数控刀具规格表
- 格式:doc
- 大小:56.01 KB
- 文档页数:1
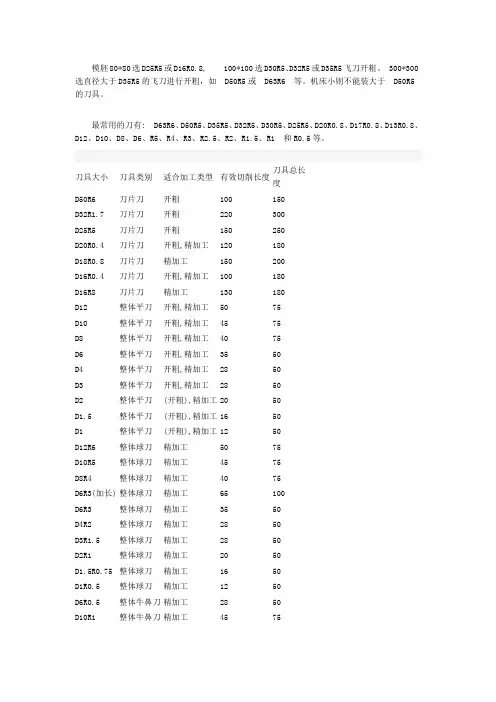
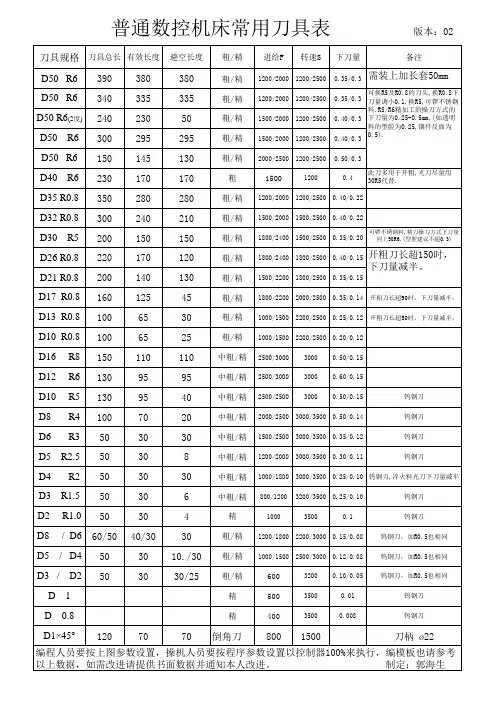
模胚80*80选D25R5或D16R0.8, 100*100选D30R5、D32R5或D35R5飞刀开粗。
300*300选直径大于D35R5的飞刀进行开粗,如 D50R5或 D63R6 等。
机床小则不能装大于 D50R5的刀具。
最常用的刀有: D63R6、D50R5、D35R5、D32R5、D30R5、D25R5、D20R0.8、D17R0.8、D13R0.8、D12、D10、D8、D6、R5、R4、R3、R2.5、R2、R1.5、R1 和R0.5等。
刀具大小刀具类别适合加工类型有效切削长度刀具总长度D50R6 刀片刀开粗100 150 D32R1.7 刀片刀开粗220 300 D25R5 刀片刀开粗150 250 D20R0.4 刀片刀开粗,精加工120 180 D18R0.8 刀片刀精加工150 200 D16R0.4 刀片刀开粗,精加工100 180 D16R8 刀片刀精加工130 180 D12 整体平刀开粗,精加工50 75 D10 整体平刀开粗,精加工45 75 D8 整体平刀开粗,精加工40 75 D6 整体平刀开粗,精加工35 50 D4 整体平刀开粗,精加工28 50 D3 整体平刀开粗,精加工28 50 D2 整体平刀(开粗),精加工20 50 D1.5 整体平刀(开粗),精加工16 50 D1 整体平刀(开粗),精加工12 50 D12R6 整体球刀精加工50 75 D10R5 整体球刀精加工45 75 D8R4 整体球刀精加工40 75 D6R3(加长) 整体球刀精加工65 100 D6R3 整体球刀精加工35 50 D4R2 整体球刀精加工28 50 D3R1.5 整体球刀精加工28 50 D2R1 整体球刀精加工20 50 D1.5R0.75 整体球刀精加工16 50 D1R0.5 整体球刀精加工12 50 D6R0.5 整体牛鼻刀精加工28 50 D10R1 整体牛鼻刀精加工45 75。
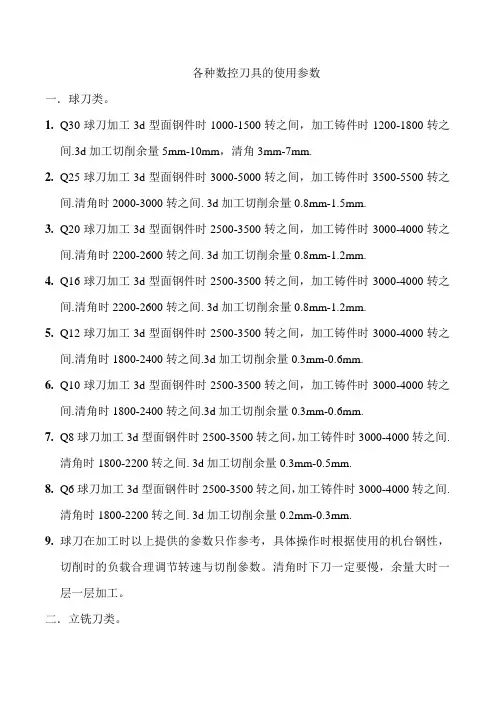
各种数控刀具的使用参数一.球刀类。
1.Q30球刀加工3d型面钢件时1000-1500转之间,加工铸件时1200-1800转之间.3d加工切削余量5mm-10mm,清角3mm-7mm.2.Q25球刀加工3d型面钢件时3000-5000转之间,加工铸件时3500-5500转之间.清角时2000-3000转之间. 3d加工切削余量0.8mm-1.5mm.3.Q20球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.4.Q16球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.5.Q12球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.6.Q10球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.7.Q8球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.3mm-0.5mm.8.Q6球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.2mm-0.3mm.9.球刀在加工时以上提供的參数只作参考,具体操作时根据使用的机台钢性,切削时的负载合理调节转速与切削參数。
清角时下刀一定要慢,余量大时一层一层加工。
二.立铣刀类。
1. 50mm粗铣刀加工2d钢件时120-140转之间,加工铸件时130-180转之间。
2d加工切削余量5mm-15mm. 精铣刀加工2d钢件时140-160转之间,加工铸件时150-200转之间,2d加工切削余量0.5mm-0.8mm.2. 32mm 精铣刀加工2d钢件时150-250转之间,加工铸件时150-300转之间,2d加工切削余量0.5mm-0.8mm.3. 25mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.4. 20mm精铣刀加工2d钢件时200-400转之间,加工铸件时250-450转之间,2d加工切削余量0.5mm-1.5mm.5. 16mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.6. 14mm以下到2mm的直柄立铣刀加工2d钢件时400-1000转之间,加工铸件时450-1000转之间。

CNC常用刀具种类规格标准一、铣刀1. 平口铣刀:平口铣刀是一种最常见的铣刀,在平面和立面上进行铣削操作。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 端铣刀:端铣刀适用于切削深度较小的工件,可在平面、立面和轮廓上进行加工。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3. 镗铣刀:镗铣刀常用于镗孔和切削精度要求较高的工件,适用于大批量生产。
常用的规格有直径为6mm、8mm、10mm、12mm等。
4. 槽铣刀:槽铣刀适用于切削槽、倒角和切削凹槽的工件。
常用的规格有直径为4mm、6mm、8mm、10mm等。
5. T形铣刀:T形铣刀通常用于加工T槽和切削凸槽的工件。
常用的规格有直径为8mm、10mm、12mm、16mm等。
二、钻头1. 直径钻头:直径钻头常用于钻孔操作,可用于铸件、金属和非金属材料的加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
2. 长孔钻头:长孔钻头适用于需要加工深孔的工件,材质较硬的工件也适用。
常见的规格有直径为2mm、3mm、4mm、5mm等。
3. 镗钻头:镗钻头适用于加工精度要求较高的大孔和螺纹孔。
常见的规格有直径为6mm、8mm、10mm、12mm等。
4. 中心钻头:中心钻头适用于进行定位和偏心钻孔的工件,也常用于钻孔前的初始孔加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
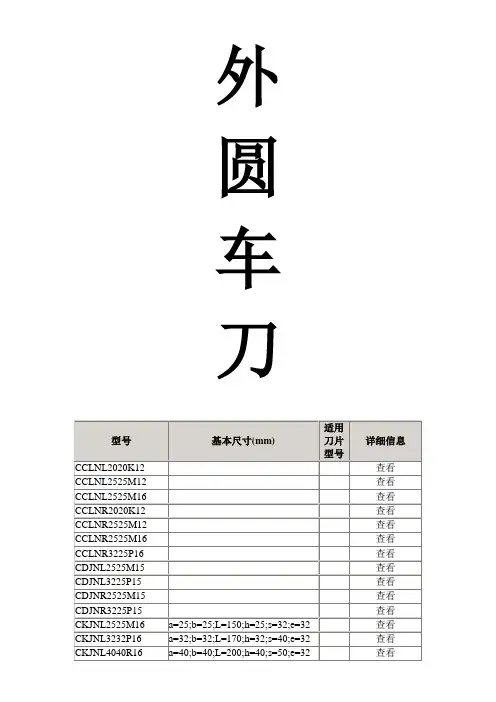
三、刀片1. 外圆刀片:外圆刀片适用于车削和车削外径的工件,用于切削薄壁工件时效果更好。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 内圆刀片:内圆刀片适用于车削和车削内径的工件,用于加工深孔时效果更好。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3.轴向刀片:轴向刀片适用于进行车削操作时的进给和退刀,用于车削较长工件时效果更好。
4.切槽刀片:切槽刀片适用于车削切削槽、槽沟和沟道的工件,能够提高生产效率。
5.车削刀片:车削刀片适用于车削平面和轮廓的工件,能够提高加工精度和表面光洁度。
数控刀具规格表模胚80*80选D25R5或D16R0.8, 100*100选D30R5、D32R5或D35R5飞刀开粗。
300*300选直径大于D35R5的飞刀进行开粗,如D50R5或D63R6 等。
机床小则不能装大于 D50R5的刀具。
最常用的刀有: D63R6、D50R5、D35R5、D32R5、D30R5、D25R5、D20R0.8、D17R0.8、D13R0.8、D12、D10、D8、D6、R5、R4、R3、R2.5、R2、R1.5、R1 和R0.5等。
刀具大小刀具类别适合加工类型有效切削长度刀具总长度D50R6 刀片刀开粗100 150 D32R1.7 刀片刀开粗220 300 D25R5 刀片刀开粗150 250 D20R0.4 刀片刀开粗,精加工120 180 D18R0.8 刀片刀精加工150 200 D16R0.4 刀片刀开粗,精加工100 180 D16R8 刀片刀精加工130 180 D12 整体平刀开粗,精加工50 75 D10 整体平刀开粗,精加工45 75 D8 整体平刀开粗,精加工40 75 D6 整体平刀开粗,精加工35 50 D4 整体平刀开粗,精加工28 50 D3 整体平刀开粗,精加工28 50 D2 整体平刀(开粗),精加工20 50 D1.5 整体平刀(开粗),精加工16 50 D1 整体平刀(开粗),精加工12 50 D12R6 整体球刀精加工50 75 D10R5 整体球刀精加工45 75 D8R4 整体球刀精加工40 75 D6R3(加长) 整体球刀精加工65 100 D6R3 整体球刀精加工35 50 D4R2 整体球刀精加工28 50 D3R1.5 整体球刀精加工28 50 D2R1 整体球刀精加工20 50 D1.5R0.75 整体球刀精加工16 50 D1R0.5 整体球刀精加工12 50 D6R0.5 整体牛鼻刀精加工28 50 D10R1 整体牛鼻刀精加工45 75。
模胚80*80选D25R5或D16R0.8, 100*100选D30R5、D32R5或D35R5飞刀开粗。
300*300选直径大于D35R5的飞刀进行开粗,如D50R5或D63R6 等。
机床小则不能装大于D50R5的刀具。
最常用的刀有: D63R6、D50R5、D35R5、D32R5、D30R5、D25R5、D20R0.8、D17R0.8、D13R0.8、D12、D10、D8、D6、R5、R4、R3、R2.5、R2、R1.5、R1 和R0.5等。
刀具大小刀具类别适合加工类型有效切削长度刀具总长度
D50R6 刀片刀开粗100 150 D32R1.7 刀片刀开粗220 300 D25R5 刀片刀开粗150 250 D20R0.4 刀片刀开粗,精加工120 180 D18R0.8 刀片刀精加工150 200 D16R0.4 刀片刀开粗,精加工100 180 D16R8 刀片刀精加工130 180 D12 整体平刀开粗,精加工50 75 D10 整体平刀开粗,精加工45 75 D8 整体平刀开粗,精加工40 75 D6 整体平刀开粗,精加工35 50 D4 整体平刀开粗,精加工28 50 D3 整体平刀开粗,精加工28 50 D2 整体平刀(开粗),精加工20 50 D1.5 整体平刀(开粗),精加工16 50 D1 整体平刀(开粗),精加工12 50 D12R6 整体球刀精加工50 75 D10R5 整体球刀精加工45 75 D8R4 整体球刀精加工40 75 D6R3(加长) 整体球刀精加工65 100 D6R3 整体球刀精加工35 50 D4R2 整体球刀精加工28 50 D3R1.5 整体球刀精加工28 50 D2R1 整体球刀精加工20 50 D1.5R0.75 整体球刀精加工16 50 D1R0.5 整体球刀精加工12 50 D6R0.5 整体牛鼻刀精加工28 50 D10R1 整体牛鼻刀精加工45 75。