压铸模具成型点检记录表
- 格式:xls
- 大小:36.50 KB
- 文档页数:1
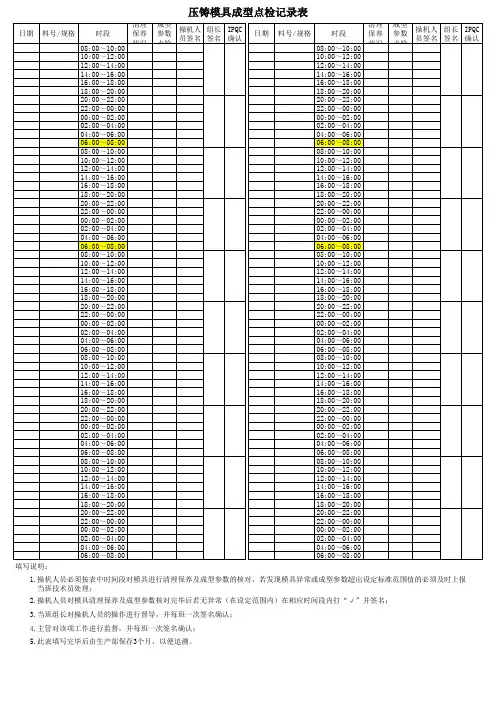
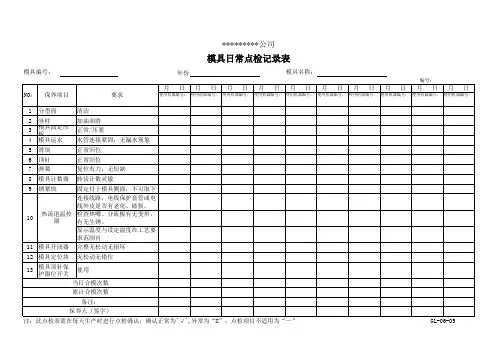
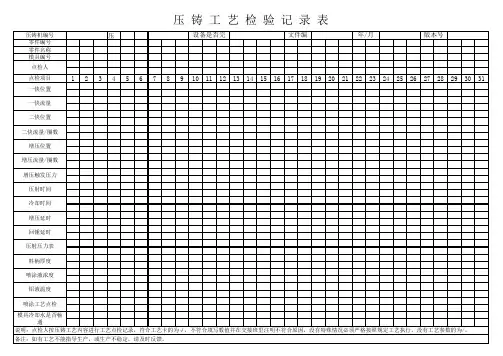
日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认08:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:005.此表填写完毕后由生产部保存3个月,以便追溯。
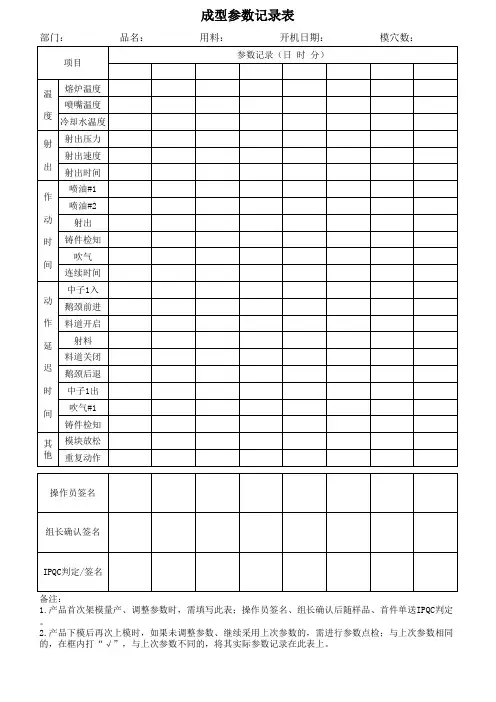
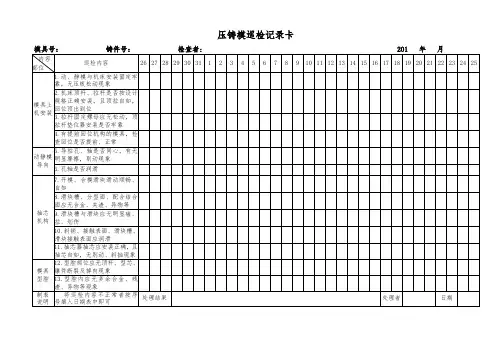
熔炉温度喷嘴温度冷却水温度射出压力射出速度射出时间喷油#1喷油#2射出铸件检知吹气
连续时间
中子1入
鹅颈前进料道开启射料料道关闭鹅颈后退中子1出吹气#1铸件检知模块放松重复动作动
作
延
迟
时
间
其
他组长确认签名
操作员签名
IPQC判定/签名
温
度
项目
参数记录(日 时 分)
备注:
1.产品首次架模量产、调整参数时,需填写此表;操作员签名、组长确认后随样品、首件单送IPQC判定。
2.产品下模后再次上模时,如果未调整参数、继续采用上次参数的,需进行参数点检;与上次参数相同的,在框内打“√”,与上次参数不同的,将其实际参数记录在此表上。
成型参数记录表
部门: 品名: 用料: 开机日期: 模穴数:
射
出
作
动
时
间。
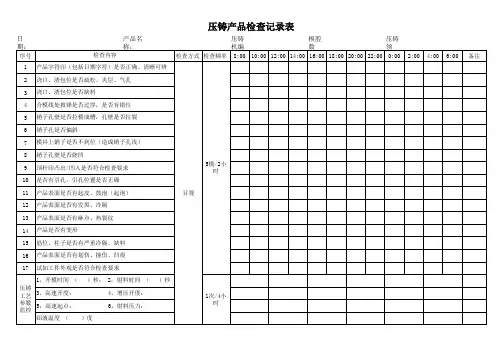
压铸工序三检记录表20年月日班次:□白□中□夜机台号:工号:操作者:产品名称及模号开机数关机数压射数合格品数冷模冷隔气泡油花裂纹错型断芯破嵌缺料拉伤夹层其他废品总数缺点分类统计(含冷模)操作工自检互检人:专检人:查验类型查验时间操作者自检结果异样记录查验时间班长互检结果查验时间巡检专检结果上一班末件查验:□合格□不合格:□合格□不合格:□合格□不合格首第一次查验:□合格□不合格:□合格□不合格:□合格□不合格件检第二次查验:□合格□不合格:□合格□不合格:□合格□不合格验第一次查验:□合格□不合格□合格□不合格第二次查验:□合格□不合格:第三次查验:□合格□不合格定时第四次查验:□合格□不合格:□合格□不合格检验□合格□不合格第五次查验:□合格□不合格:第六次查验:□合格□不合格第七次查验:□合格□不合格本班末件查验:□合格□不合格:□合格□不合格:□合格□不合格异样记录使用说明: 1、本表时间采纳24 小时制,自检的准时查验时间一致为整点时辰,其他时间为查验达成时间;查验结果为合格的、在合格前面的□上打√,查验结果为不合格的、在不合格前面的□上打√、并写明不合格状况。
2、自检栏的“异常记录”含模具、设施、工艺等异样状况,由压铸工填写;该表下方的“异样记录”专栏作为当班异样状况汇总。
3、如在准时查验时间段因停机等原由未实行查验,应做好记录并在正常生产时进行查验和记录;波及修模、换模及重要工艺调整等状况的,一定进行第二次首件查验并记录。
4、如职工自检合格,当班班长应在本班次前后半段对准时查验状况起码进行一次互检并做好记录。
5、当班班长在下班前将本表交当班毛坯查验人员,质量工程部门对本表进行存档。
日期
料号/规格
时段
清理保养
状况成型参数点检
操机人员签名组长签名IPQC 确认日期
料号/规格
时段
清理保养
状况成型参数点检
操机人员签名组长签名IPQC 确认
08:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:00
06:00~08:00
5.此表填写完毕后由生产部保存3个月,以便追溯。
填写说明:
2.操机人员对模具清理保养及成型参数核对完毕后若无异常(在设定范围内)在相应时间段内打“√”并签名;
3.当班组长对操机人员的操作进行督导,并每班一次签名确认;
4.主管对该项工作进行监督,并每班一次签名确认; 1.操机人员必须按表中时间段对模具进行清理保养及成型参数的核对,若发现模具异常或成型参数超出设定标准范围值的必须及时上报 当班技术员处理;
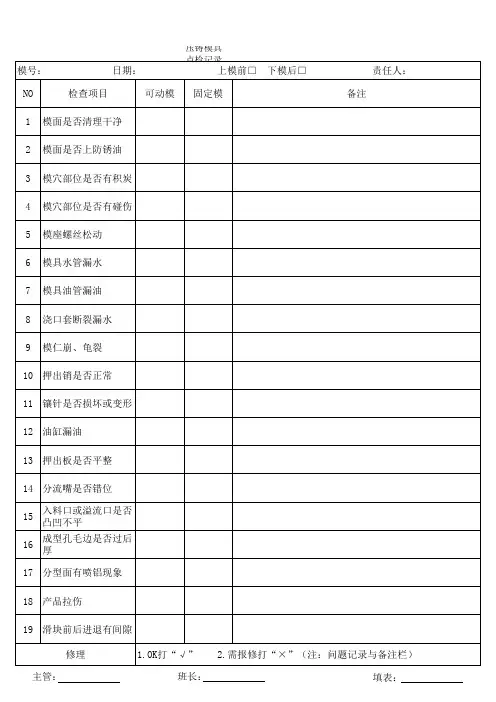
压铸模具成型点检记录表。