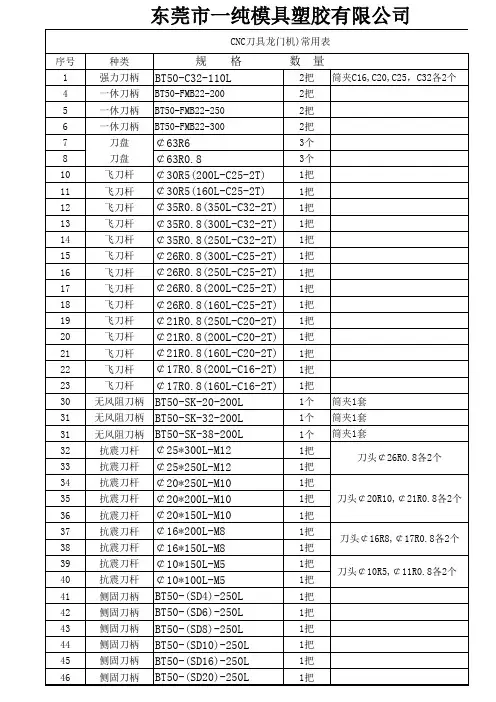
CNC常用刀具报价参照表
- 格式:xls
- 大小:16.50 KB
- 文档页数:3
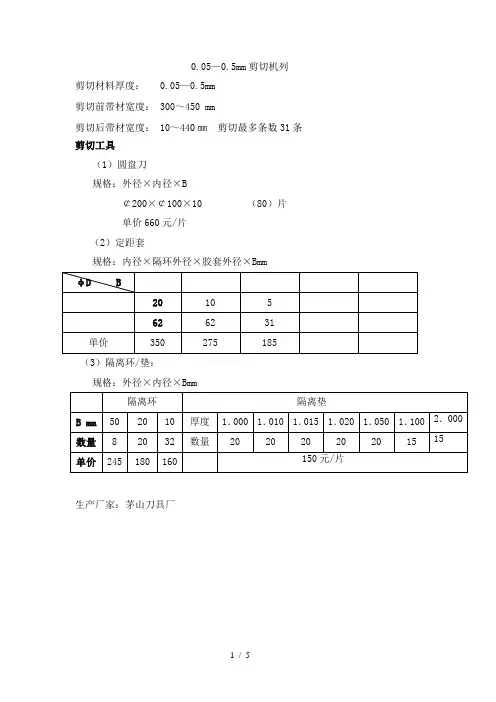
剪切材料厚度: 0.05—0.5mm剪切前带材宽度: 300~450 mm剪切后带材宽度: 10~440㎜剪切最多条数31条剪切工具(1)圆盘刀规格:外径×内径×B¢200×¢100×10 (80)片单价660元/片(2)定距套规格:内径×隔环外径×胶套外径×Bmm(3)隔离环/垫:规格:外径×内径×Bmm生产厂家:茅山刀具厂剪切材料厚度: 0.1—1.0mm剪切前带材宽度: 300~450 mm剪切后带材宽度: 10~440㎜剪切最多条数25条剪切工具(1)圆盘刀规格:外径×内径×B¢220×¢110×10 (60)片单价690元/片(2)定距套规格:内径×隔环外径×胶套外径×Bmm ¢110×¢160×¢220(3)隔离环/垫:规格:外径×内径×Bmm生产厂家:茅山刀具厂剪切材料厚度: 0.2~2.0mm剪切前带材宽度: 300~450 m剪切后带材宽度:20~440㎜剪切条数:最多21条剪切工具(1)圆盘刀规格:外径×内径×B¢220×¢110×10 (55)片单价690元/片(2)定距套规格:内径×隔环外径×胶套外径×Bmm ¢110×¢160×¢220(3)隔离环/垫:规格:外径×内径×Bmm ¢110×¢160剪切材料厚度:0.5~3.5mm剪切前带材宽度:300~450 mm剪切后带材宽度:30~440㎜,剪切条数:最多15条剪切工具(1)圆盘刀规格:外径×内径×B¢280×¢150×15 (35)片单价1080元/片(2)定距套规格:内径×隔环外径×胶套外径×Bmm ¢150×¢210×¢280(3)隔离环/垫:规格:外径×内径×Bmm ¢210×¢150生产厂家:茅山刀具厂圆盘剪剪切工具的材质及精度1.剪切工具工具磨削周期:与材料性能、状态、厚度、调刀间隙、使用情况等各方面因素有关。

数控车床常用刀具及选择1.数控刀具的结构数控车床刀具种类繁多,功能互不相同。
根据不同的加工条件正确选择刀具是编制程序的重要环节,因此必须对车刀的种类及特点有一个基本的了解。
在数控车床上使用的刀具有外圆车刀、钻头、镗刀、切断刀、螺纹加工刀具等,其中以外圆车刀、镗刀、钻头最为常用。
数控车床使用的车刀、镗刀、切断刀、螺纹加工刀具均有整体式和机夹式之分,除经济型数控车床外,目前已广泛使用可转位机夹式车刀。
(1) 数控车床可转位刀具特点数控车床所采用的可转位车刀,其几何参数是通过刀片结构形状和刀体上刀片槽座的方位安装组合形成的,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。
但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如下表所示。
表2-2 可转位车刀特点(2) 可转位车刀的种类可转位车刀按其用途可分为外圆车刀、仿形车刀、端面车刀、内圆车刀、切槽车刀、切断车刀和螺纹车刀等,见表2-3。
表2-3 可转位车刀的种类(3) 可转位车刀的结构形式①杠杆式:结构见图2-16,由杠杆、螺钉、刀垫、刀垫销、刀片所组成。
这种方式依靠螺钉旋紧压靠杠杆,由杠杆的力压紧刀片达到夹固的目的。
其特点适合各种正、负前角的刀片,有效的前角范围为-60°~+180°;切屑可无阻碍地流过,切削热不影响螺孔和杠杆;两面槽壁给刀片有力的支撑,并确保转位精度。
②楔块式:其结构见图2-17,由紧定螺钉、刀垫、销、楔块、刀片所组成。
这种方式依靠销与楔块的挤压力将刀片紧固。
其特点适合各种负前角刀片,有效前角的变化范围为-60~+180。
两面无槽壁,便于仿形切削或倒转操作时留有间隙。
③楔块夹紧式:其结构见图2-18,由紧定螺钉、刀垫、销、压紧楔块、刀片所组成。
这种方式依靠销与楔块的压下力将刀片夹紧。
其特点同楔块式,但切屑流畅不如楔块式。
此外还有螺栓上压式、压孔式、上压式等形式。
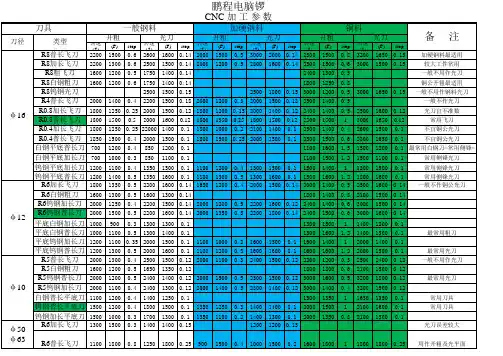

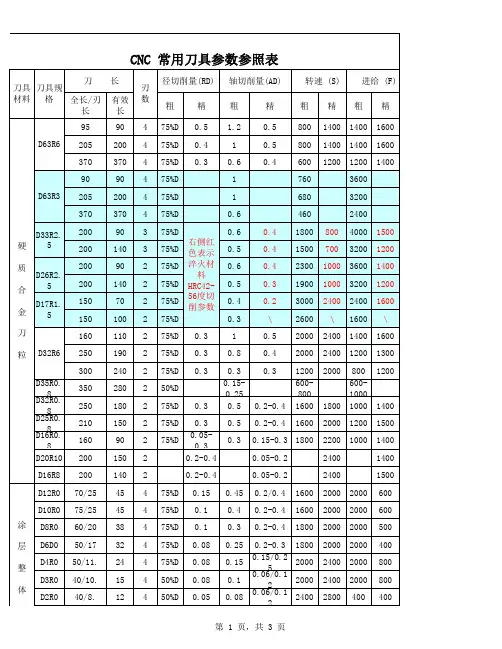
转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)stepR8普长飞刀220015000.6260016000.14200015000.5300020000.14250015000.8320016500.15加硬钢料最适用R8加长飞刀220013000.6250015000.14200012000.5280016000.14250015000.6300015000.15较大工件常用R8粗飞刀160012000.5175014000.14240013000.5一般不用作光刀R8白钢粗刀160012000.6175014000.14180012500.8铜公开粗最适用R8钨钢光刀250015000.152********.153********.5300016500.15一般不用作钢料光刀R4普长飞刀200014000.4220015000.182********.3200015000.182********.5一般不作光刀R0.8加长飞刀180012500.25200015000.12180012000.152********.12240014000.5250016000.12光刀宜不准数R0.8普长飞刀180015000.5200016000.12180013500.25180015000.12250015001300016500.12常用飞刀R0.4加长飞刀180012500.252200014000.1180010000.2210014000.1250014000.4260015000.1不宜铜公光刀R0.4普长飞刀185015000.4200015000.1180015000.25200015000.1250015000.6280016500.1不宜铜公光刀白钢平底普长刀70012000.485012000.111001600 1.5150012000.1最常用白钢刀<常用侧锋>白钢平底加长刀70010000.385011000.111001500 1.2150011000.1常用侧锋光刀钨钢平底加长刀120011000.4135015000.1110012000.4130015000.1150014001180015000.1常用侧锋光刀钨钢平底普长刀120014000.5135016000.1110013000.5130016000.115001600 1.2180016000.1常用侧锋光刀R6加长飞刀180013500.5220016000.14165012000.4200015000.14200014000.5250016000.14一般不作铜公光刀R6白钢粗刀160013000.5160013000.14180014000.8210015000.14R6钨钢加长刀200012500.4220015000.14200012000.5220016000.12240014000.6300015000.14R6钨钢普长刀200015000.5220016000.14200013500.5220018000.14240015000.6300016000.14平底白钢加长刀10009000.3130013000.1130015001140012000.1平底白钢普长刀100011000.5130014000.113001600 1.2140013000.1最常用粗刀平底钨钢加长刀120011000.35200015000.1110010000.2160015000.1160014001200014000.1平底钨钢普长刀120013000.5200016000.1110012000.3160016000.116001600 1.2200015000.1最常用光刀R5普长飞刀200013000.4250015000.12200011000.3240015000.12220012000.5250014000.12一般不用作光刀R5白钢粗刀160012000.5165013500.12180012000.6210015000.12R5钨钢普长刀200012000.5240014000.12200015000.5230015000.12300016000.5320018000.12最常用光刀R5钨钢加长刀200011000.4240013000.12200014000.5230014000.12300014000.4320015000.12白钢普长平底刀110012000.4140012500.1150013501165013500.1常用刀具钨钢普长平底刀150012000.4180015000.1135012500.3140014000.1200015001210016000.1常用刀具钨钢加长平底刀150010000.3170013000.1135011000.2140013000.1200013500.8210015000.1R6加长飞刀130015000.3140014000.15120012000.15光刀误差较大R6普长飞刀110018000.8125018000.2590015000.4100015000.2160018001180018000.25用作开粗及光平面φ50φ63加硬钢料铜料φ12φ10开粗光刀刀具一般钢料备注开粗光刀刀径类型光刀开粗φ16转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)stepR6加长飞刀180016000.45180016000.25175012000.25180015000.2180015000.6210016000.2R5加长飞刀180015000.45180016000.181********.3180015000.16180015000.6220016000.18一般不宜作侧边光刀φ31R5普长飞刀200015000.5200017000.181********.3180015000.182********.75250016000.18大机不适用φ32R0.8加长飞刀180015000.3180016000.1165013000.25165015000.1200015000.5220016000.1特长飞刀180012000.4180015000.181********.2165012500.16180013000.5180015000.18光刀不宜光准加长飞刀180016000.6180017000.181********.3180015000.182********.8220016000.18最常用飞刀普长飞刀180018000.65180018000.181********.4180016000.18200018001240018000.18最常用飞刀R5普长飞刀200016000.5220016000.181********.35180016000.18240016001280018000.18R5加长飞刀18001500 6.5180016000.181********.35180015000.15210015001220016000.18R0.8加长飞刀180014000.35200015000.1175013000.25175016000.1210014000.65220015000.1白钢普长平底刀60011000.570010000.111001650 1.5135013000.1白钢加长平底刀60010000.357008500.110001500 1.2130012000.1钢料加工不常用白钢超长平底刀5007000.156008000.1100012001120010000.1钢料加工不常用R10加长飞刀200015000.5220015000.25240016000.6270016500.25铜公加工不常用R10普长飞刀210016500.5220018000.25240016500.6270018000.25R10加长白钢刀140012000.4140013000.25160012000.8180013000.25光刀不常用R10普长白钢刀150013500.6150015000.25165013000.8180014000.25光刀不常用R0.4加长飞刀180015000.32200015000.1180015000.2160015000.1200015000.5250015000.1光刀误差较大R0.4普长飞刀18002000.5200015000.1180015000.3160015000.1200020001250015000.1平底加长白钢刀60010000.3575012000.190010001120010000.1钢料加工不常用平底普长白钢刀65013000.575014000.1100015001.5120012000.1平底钨钢刀120013000.5135015000.1100010000.35110010000.19005000.1平底加长钨钢刀110010000.35120012000.19008000.2510009000.19005000.1钢料开粗不常用R4白钢粗刀16008000.320008000.15140010000.5330015000.15R4钨钢加长刀280010000.4350020000.225008000.35300012000.2300016000.5360020000.2R4钨钢普长刀280010000.4350020000.225008000.35300012000.15300016000.6360020000.3最常用光刀白钢平底普长刀14008500.314008000.15140015000.8180012000.15钨钢平底普长刀160010000.6220012000.2180010000.2200010000.1200018001280018000.15钨钢平底加长刀16008000.4200010000.220008000.1522008000.1240016000.8280016000.15φ8鹏程电脑锣开粗光刀开粗光刀刀径类型Φ30R5φ25刀具一般钢料加硬钢料铜料光刀φ20φ35备注开粗转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)stepR3白钢刀16008000.25220012000.15250014000.5400018000.2R3加长钨钢刀400012000.3450012000.1540008000.2400010000.15450020000.6450022000.2R3普长钨钢刀400016000.4450020000.15400016000.2400014000.15500020000.6500022000.2常用光刀平底白钢普长刀160012000.2160010000.1200018000.8280018000.15平底普长钨钢刀220012000.3350018000.1350012000.153********.1350020000.8500022000.15常用光刀平底加长钨钢刀220010000.25300012000.135008000.1535008000.1400016000.8500020000.1R2.5白钢刀200010000.2240010000.1350018000.25350014000.1R2.5钨钢刀400012000.21400016000.1350014000.15400020000.1400016000.2500022000.1平底白钢刀160012000.25220012000.1300016000.3400020000.1平底普长钨钢刀250016000.1350020000.1350012000.15400016000.1500020000.3500025000.1R2白钢刀240015000.25300018000.1400016000.2400020000.1R2普长钨钢刀400016000.25450022000.1450014000.155********.1500020000.2500024000.1平底钨钢刀400016000.2450018000.1450012000.1500016000.1500020000.2500020000.1平底白钢刀280012000.2300010000.1300010000.25350012000.1R1.5钨钢刀450012000.155********.1450010000.1500016000.1500018000.2500022000.1R1.5白钢刀28008000.153********.1350012000.2450016000.1平底白钢刀30008000.152********.1400012000.25450016000.1平底钨钢刀350012000.15450012000.145008000.1500014000.1500018000.25500020000.1R1.25钨钢刀50006000.254007000.150004000.1554005500.154006500.2556006500.1加工钢料少用平底钨钢刀40005500.244006500.140005500.1844006000.148006000.2552006000.1平底白钢刀27005000.230006000.136005000.2540005500.1R1白钢刀32004500.1535005000.140005000.244005500.1加工钢料少用R1钨钢刀50005000.1855006000.150004000.1555005000.154006000.256006500.1钨钢平底刀42005000.245006000.142005000.1844005500.150005000.254005500.1加工钢料少用刀具φ5一般钢料φ4φ6备注刀径类型开粗光刀开粗光刀开粗光刀CNC 加工参数加硬钢料铜料φ2鹏程电脑锣CNC 加工参数φ3φ2.5转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)step 转速(S)进给(F)stepR0.75钨钢刀54003500.1555003500.155003000.155003500.156004500.1560004500.1加工钢料少用R0.75白钢刀52003000.153003500.148004500.1550005000.1加工钢料少用平底钨钢刀48003500.150003500.148004000.150004500.155004000.1556005000.1加工钢料少用平底白钢刀42003000.145002500.0850004000.154004500.08加工钢料少用平底钨钢刀52003000.155003500.0855003500.156003500.0658003000.160004000.08加工钢料少用R0.5白钢刀55003000.156003000.0650003500.150004000.08加工钢料少用R0.5钨钢刀60003000.160003000.0658002500.158003500.0660004000.160004500.08加工钢料少用φ12R1钨钢R 角刀450015000.4450018000.12450015000.35500018000.1245001600 1.2500018000.12φ10R1钨钢R 角刀500015000.4500018000.12500014000.35500018000.12460016001540018000.12φ8R0.5钨钢R 角刀550014000.3550015000.1540013000.3550016000.1500015000.8550016500.1φ8R1钨钢R 角刀550014000.3550015000.12540013000.3550016000.12500015000.8550016500.12φ6R0.5钨钢R 角刀550013000.25600015000.1560012000.25600015000.1550015000.5600016500.1备注开粗光刀开粗加硬钢料铜料开粗光刀刀径φ1.5光刀刀具一般钢料7、stp 在使用非球头刀具时指代为切削深度,而在使用球头刀具时指代水平步距。
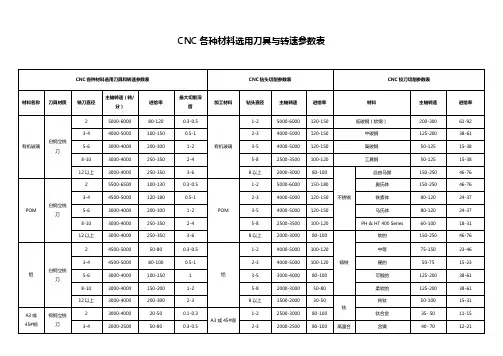
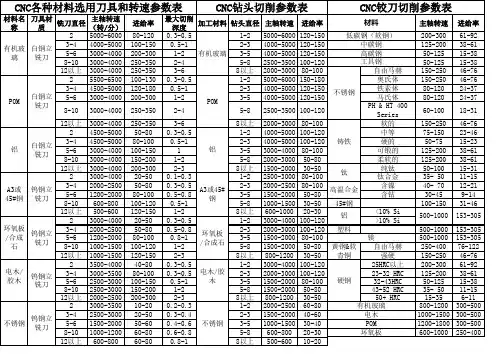
CNC各种材料选用刀具和转速参数表CNC钻头切削参数表CNC铰刀切削参数表材料名称刀具材质铣刀直径主轴转速(转/ 分)进给率最大切削深度加工材料钻头直径主轴转速进给率材料主轴转速进给率2 5000-6000 80-120 0.3-0.5 1-2 5000-6000 120-150 200-300 61-92低碳钢(软钢)有机玻璃白钢立铣刀3-4 4000-5000 100-150 0.5-1 2-3 4000-5000 120-150 中碳钢125-200 38-615-6 3000-4000 200-300 1-2 有机玻璃3-5 4000-5000 120-150 高碳钢50-125 15-388-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 工具钢50-125 15-38 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 自由马赫150-250 46-762 5500-6500 100-130 0.3-0.5 1-2 5000-6000 150-180 奥氏体150-250 46-76POM 白钢立铣刀3-4 4500-5000 120-180 0.5-1 2-3 4000-5000 120-150 铁素体80-120 24-37不锈钢5-6 3000-4000 200-300 1-2 3-5 4000-5000 120-150 马氏体80-120 24-37POMPH & HT 400 8-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 60-100 18-31Series 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 软的150-250 46-762 4500-5000 50-80 0.3-0.5 1-2 4000-5000 100-120 中等75-150 23-46铝白钢立铣刀3-4 4500-5000 80-100 0.5-1 2-3 4000-5000 100-120 50-75 15-23硬的铸铁5-6 3000-4000 100-150 1 3-5 3000-4000 80-100 125-200 38-61铝可锻的8-10 3000-4000 150-200 1-2 5-8 2000-3000 50-80 125-200 38-61柔软的12以上3000-4000 200-300 2-3 8以上1500-2000 30-50 纯钛50-100 15-31钛2 3000-4000 20-50 0.1-0.3 1-2 2500-3000 80-100 35- 50 11-15钛合金A3或45#钢钨钢立铣刀3-4 2000-2500 50-80 0.3-0.5 2-3 2000-2500 80-100 含镍40- 70 12-21A3或45#高温合金5-6 1200-2000 80-100 0.5-0.8 3-5 1500-2000 50-80 含钴30-45 9-14钢8-10 600-800 100-120 0.5-1 5-8 1000-1500 30-50 45#钢100-150 31-462 3000-4000 20-50 0.3-0.5 1-2 3000-4000 100-120 >10% Si12以上500-600 120-150 1-2 8以上600-1000 20-30 <10% Si铝500-1000 153-305环氧板/ 合成石钨钢立铣刀3-4 2000-2500 50-80 0.5-0.8 2-3 2000-3000 100-120 塑料500-1000 153-305环氧板5-6 1200-2000 80-100 0.8-1 3-5 1500-2000 80-100 500-1000 153-305镁/ 合成石8-10 1000-1500 100-120 1-2 5-8 1500-2000 50-80 黄钢&软自由马赫250-400 76-12212以上1000-1500 120-150 2-3 8以上800-1200 30-50 强硬150-250 46-76青铜电木/ 胶木钨钢立铣刀2 3500-4000 40-80 0.3-0.5 1-2 3000-4000 100-120 25HRC以上200-300 61-92电木/ 胶3-4 3000-3500 80-100 0.3-0.5 2-3 2000-3000 100-120 23-32 HRC 125-200 38-615-6 2500-3000 100-150 0.5-1 木3-5 1500-2000 80-100 硬钢32-43HRC 50-125 15-388-10 2500-3000 150-200 1-2 5-8 1500-2000 50-80 43-52 HRC 35- 50 11-1512以上2000-2500 200-300 2-3 8以上800-1200 30-50 50+ HRC 15-35 6-112 3000-3500 10-20 0.2-0.3 1-2 2000-2500 60-80 有机玻璃800-1200 300-500不锈钢钨钢立铣刀3-4 2500-3000 20-50 0.3-0.4 2-3 1500-2000 40-60 1000-1500 300-500电木5-6 1500-2000 50-60 0.4-0.6 不锈钢3-5 1000-1500 30-40 POM 1200-1800 300-5008-10 1000-1200 60-80 0.6-0.8 5-8 600-800 20-30 环氧板600-1000 250-400 12以上600-800 60-80 0.8-1 8以上500-600 10-20。