Surface Texture (表面粗糙度)
- 格式:doc
- 大小:28.00 KB
- 文档页数:1

si-list表面粗糙度( surface roughness) 详解1. 引言1.1 概述在电子器件和电气设备中,表面粗糙度是一项重要的物理指标,它描述了表面的平滑程度和不均匀性。
表面粗糙度直接影响着电性能以及器件的可靠性和性能。
1.2 文章结构本文将详细介绍si-list表面粗糙度,包括其定义、测量方法、对电性能的影响以及改善表面粗糙度的方法和措施。
文章将按照以下结构展开:第二部分将阐述表面粗糙度的定义以及常用的测量方法,旨在为读者提供对该概念有一个全面而清晰的认识。
第三部分将深入探讨表面粗糙度与电性能之间的关系。
我们将重点讨论介电常数、信号衰减以及散射损耗与表面粗糙度之间存在的关联。
第四部分将提供改善表面粗糙度的方法和措施。
我们将涉及到使用各种平整化材料选择与制备方法、接插件设计与优化策略等方案,帮助读者更好地应对表面粗糙度的挑战。
最后一部分将总结文章的主要研究发现,并提出当前存在的问题和改进建议。
同时,也会展望未来发展的方向,为读者提供进一步学习和研究的思路。
1.3 目的本文的目标是通过对si-list表面粗糙度的详细解析,帮助读者深入理解表面粗糙度这一概念,并认识到它在电子器件中的重要性。
同时,我们希望为读者提供改善表面粗糙度的有效方法和策略,以实现更高的电性能和器件可靠性。
2. 表面粗糙度的定义和测量方法:2.1 表面粗糙度的定义:表面粗糙度是指物体表面的不规则程度或不光滑程度。
在SI电路设计中,表面粗糙度是指PCB(Printed Circuit Board,印刷电路板)上导线、介质或其他元件所在的表面的起伏程度。
通常,我们用Ra值来表示表面粗糙度,即平均表面粗糙度。
Ra值等于在某一特定长度范围内所有偏离平坦曲线的偏差量之和的平均值。
2.2 表面粗糙度的测量方法:有多种方法可以对表面粗糙度进行测量,下面介绍几种常用的方法:a) 划擦法:这是一种最经典的测量方法,通过使用一个针尖或一个刮削工具(如Ruby仪器)沿着被测表面滑动并记录路径上垂直方向上移动的位置。

一、surfacetexture的概念surfacetexture是指表面纹理,是指物体表面的纹理。
它是由物体表面的微小不规则形状所决定的。
物体的表面纹理通常通过触感来感知,能够带给人们视觉上的美感。
二、surfacetexture在设计中的运用在设计中,设计师通常会利用surfacetexture来打造出丰富的层次感和质感。
通过在设计品中加入合适的surfacetexture,可以使其更加生动、有趣,吸引人眼球。
三、surfacetexture的使用技巧1. 选择合适的材质在设计中,通过选择不同的材质来创造surfacetexture。
比如在服装设计中,选择丝绸、棉质等材料可以创造出不同的纹理效果。
在家居设计中,选择木质、金属、玻璃等材料也能呈现出不同的surfacetexture效果。
2. 考虑光线效果在利用surfacetexture时,设计师还需要考虑光线的影响。
采用不同的光线方向和强度,可以使surfacetexture呈现出不同的效果。
3. 融合多种surfacetexture在设计中,可以尝试将不同的surfacetexture融合在一起,创造出更加丰富多彩的效果。
比如将粗糙的纹理和光滑的表面结合在一起,可以创造出对比鲜明的效果,增加设计的趣味性。
四、surfacetexture的艺术表现在艺术创作中,surfacetexture也是一个非常重要的元素。
画家可以通过表现不同的surfacetexture来丰富作品的层次感,增加观赏性。
雕塑家也可以通过雕刻出不同的surfacetexture来展现作品的形态和质感。
五、结语surfacetexture在设计中的运用可以为作品增添更多的细节和趣味,提高作品的观赏性和艺术性。
设计师和艺术家可以通过灵活的运用surfacetexture,创造出更加丰富多彩的作品。
希望本文能够对大家对surfacetexture的认识和运用提供一些帮助。
Surfacetexture的概念虽然简单明了,但其在设计与艺术中的应用却是多种多样的,涉及到材质选择、光线效果、融合技巧等方面。

产品几何技术规范(GPS)技术产品文件中表面结构的表示法一、概述实体表面是实体与周围介质的分界面。
作为客观实体一部分的表面,有许多特征,其微观几何特征称为表面形貌,(表面粗糙度的三维状态)。
1、机械加工表面质量对机器使用性能的影响2、表面粗糙度参数的发展表面粗糙度参数最初只有Ra一个,随着工业生产的发展,机械加工精度的提高,对表面的特定功能要求越来越多,对表面粗糙度的要求也越来越高。
与长度、角度、形状和位置等不同,不同的表面功能需要不同的测量参数。
因此,目前表面粗糙度的参数有20多个,ISO的表面粗糙度标准有23个。
用于各种不同表面性能的控制。
例如:最大峰谷类参数对零件的过盈装配影响很大,最大峰谷类参数和截距参数对表面外观光泽影响很大,而Tp等综合参数对运动部件的摩擦磨损影响很大。
同时为了确定有效的评定表面轮廓,滤波技术也在不断的改进,从2-RC(模拟)发展到相位校准滤波器,再到高斯滤波器,目前正在研究B样条函数滤波器。
表面粗糙度的评定也在从二维轮廓向三维表面发展。
为此表面粗糙度的符号标注与数值表示发生了巨大的变化。
GB/T131正是为了适应这个变化而制定的,可以说这是一整套全新的标注方式。
这个标注依据了ISO1302-2002标准,并考虑到我国表面粗糙度测量技术的现实,加入了我国特有的一些条款,体现了中国特色。
GB/T131是所有表面粗糙度标准的起点,不了解这个标准,其他表面粗糙度标准就无从谈起,也难以读懂。
二、标准修订的主要内容(标准的附录H)GB/T 131—2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(简称新标准)是遵循1996和1997年以来发布的(GPS)表面结构系列标准,等同采用ISO 1302﹕2002《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》而制定的。
新标准与旧标准相比,技术内容上有很大变化。
如标准中的某些标注示例已全部重新解释。
这些变化的重要性和影响如下:1)重新定义了表面结构测量仪器(GB/T 6062—2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》);带导头的仪器不再是标准仪器。
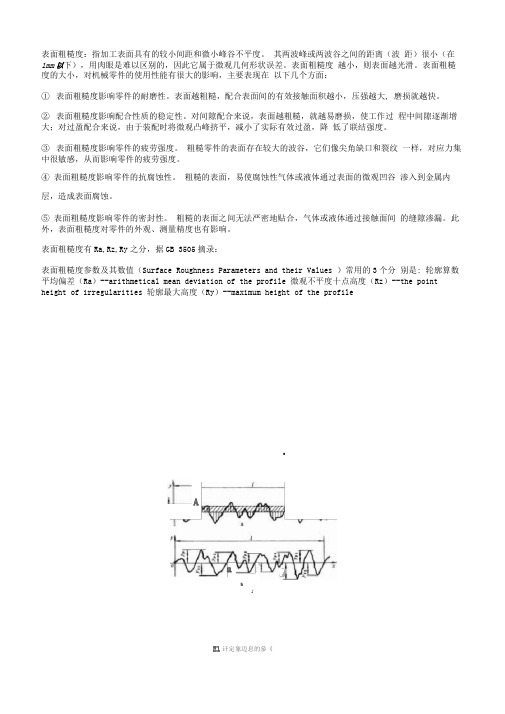
iE1讦定象迈息的參《表面粗糙度:指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波 距)很小(在1mm 以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度 越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在 以下几个方面:① 表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大, 磨损就越快。
② 表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过 程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降 低了联结强度。
③ 表面粗糙度影响零件的疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹 一样,对应力集中很敏感,从而影响零件的疲劳强度。
④ 表面粗糙度影响零件的抗腐蚀性。
粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷 渗入到金属内层,造成表面腐蚀。
⑤ 表面粗糙度影响零件的密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间 的缝隙渗漏。
此外,表面粗糙度对零件的外观、测量精度也有影响。
表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:表面粗糙度参数及其数值(Surface Roughness Parameters and their Values )常用的3个分 别是: 轮廓算数平均偏差(Ra )--arithmetical mean deviation of the profile 微观不平度十点高度(Rz )--the point height of irregularities 轮廓最大高度(Ry )--maximum height of the profileoa-I££bARa--在取样长度L内轮廓偏距绝对值的算术平均值。
RZ--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。

表面粗糙度表面粗糙度(surface roughness)是指加工表面具有的较小间距和微小峰谷的不平度 [1]。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
通常把波距小于1mm 尺寸的形貌特征归结为表面粗糙度,1~10mm尺寸的形貌特征定义为表面波纹度,大于10mm尺寸的形貌特征定义为表面形貌表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。
由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。
我国国家标准有GB/T 131-2006《表面结构的表示法》,规定了表面粗糙度的表示方法,适用于表面粗糙度的标注和图样标注;GB/T 1031-2009《表面结构轮廓法表面粗糙度参数及其数值》,规定了表面粗糙度的参数及其数值,适用于机械加工表面质量的评定,也可用于制定机械加工工艺规程和设计模具等。
一、发展历史为研究表面粗糙度对零件性能的影响和度量表面微观不平度的需要,从20年代末到30年代,德国、美国和英国等国的一些专家设计制作了轮廓记录仪、轮廓仪,同时也产生出了光切式显微镜和干涉显微镜等用光学方法来测量表面微观不平度的仪器,给从数值上定量评定表面粗糙度创造了条件。
从30年代起,已对表面粗糙度定量评定参数进行了研究,如美国Abbott就提出了用距表面轮廓峰顶的深度和支承长度率曲线来表征表面粗糙度。
1936年出版了Schmaltz论述表面粗糙度的专著,对表面粗糙度的评定参数和数值的标准化提出了建议。
但粗糙度评定参数及其数值的使用,真正成为一个被广泛接受的标准还是从40年代各国相应的国家标准发布以后开始的。
法兰表面粗糙度标准English version:Flange surface roughness standards are specified in various industry standards, including:American National Standards Institute (ANSI): ANSI B16.5, Surface Texture.International Organization for Standardization (ISO): ISO 25178, Geometrical Product Specifications (GPS) Surface texture: Areal.Deutsche Institute für Normung (DIN): DIN 4768, Surface roughness.The standards define different parameters for quantifying surface roughness, such as:Arithmetic average roughness (Ra): The averageheight of the peaks and valleys within a given sampling length.Root mean square roughness (Rq): The square root of the mean of the squared height deviations within a given sampling length.Maximum height of the profile (Rz): The vertical distance between the highest peak and the lowest valley within a given sampling length.The required surface roughness for a flange depends on the specific application. For example, flanges used inhigh-pressure systems typically require a smoother surface finish than flanges used in low-pressure systems.The surface roughness of a flange can be controlled by the manufacturing process. For example, grinding or polishing can be used to achieve a smoother surface finish.It is important to note that surface roughness is only one factor that affects the performance of a flange. Otherfactors, such as the material of the flange and the type of seal used, can also affect performance.Chinese version:法兰表面粗糙度标准在各种行业标准中都有规定,包括:美国国家标准协会 (ANSI),ANSI B16.5,表面纹理。
Surface Texture (表面粗糙度)
ANSI B46.1 is used in USA (measurement units minch(micro.inch) )
ANSI B46.1 应用美国(测量单位为微英寸)
ISO 1302:1992 which uses N numbers..These are not included in BS EN ISO 1302:2002
The Table below provide equivalent values for the Average Roughness Ra , the USA Values and the N numbers.. .
ISO 1302: 1992 使用N号标识, 这些不包括BS EN ISO 1302::2002, 下表提供相当的值, 包括平均表面粗糙度Ra, 美国值和N标识.
mm 0.025 0.05 0.1 0.2 0.4 0.8 1.6 3.2 6.3 12.5 25 50
minch 1 2 4 8 16 32 63 125 250 500 1000 2000
N-Grade N1 N2 N3 N4 N5 N6 N7 N8 N9 N10 N11 N12
Finish Ground Finishes Smooth Turned Medium Turned Rough Machined
表面粗糙度研磨表面精加工中等加工粗加工
Rules of Thumb for surface finish equivalent of N grade and Ra values
N级和Ra值的表面粗糙度索引规则
• Rough turned with visible toolmarks(可见刀痕的粗加工)....N10 = 12.5mm (micro.m)
• Smooth machined surface(精加工表面)....N8 = 3.2mm (micro.m)
• Static mating surfaces (or datums)(静配合表面或数据).... N7 = 1.6mm(micro.m)
• Bearing Surfaces(轴承表面).... N6 = 0.8mm (micro.m)
• Fine lapped surfaces(精抛光表面).... N1 = 0.025mm (micro.m)。