生产线布局(超详细)
- 格式:ppt
- 大小:1.58 MB
- 文档页数:120

Hl汽车覆盖件冲玉生产工艺冲也件斥垛、淸机,證抽-恆料剤中.二洙冲堤顷形.取怜唸验.萝k 工空辭具开落斜线冲压门功化生开卷、洁洗、檢凸.勺汕溥料.w图汽车覆盖件冲压生产工艺流程汽车覆盖件冲压生产车间的规划与设计概述覆盖件冲压生产具有规模化、成批生产、多品种化的特点;冲压车间、冲压设备和冲压生产线一次性投资大,但适应产品发展变化的通用性较强,产品换型只需模具变化,设备可以通用。
冲压生产是一项规模效益递增型的产业,冲压车间规划要立足于长远和未来发展。
对于整车厂来说,覆盖件冲压生产车间的规划与设计显得尤为重要。
覆盖件冲压生产工艺流程卷料T 开卷剪切或落料(包括开卷、清洗、校平、剪切或落料、堆垛)-冲压成形(包括拆垛、清洗、涂油、板料对中、上料、冲压成形、取件)-检验-装入工位器具-入库,如图所示。
主要规划内容汽车覆盖件冲压车间规划的主要内容包括冲压车间工艺设计分析、生产设备及生产线选择、辅助设备(线)选择、总图设计、车间平面布置及功能区域设计、厂房设计等。
规划原则汽车覆盖件冲压车间规划是汽车整车厂四大工艺工厂规划的重要内容之一,应遵循“精益化”的设计原则,高质量、高效率、低投入。
采用经济、合理、实用、与生产纲领和生产批量相适应的先进技术,采用高性价比的工艺装备。
规划前提确定产品类型:轿车或卡车大中型覆盖件和关键梁类结构件;生产纲领:以万辆年生产纲领为例;辆天;工作制度:天年,班天,;产品种类及内外制冲压件确定:整车厂一般以生产白车身大型内外覆盖件及关键梁类结构件为主,此类件为内制件。
其它件由外部供应商协作生产,此类件为外制件。
内制件的确定原则()车身的核心零部件;()高附加值的零部件;()车身外表面覆盖件;()堆垛、运输较困难的大中型内覆盖件;()尺寸精度要求高的关键梁类结构件。
覆盖件冲压车间工艺设计分析以整车厂只生产内制件为设计前提,规划整车厂的冲压车间。
汽车覆盖件冲压生产线分类及主要生产零件)单机联线冲压生产线分类,见表。
⼯⼚⽣产车间流⽔线布局的七种⽅式单元装配线的理想布局之⼀是花瓣型布局1.流畅原则:各⼯序的有机结合,相关联⼯序集中放置原则,流⽔化布局原则。
2.最短距离原则:尽量减少搬运,流程不可以交叉,直线运⾏。
3.平衡原则:⼯站之间资源配置,速率配置尽量平衡.4.固定循环原则:尽量减少诸如搬运,传递这种Non-Value Added的活动。
5.经济产量原则:适应最⼩批量⽣产的情形,尽可能利⽤空间,减少地⾯放置原则6.柔韧性的原则:对未来变化具有充分应变⼒,⽅案有弹性。
如果是⼩批量多种类的产品,优先考虑“U”型线布局、环型布局等7.防错的原则:⽣产布局要尽可能充分的考虑这项原则,第⼀步先从硬件布局上预防错误,减少⽣产上的损失!1逆时针排布逆时针排布,主要⽬的是希望员⼯能够采⽤⼀⼈完结作业⽅式、能够实现⼀⼈多机。
⼀⼈完结与⼀⼈多机要求⼀个员⼯从头做到尾,因此员⼯是动态的,称之为“巡回作业”。
⼤部分作业员是右撇⼦,因此如果逆时针排布的话,当员⼯进⾏下⼀道加⼯作业时,⼯装夹具或者零部件在左侧,员⼯作业并不⽅便,这也正是逆时针的⽬的——员⼯就会⾛到下⼀⼯位——巡回的⽬的也就达到了。
2出⼊⼝⼀致出⼊⼝⼀致,是指原材料⼊⼝和成品出⼝在⼀起。
为什么要求出⼊⼝⼀致呢?⾸先,有利于减少空⼿浪费。
假设出⼊⼝不⼀致,作业员采⽤巡回作业,那么当⼀件产品⽣产完了,要去重新取⼀件原材料加⼯的话,作业员就会空⼿(⼿上没有材料可以⽣产)从成品产出⼝⾛到原材料投⼊⼝,这段时间是浪费。
如果出⼊⼝⼀致的话,作业员⽴刻就可以取到新的原材料进⾏加⼯,从⽽避免了空⼿浪费。
第⼆,有利于⽣产线平衡。
由于出⼊⼝⼀致,布局必然呈现类似“U”的形状,这使得各⼯序⾮常接近,从⽽为⼀个⼈同时操作多道⼯序提供了可能,这就提⾼了⼯序分配的灵活性,从⽽取得更⾼的⽣产线平衡率。
3避免孤岛型布局孤岛型布局把⽣产线分割成⼀个个单独的⼯作单元,其缺陷在于单元与单元之间互相隔离,⽆法互相协助。
高效工厂生产线布局设计工厂生产线布局是一个关键的环节,直接影响到生产效率、产品质量以及员工的工作效率。
一个合理的生产线布局可以提高生产能力,降低成本,并且提升整体工厂的竞争力。
本文将就高效工厂生产线布局的设计要点和实施步骤进行探讨。
一、布局设计目标及要点1. 提高生产效率:通过合理的布局设计,减少物料运输、处理时间以及员工的移动距离,从而提高生产效率。
工人、设备和物料应该处于彼此之间的最佳位置,以最小化生产过程中的不必要的等待时间。
2. 保证生产质量:布局设计要合理分配工作站和机器设备,确保每个工作站的质量监控点位于最佳位置,以便及时监控生产过程中的问题并进行调整。
3. 提升员工工作效率:合理的布局设计可以减少工人的繁重劳动和工作负荷,并提供一个安全、清洁和舒适的工作环境。
此外,员工之间的交流和协作也需要在布局设计中考虑进去。
二、布局设计实施步骤1. 数据收集与分析:首先,需要收集和分析各个生产环节的相关数据,包括生产需求、工艺流程、物料运输路径、设备使用情况以及员工工作习惯等。
通过数据的收集和分析,可以更好地了解工厂的运作情况,为布局设计提供有力的依据。
2. 确定产品流程:在设计布局之前,需要明确产品的制造流程和生产线上的工序。
这有助于确定每个阶段的物料输入和输出,为后续的布局设计做好准备。
3. 制定布局方案:根据数据分析和产品流程,可以制定不同的布局方案。
应该综合考虑物料运输路径、设备配置、工作站设置以及人员安排等因素,选择最佳的布局方案。
4. 评估与调整:制定布局方案后,需要进行评估和调整。
可以借助计算机仿真软件对布局进行模拟,以评估生产线的效率和工作人员的负荷。
根据评估结果,对布局进行调整和优化。
5. 实施和监控:在确定最佳布局方案后,需要开始实施并监控生产线的运行情况。
监控应包括生产效率、产品质量和员工满意度等指标的跟踪和监测。
三、布局优化的策略1. 流程重组:通过重新组织和优化生产线上的工序,减少物料运输和处理时间,提升生产效率。



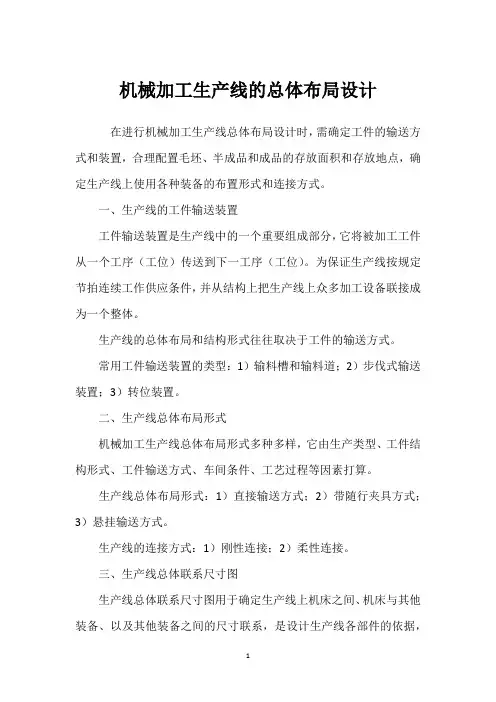
机械加工生产线的总体布局设计
在进行机械加工生产线总体布局设计时,需确定工件的输送方式和装置,合理配置毛坯、半成品和成品的存放面积和存放地点,确定生产线上使用各种装备的布置形式和连接方式。
一、生产线的工件输送装置
工件输送装置是生产线中的一个重要组成部分,它将被加工工件从一个工序(工位)传送到下一工序(工位)。
为保证生产线按规定节拍连续工作供应条件,并从结构上把生产线上众多加工设备联接成为一个整体。
生产线的总体布局和结构形式往往取决于工件的输送方式。
常用工件输送装置的类型:1)输料槽和输料道;2)步伐式输送装置;3)转位装置。
二、生产线总体布局形式
机械加工生产线总体布局形式多种多样,它由生产类型、工件结构形式、工件输送方式、车间条件、工艺过程等因素打算。
生产线总体布局形式:1)直接输送方式;2)带随行夹具方式;3)悬挂输送方式。
生产线的连接方式:1)刚性连接;2)柔性连接。
三、生产线总体联系尺寸图
生产线总体联系尺寸图用于确定生产线上机床之间、机床与其他装备、以及其他装备之间的尺寸联系,是设计生产线各部件的依据,
也是检查各部件相互关系的重要资料。
当选用的机床和其他装备的形式和数量确定之后,依据拟定的布局就可绘制生产线总体联系尺寸图。
四、机械加工生产线其他装备的选择与配置
1)输送带驱动装置的布置;2)小螺纹孔加工检查装置;3)精加工工序的自动测量装置;4)装卸工位掌握机构;5)毛坯检查装置;6)液压站、电气柜及管路布置;7)桥梯、操纵台和工具台的布置;8)清洗设备布置。
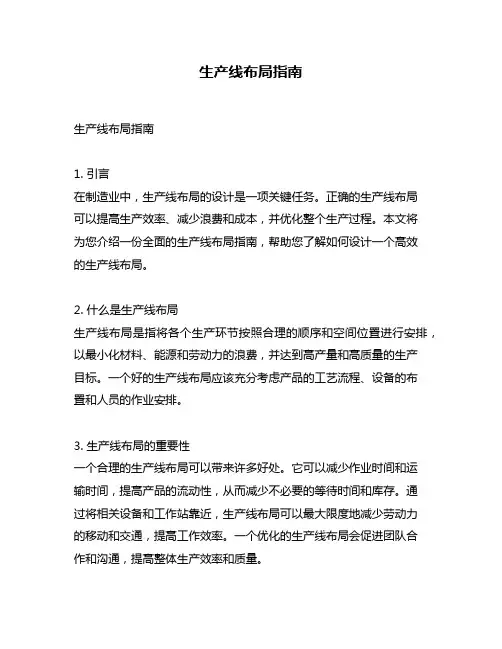
生产线布局指南生产线布局指南1. 引言在制造业中,生产线布局的设计是一项关键任务。
正确的生产线布局可以提高生产效率、减少浪费和成本,并优化整个生产过程。
本文将为您介绍一份全面的生产线布局指南,帮助您了解如何设计一个高效的生产线布局。
2. 什么是生产线布局生产线布局是指将各个生产环节按照合理的顺序和空间位置进行安排,以最小化材料、能源和劳动力的浪费,并达到高产量和高质量的生产目标。
一个好的生产线布局应该充分考虑产品的工艺流程、设备的布置和人员的作业安排。
3. 生产线布局的重要性一个合理的生产线布局可以带来许多好处。
它可以减少作业时间和运输时间,提高产品的流动性,从而减少不必要的等待时间和库存。
通过将相关设备和工作站靠近,生产线布局可以最大限度地减少劳动力的移动和交通,提高工作效率。
一个优化的生产线布局会促进团队合作和沟通,提高整体生产效率和质量。
4. 生产线布局的基本原则为了设计一个优化的生产线布局,以下是几个基本的原则需要考虑:4.1 流程分析:首先要了解产品的工艺流程,确定每个环节所需的时间、资源和设备。
这将有助于确定合适的工作站数量和位置,以及设备和材料的流动路径。
4.2 空间利用率:考虑到生产场地的有限性,要最大限度地利用可用的空间。
确保每个工作站和设备之间有充足的空间,避免拥挤和交通阻塞。
4.3 关联性:将相关的工作站和设备放在一起,以便减少运输时间和劳动力的移动。
将需要经常协作的工作站放在相邻的位置,以提高沟通和协作效率。
4.4 人性化设计:考虑到员工的舒适和安全,设计工作站的高度、角度和布局。
确保工作站设有必要的人机工程学元素,以减少员工的疲劳和错误。
5. 生产线布局的类型在实际的生产线布局中,有几种常见的类型:5.1 直线式布局:产品按照顺序在一条直线上进行加工。
这种布局适用于生产规模较小、产品变化较少的情况。
5.2 U型布局:工作站围绕一个中央区域形成一个U形,以便员工更方便地移动和协作。
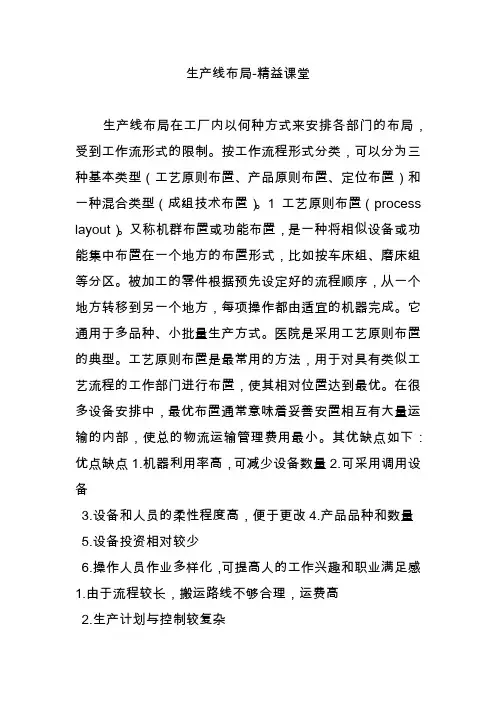
生产线布局-精益课堂
生产线布局在工厂内以何种方式来安排各部门的布局,受到工作流形式的限制。
按工作流程形式分类,可以分为三种基本类型(工艺原则布置、产品原则布置、定位布置)和一种混合类型(成组技术布置)。
1 工艺原则布置(process layout)。
又称机群布置或功能布置,是一种将相似设备或功能集中布置在一个地方的布置形式,比如按车床组、磨床组等分区。
被加工的零件根据预先设定好的流程顺序,从一个地方转移到另一个地方,每项操作都由适宜的机器完成。
它通用于多品种、小批量生产方式。
医院是采用工艺原则布置的典型。
工艺原则布置是最常用的方法,用于对具有类似工艺流程的工作部门进行布置,使其相对位置达到最优。
在很多设备安排中,最优布置通常意味着妥善安置相互有大量运输的内部,使总的物流运输管理费用最小。
其优缺点如下:优点缺点1.机器利用率高,可减少设备数量2.可采用调用设备
3.设备和人员的柔性程度高,便于更改
4.产品品种和数量
5.设备投资相对较少
6.操作人员作业多样化,可提高人的工作兴趣和职业满足感
1.由于流程较长,搬运路线不够合理,运费高
2.生产计划与控制较复杂
3.生产周期长
4.库存量相对较大
5.由于操作人员从事多种作业,需要较高的技术等级。
欢迎共阅车间流水线布局的原则,可以概括为“两个遵守、两个回避”。
两个遵守:逆时针排布、出入口一致两个回避:孤岛型布局、鸟笼型布局1.流畅原则:各工序的有机结合,相关联工序集中放置原则,流水化布局原则。
2.最短距离原则:尽量减少搬运,流程不可以交叉,直线运行。
3.平衡原则:工站之间资源配置,速率配置尽量平衡。
4.固定循环原则:尽量减少诸如搬运、传递这种Non-Value Added的活动。
5.经济产量原则:适应最小批量生产的情形,尽可能利用空间,减少地面放置器设备或者工作台把作业员围在中间,使得物流不顺畅,在制品增加,单元与单元之间的相互支援也变得几乎不可能。
5.花瓣型布局——单元装配线的理想布局之一是由多个单元共同组成,是按照“两个遵守、两个回避”原则进行布局的结果。
这种布局有助于提高单元间的互相协助,从而提高生产线平衡率。
花瓣式布局是进行“互相协作”的必要条件。
互助作业就好像运动场上的接力赛一样,在交接区,实力强的选手可以适当的弥补实力弱的选手。
在工作中也是一样,单元之间的作业员也要把产品像欢迎共阅接力棒一样去传递。
如果前单元的作业员耽误了时间,后单元的作业员就帮助前单元从机器上卸下产品。
这种做法,显然依靠“花瓣式”布局为前提。
6.“一个流”生产线布局按精益生产的理念,除了以上的两个方面,还有更重要的因素需要考虑,精益生产布局追求的目标主要有以下几方面:(1).使物料搬运成本最小化(2).空间的有效利用(3).劳动力的有效利用便于员工之间、员工与管理者之间、员工与用户之间的信息沟通。
一个流(One-Piece Flow)生产方式是指产品在生产过程中尽量实现小批量的。