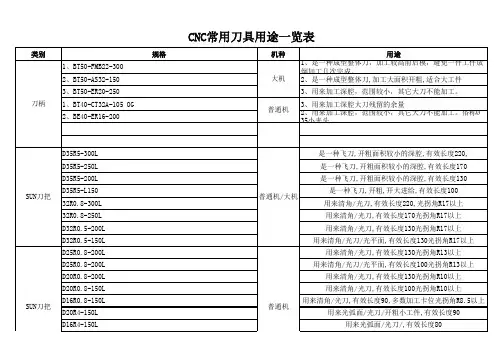
CNC-常用刀具表
- 格式:xls
- 大小:64.50 KB
- 文档页数:20
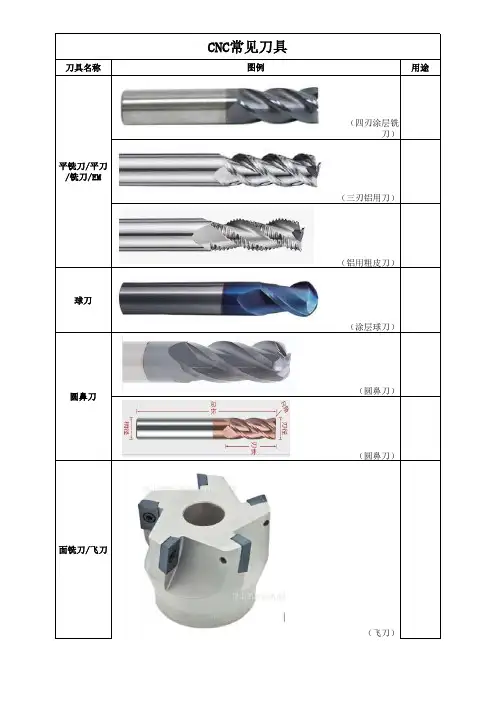
刀具名称
用途
(四刃涂层铣
刀)
(三刃铝用刀)
(铝用粗皮刀)
球刀
(涂层球刀)
(圆鼻刀)
(圆鼻刀)
(飞刀)
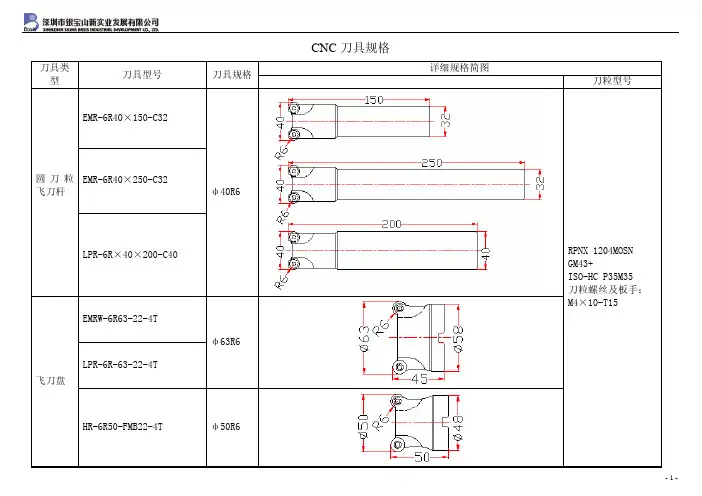
CNC常见刀具
平铣刀/平刀/铣刀/EM
圆鼻刀
面铣刀/飞刀
图例
(倒角刀)
(倒角刀)
(铝用T型刀)
(镶合金T型
刀)
(锯片刀)
(铝用锥度铣
刀)
(铝用锥度铣
刀)
(燕尾刀)
(燕尾刀)
倒角刀
T型刀/槽铣
刀
锥度铣刀
燕尾刀
(钻头)
(钻头)
(阶梯钻)
(微型钻)
(沉头阶梯刀)
铰刀
(铰刀)
(中心钻)
(中心钻)
圆角成型刀
/R刀
(内R刀)
钻头/Drill
中心钻
(直槽丝攻)
(螺旋丝攻)
(先端丝攻)
(挤压丝攻)
(雕刻刀)
右牙刀/丝攻/丝锥/tap
雕刻刀
非标成型刀/异形刀。
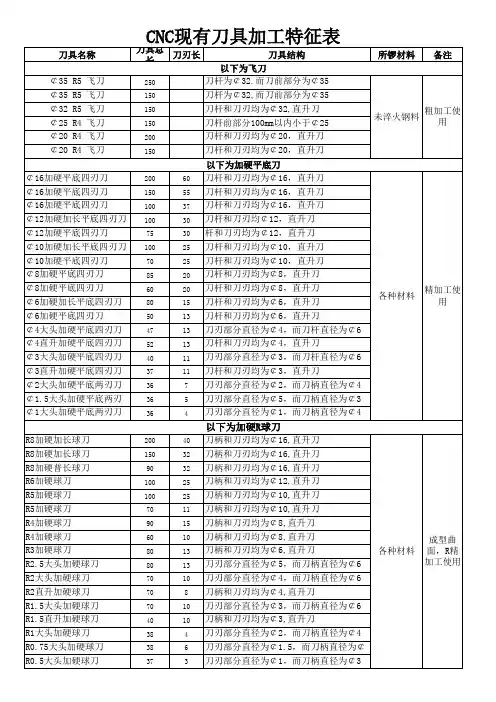
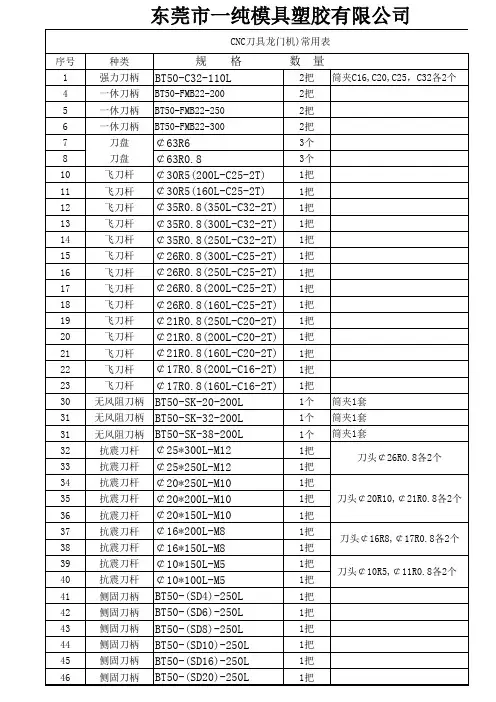
¢12加长普通合金刀10050刀柄和刀刃均为¢12,直升刀¢12普通合金刀7525刀柄和刀刃均为¢12,直升刀¢10加长普通合金刀10025刀柄和刀刃均为¢10,直升刀¢10普通合金刀7025刀柄和刀刃均为¢10,直升刀¢8普通合金刀6323刀柄和刀刃均为¢8,直升刀¢6普通合金刀6319刀柄和刀刃均为¢6,直升刀¢4加长普通合金刀7525刀柄和刀刃均为¢4,直升刀¢4普通合金刀5020刀柄和刀刃均为¢4,直升刀¢3加长普通合金刀5919刀柄和刀刃均为¢3,直升刀¢3普通合金刀3812刀柄和刀刃均为¢3,直升刀¢2大头普通合金刀388刀刃部分直径为¢2,而刀柄直径为¢3¢1.5大头普通合金刀386刀刃部分直径为¢1.5,而刀柄直径为¢3¢1大头普通合金刀384刀刃部分直径为¢1,而刀柄直径为¢3R5普通合金刀6020刀柄和刀刃均为¢10,直升刀R4普通合金刀6017刀柄和刀刃均为¢8,直升刀R3加长普通合金刀8515刀柄和刀刃均为¢6,直升刀R3普长普通合金刀5011刀柄和刀刃均为¢6,直升刀R2大头加长普通合金刀7017刀刃部分直径为¢4,而刀柄直径为¢6R2直升普通合金刀5015刀柄和刀刃均为¢4,直升刀R1.5大头加长普通合金刀7011刀刃部分直径为¢3,而刀柄直径为¢6R1.5直升普通合金刀3510刀柄和刀刃均为¢3,直升刀R1大头普通合金刀387刀刃部分直径为¢2,而刀柄直径为¢6(4)R0.75大头普通合金刀385刀刃部分直径为¢1.5,而刀柄直径为¢6(3)R0.5大头普通合金刀383刀刃部分直径为¢1.5,而刀柄直径为¢6(2)¢6*R0.5加硬牛鼻刀7020刀柄和刀刃均为¢6,直升刀¢8*R0.5加硬牛鼻刀8020刀柄和刀刃均为¢8,直升刀¢10*R0.5加硬牛鼻刀8520刀柄和刀刃均为¢10,直升刀¢12*R0.5加硬牛鼻刀10020刀柄和刀刃均为¢12,直升刀附刀具简图:平底刀 球刀 牛鼻刀 飞刀2008-1-8备注: 刀具加工合理深度一般为刀具直径的5倍。
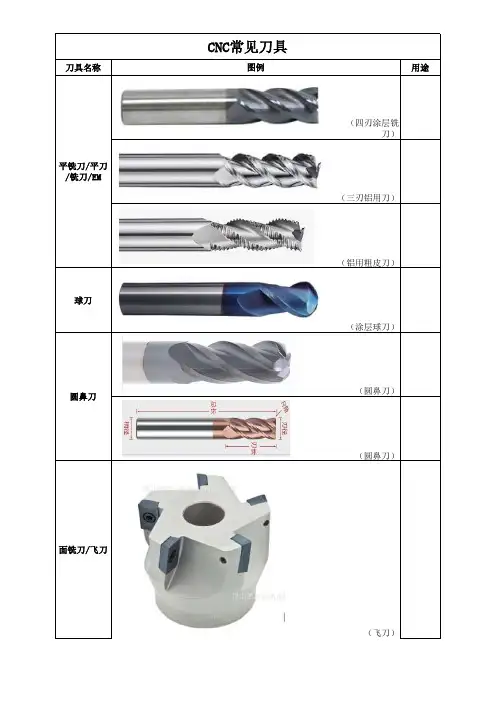
刀具名称
用途
(四刃涂层铣
刀)
(三刃铝用刀)
(铝用粗皮刀)
球刀
(涂层球刀)
(圆鼻刀)
(圆鼻刀)
(飞刀)
平铣刀/平刀/铣刀/EM
圆鼻刀
面铣刀/飞刀
图例
CNC常见刀具
(倒角刀)
(倒角刀)
(铝用T型刀)
(镶合金T型
刀)
(锯片刀)
(铝用锥度铣
刀)
(铝用锥度铣
刀)
(燕尾刀)
(燕尾刀)
倒角刀
T型刀/槽铣
刀
锥度铣刀
燕尾刀
(钻头)
(钻头)
(阶梯钻)
(微型钻)
(沉头阶梯刀)
铰刀
(铰刀)
(中心钻)
(中心钻)
圆角成型刀
/R刀
(内R刀)
钻头/Drill
中心钻
(直槽丝攻)
(螺旋丝攻)
(先端丝攻)
(挤压丝攻)
(雕刻刀)
非标成型刀/异形刀
右牙刀/丝攻/丝锥/tap
雕刻刀。



D63R6D32R6D25R5D20R0.8D20白钢刀D10R0.5D12R0.5D16D63R6(飞刀):转速900,进给3000,每刀切深0.8mm 。
用于开粗加工。
D32R6 (飞刀):转速2500,进给4000,每刀切深0.5mm 。
用于开粗加工。
D25R5 (飞刀):转速2800,进给4500,每刀切深0.4mm 。
用于开粗加工。
D20R0.8 (飞刀):转速4000,进给3000,每刀切深0.25mm 。
用于开粗加工。
D20(白钢刀):转速2000,进给1500,每刀切深0.2mm 。
用于开粗加工。
D16 (合金刀-品牌-鑫宝龙):转速4000,进给3000,每刀切深0.25mm 。
用于大电极开粗加工。
D12R0.5(合金刀-品牌-鑫宝龙):转速4500,进给4500,每刀切深0.2mm 。
D10R0.5(合金刀-品牌-常泰):转速4500,进给4500,每刀切深0.2mm 。
D10R5D8R4D6R3R2.5D4R2D10 (合金刀-品牌-鑫宝龙):转速5000,进给1500,每刀切深0.2mm 。
R5 (合金刀-品牌-鑫宝龙):转速5000,进给1500,每刀切深0.18mm 。
D8 (合金刀-品牌-鑫宝龙):转速6000,进给1800,每刀切深0.15mm 。
R4 (合金刀-品牌-常泰):转速6000,进给1800,每刀切深0.15mm 。
D6 (合金刀-品牌-鑫宝龙):转速8000,进给2500,每刀切深0.12mm 。
R3 (合金刀-品牌-鑫宝龙):转速8000,进给2500,每刀切深0.12mm 。
R2.5(合金刀-品牌-鑫宝龙):转速8000,进给2500,每刀切深0.12mm 。
D4(合金刀-品牌-鑫宝龙):转速10000,进给2500,每刀切深0.1mm 。
R2 (合金刀-品牌-鑫宝龙):转速10000,进给2500,每刀切深0.1mm 。
D3 (合金刀-品牌-鑫宝龙):转速12000,进给2000,每刀切深0.08mm 。

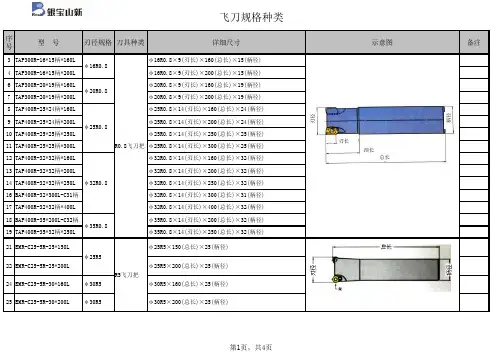
序号刃径规格刀具种类详细尺寸示意图备注1φ6R0.5 φ6R0.5×20(刃长)×70(总长)2φ8R0.5 φ8R0.5×25(刃长)×80(总长)3φ10R0.5 φ10R0.5×30(刃长)×90(总长)4φ12R0.5 φ12R0.5×35(刃长)×100(总长)5φ3 φ3×4刃×12(刃长)×50(总长)6φ4 φ4×4刃×15(刃长)×50(总长)10φ6 φ6×30(刃长)×75(总长)11φ8 φ8×30(刃长)×75(总长)12φ10 φ10×35(刃长)×85(总长)13φ12 φ12×50(刃长)×100(总长)20 φ1R0.5×3(刃长)×28(颈长)×50(总长)×4(柄径)×单边3°21 φ1R0.5×3(刃长)×47(颈长)×80(总长)×6(柄径)×单边3°22 φ1.5R0.75×5(刃长)×24(颈长)×50(总长)×4(柄径)×单边3°23 φ1.5R0.75×5(刃长)×43(颈长)×80(总长)×6(柄径)×单边3°24 φ2R1×6(刃长)×19(颈长)×55(总长)×4(柄径)×单边3°25 φ2R1×6(刃长)×38(颈长)×80(总长)×6(柄径)×单边3°26φ3R1.5×3° φ3R1.5×10(刃长)×28(颈长)×60(总长)×6(柄径)×单边3°27φ4R2×1.5° φ4R2×15(刃长)×38(颈长)×90(总长)×6(柄径)×单边1.5°28φ6R3×1.5° φ6R3×20(刃长)×38(颈长)×110(总长)×8(柄径)×单边1.5°规格更新2010-4-12刀具种类φ1R0.5×3°φ1.5R0.75×3°φ2R1×3°端鼻刀HRC50以下钢料加工直身平刀HRC50以下钢料加工长刃型直身平底刀HRC50以下钢料加工3度球刀HRC50以下钢料加工1.5度球刀HRC50以下钢料加工刃径柄径总长刃长刃径刃长总长柄径。