)引入自动化生产设备,提高生产效率和产能。
工厂自动化导入评估报告范例一、引言工厂自动化是指利用先进的技术手段和设备,将生产过程中的各个环节实现自动化操作和控制,提高生产效率和产品质量。
本报告旨在对某工厂进行自动化导入评估,评估其是否适合引入自动化生产线,并提供相应的建议和方案。
二、背景该工厂是一家创造业企业,主要生产家电产品。
由于市场竞争的加剧和劳动力成本的上升,工厂管理层希翼引入自动化生产线,提高生产效率和降低人力成本。
为了评估导入自动化的可行性和效果,特进行此次评估。
三、评估内容1. 工厂生产流程分析:对工厂的生产流程进行全面分析,包括原材料采购、生产加工、产品装配、质量检测等环节,了解每一个环节的工作内容和工时消耗。
2. 工厂现有设备评估:对工厂现有的生产设备进行评估,包括设备的性能、稳定性、维护成本等方面的考察,以确定是否需要更换或者升级设备。
3. 自动化设备选择:根据工厂的生产流程和需求,选择适合的自动化设备,包括自动化生产线、机器人、传感器等,确保其能够满足工厂的生产需求。
4. 自动化设备成本评估:对引入自动化设备的成本进行评估,包括设备购买费用、安装费用、培训费用等方面的考虑,以确定自动化设备的投资回报率。
5. 人力资源评估:评估工厂现有人力资源的能力和技术水平,确定是否需要进行培训或者招聘,以适应自动化生产线的运营和维护。
6. 风险评估:评估引入自动化生产线可能面临的风险,包括技术风险、市场风险和管理风险等方面的考虑,提出相应的风险应对措施。
四、评估结果根据对工厂的评估,得出以下结论:1. 工厂生产流程适合引入自动化生产线,可以提高生产效率和产品质量。
2. 工厂现有设备部份需要更换或者升级,以适应自动化生产线的需求。
3. 自动化设备选择方面,建议引入柔性生产线和机器人技术,以提高生产灵便性和自动化程度。
4. 自动化设备的成本较高,但估计能够在较短期内实现投资回报。
5. 工厂现有人力资源需要进行培训和技能提升,以适应自动化生产线的运营和维护。