生产线布局(超详)
- 格式:ppt
- 大小:2.65 MB
- 文档页数:120
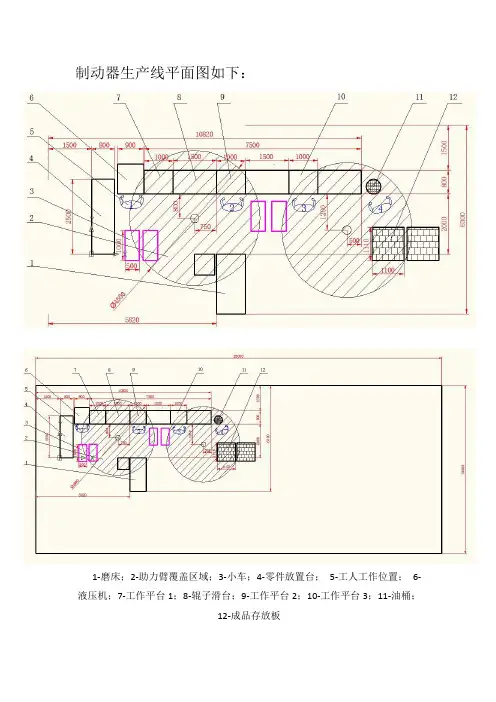
制动器生产线平面图如下:1-磨床;2-助力臂覆盖区域;3-小车;4-零件放置台;5-工人工作位置;6-液压机;7-工作平台1;8-辊子滑台;9-工作平台2;10-工作平台3;11-油桶;12-成品存放板生产线所完成的工序包括装配制动底板、磨摩擦片外圆、装配凸轮、装配防护罩及后臂总成、收集成品及注油。
以上工序中,工件的搬运、翻转依靠助力臂,工件在辊子滑台上依靠手推移动,装配组件放置在可提升的小车内,小零件放在工作平台上的零件盒内。
一、图示各部分功能介绍:1-磨床,磨摩擦片外圆,工件由助力臂夹持搬运。
2-助力臂覆盖区域,助力臂采用气压夹持,人工操作,能实现工件的圆周移动、上下移动和翻转等动作,覆盖区域保证工序间夹持工件的要求,安装位置方便工人操作。
3-小车,放置装配的组件,采用液压提升装置,便于拿取。
小车的尺寸大小为1000*500*1200(mm)。
4-零件放置台,放置些许制动底板和制动蹄备用。
台的尺寸大小为2500*800*750(mm)。
5-工人工作位置,预留出足够空间,保证操作和移动的方便。
6-液压机,装配制动底板和制动蹄,用液压力代替人力压支撑销。
7-工作平台1,安装螺钉和钢丝锁线,平台上有专门区域放置螺钉和钢丝锁线等零件。
工作平台的尺寸大小为1000*800*750(mm)。
8-辊子滑台,放置各工序完成后的工件,方便移动。
滑台的尺寸大小为1500*800*750(mm),为两工序之间留出2~3个缓冲件,协调工作节拍。
9-工作平台2,安装凸轮和回位弹簧,,平台上有专门区域放置回位弹簧等零件。
10-工作平台3,安装防护罩和后臂总成,平台上专门区域放置螺栓、垫圈等零件。
11-油桶,对装配成品的关键部位注油以润滑、防锈。
12-成品存放板,存放装配好的成品,成品的搬运依靠助力臂。
二、各工序工人任务:1)工人1,主要完成制动底板的装配,包括压支撑销、装螺钉和钢丝锁线。
2)工人2,主要完成磨摩擦片外圆和装凸轮、回位弹簧,包括工件的翻转。

外箱加工
区
成品
车间布局规划图
说明:
1、布局的原则:以物料的方向为导向,以物流距离最短为出发点,以生产安全为核心,以作业方便、高效为重点、以参观者的角度来审视进行布局。
2、仓库到钣金的主通道为3米宽,其它通道1.8-2米宽,全部用绿色漆,并标识为参观通道有箭头方向。
3、生产办公室放在二楼(计划、采购、品质)旁边设会客接待室。
4、二条生产流水线间的子流水线取消,确保参观通道安全通畅。
5、包装线1和2整体长度缩短到20米长(现30米)包装线2,之前的横线改为和线1一样为竖线。
6、圆桶产品的加工和贴标作业区高在生产流水线2线的旁边,直接上流水线。
7、总装所需的配件加工作业,全部集中到一个区。
发泡作业区
待制品周转区产品清理区
流水线1
物料区
门制做区
流水线2
自动抽真空
物料区配件放置
自动抽真空
雪种
检漏
电检
冲床
自动激光线
板料区
包装流水1线
雪种
检漏焊接配件加工区
圆桶贴标区
圆桶加工区
待制品周转区
剪板
圆桶加工区
待制品周转区
待制品周转区
待制品周转
区
待制品周转区
待制品周转区
测试品
绿化带
折弯机
周转车
周转车
折弯机折弯机碰焊机碰焊机内胆拼装
外箱拼装
内外拼装
流水线
待制品周转
区
待制品周转
区
待制品周转
区
激光机办公室
周转区
剪板
折弯机折弯机待检区
板料区
包装流水2线。
第一章 U型生产线布局【本章重点】好的生产线布局将为高效率的作业从根本上打下良好的基础,因此设计一个良好的生产线布局至关重要,U型布局目前被公认为是最高效率的生产线布局方法。
使用U型布局可以使标准作业顺利进行,使作业管理变得一目了然,使制造现场变得井然有序.本章主要内容U型生产线布局的定义U型生产线布局的优势使用适合于U型线布局的设备第一节U型生产线布局的定义一、改变传统的设备布局思想在大量制造的工厂中,设备按照种类排布在一起,各工作的几层组织按照加工的内容进行分布,这样的生产线布局要求每两个工程之间必须使用搬运来连接,这导致了工程间在制品大量增加,制造的连续性被破坏。
在进行重新安排生产流程按照U型布局时要充分考虑设备布局的合理性和先进性,必须保证如下原则顺利实施,以确保目标的完成.1、一个流的生产在整个生产线布局中必须设法保证在生产过程中的中间在库制品数量最少,即消除中间在库的停滞,让工件像河水2、所有的零件及完成品使用同样的节拍(Takt Time)Takt来源德语单词,意思是音乐的节拍,在生产制造过程中力求使所有的零件在同一期间使用相同的速度——“节拍”进行制造,不断地使全部零件流动起来,使制造(含组装)以一个流的方法向河水一样的流动,避免过度制造情况发生。
按照节拍进行生产除了考虑适应客户需要的速度外,还充分的考虑了人性化的需要。
人喜欢有节奏的事物,例如人对自己喜欢的歌曲听几遍就会记住,但是如果背同样长短的古文或英文单词你会觉得困难的多,因为歌曲有节拍。
如果让人在生产线作业时,和唱歌一样的富有节奏,那么,人的作业将会轻松很多,这也是更多的考虑了人性化管理的内容后所产生的结果。
3、柔性生产系统由于售出的速度会在不同时期发生变化。
因此,必须使生产线布局能够适应不同生产节拍的要求,利用一人多序的方法,调整人的作业范围达到适应不同生产速度之目标。
在作业中,以人的动作为中心,不考虑设备的能力,使人的作业达在这里,需要充分理解一人多机和一人多序的不同二、建立流程型生产线布局将设备布局的形式从集群式改造为流程式之后,随着生产制造过程中的物流距离快速缩短,连续流制造已经可以成为现实。


车间流水线布局的原则,可以概括为“两个遵守、两个回避”.两个遵守:逆时针排布、出入口一致两个回避:孤岛型布局、鸟笼型布局1.流畅原则:各工序的有机结合,相关联工序集中放置原则,流水化布局原则.2.最短距离原则:尽量减少搬运,流程不可以交叉,直线运行.3.平衡原则:工站之间资源配置,速率配置尽量平衡。
4.固定循环原则:尽量减少诸如搬运、传递这种Non-Value Added的活动.5.经济产量原则:适应最小批量生产的情形,尽可能利用空间,减少地面放置原则。
6.柔韧性的原则:对未来变化具有充分应变力,方案有弹性。
如果是小批量多种类的产品,优先考虑“U”型线布局、环形布局等.7.放错的原则:生产布局要尽可能充分的考虑这项原则,第一步先从硬件布局上预防错误,减少生产上的损失。
1.逆时针排布主要目的是希望员工能够采用一人完结作业方式,能够实现一人多机.一人完结与一人多机要求一个员工从头做到尾,因此员工是动态的,称之为“巡回作业”。
2.出入口一致是指原材料入口和成品出口在一起.为什么要求出入口一致呢?首先,有利于减少空手浪费.假设出入口不一致,作业员要采用巡回作业,那么当一件产品生产完了,要去重新取一件原材料加工的话,作业员就会空手(手上没有材料可以生产)从成品产出口走到原材料投入口,这段时间是浪费。
如果出入口一致的话,作业员立刻就可以去到新的原材料进行加工,从而避免了空手浪费。
第二,有利于生产线平衡。
由于出入口一致,布局必然呈现类似“U”的形状,这使得各工序非常接近,从而为一个人同事操作多道工序提供了可能,这就提高了工序分配的灵活性,从而取得更高的生产线平衡率。
3.避免孤岛型布局孤岛型布局把生产线分割成一个个单独的工作单元,其缺陷在于单元与单元之间互相隔离,无法互相协助。
4.避免鸟笼型布局鸟笼型布局往往没有·考虑到物流、人流顺畅的结果,这种布局错误的用机器设备或者工作台把作业员围在中间,使得物流不顺畅,在制品增加,单元与单元之间的相互支援也变得几乎不可能。
生产线布局情况Revised on November 25, 2020固体制剂车间生产线的布局情况固体制剂车间片剂、硬胶囊剂、颗粒剂、锭剂及纯化水系统工艺流程图。
江苏黄河药业股份有限公司固体制剂车间由山东省医药工业设计院根据98版GMP要求设计,其主体为单层结构,固体制剂车间按照产品生产工艺流程及GMP生产要求,主要布置为生产一般区、30万级洁净区、工艺用水制备系统、空调净化系统及压缩机系统等;一般区主要为外包装工序及办公区域;30万级洁净区布置配料、压片、包衣、充填、内包装工序。
车间年生产能力为片剂12亿片、硬胶囊剂3亿粒。
车间工艺布局合理,建筑面积共计3742㎡。
在洁净区设计上采用人流道、物流道分开,有效避免了交叉污染的可能,物流通道上采用传递窗将物料进入洁净区,保证物料不对洁净区产生污染,确保生产区域符合洁净要求。
洁净区空气洁净度,经盐城市药品检验所静态测试,符合30万级要求。
车间生产剂型主要为片剂、硬胶囊剂、颗粒剂、锭剂四个个剂型共计116个品种(常年生产37个品种)。
经对生产片剂、硬胶囊剂、颗粒剂、锭剂各品种工艺、设备验证及再验证表明,生产设备符合生产需求,生产工艺稳定。
空气净化、压缩空气、纯化水等经过验证及再验证,符合药品生产要求。
各项标准健全,各有关规程已经建立,运转以来,能够保障生产质量管理要求。
有效运行,持续改进。
固体制剂车间现有员工xx人,均严格按GMP要求进行培训,经考核合格后持证上岗。
固体制剂车间主要生产工艺流程:原辅料---前处理(粉碎) ---称量配料---制粒---干燥---总混---充填或压片 ---内包装(瓶装或铝塑包装)---外包装。
固体制剂车间使用的主要生产及生产能力:。