焊工工时定额
- 格式:xls
- 大小:52.50 KB
- 文档页数:2

目录1.自动焊纵缝及拼接板、钢板切割工时定额2.不锈钢手工焊纵缝及拼板、低碳钢手工焊纵缝及拼板3.手工横立焊工时管子对接工时定额4.产品收尾工时定额5.筒体制做工时定额6.法兰制作、短节制作、组法兰7.补强圈制造与组装工时定额8.接管强板组装工时定额9.管板、隔板、盲板下料时间定额10.列管式固定管板换热器组装时间11.〔大小口〕锥体成型时间定额12.膨胀节工时定额13.过渡节膨胀节制作工时定额14.整体封头压制单件工时定额15.接管外径封头工时定额16.无折边形底盖制造时间定额17.用钢管弯曲90度弯头工时定额18.火曲管弯头及U型乙型管工时定额19.篦子制造和组装工时定额20.设备内外加强圈工时定额21.浮阀塔圈制造制造工时定额22.管箱和封头隔板制造工时定额23.鞍式支座、管子支承式支腿工时定额24.球形裙座、其他支承结构工时定额25.悬挂式支座、支承式支座工时定额26.角钢支承式支腿、角钢扁钢扶梯工时定额27.螺旋制造与组对工时定额28.内外曲角钢圈工时定额29.夹套人孔接管反边工时定额30.夹套反边组装工时定额31.框式搅拌器工时定额32.试压、做垫、紧固螺栓工时定额自动焊纵缝及拼板工时定额定员:2人板厚〔㎜〕8~10 12~14 16~18 20~22 24~26 28~30 32~34 36~38 40~42 45~50 56~60坡口形式焊接层次1/1 2/1 2/2 3/3 4/4 6/6 8/8 10/10 正/反正面焊接工时时/m气刨工时时/m反面焊接工时时/m合计时/m 1.1 1.8 2.5 3.2 3.9 4.6 5.3钢板切割工时定额工时单位:m/时板厚〔㎜〕5~8 10~12 14~16 18~20 22~30 32~40 45~50 55~70 75~80 85~100 形式直线12 9 6 5.3 3.8 2.3曲线9 6.8 5.3 3 2.3 1.1 等离子切割不锈钢m/时 3 3 2.3 2.3 1.5不锈钢手工焊纵缝及拼板工时定额定员:1人板厚〔㎜〕2~3 4~5 6~8 10~12 14~16 18~20 22~24 26~28 30~32 34~36 38~40坡口形式焊接层次正/反1/1 2/1 3/1 4/1 5/1 4/4 5/5 6/6 7/7 9/9 12/12 正面工时时/m气刨清根反面工时时/m合计时/m 1.1 1.8 2.5 3.2 3.9 4.2 7说明组对工时:〔1〕焊缝一律按透视要求;〔2〕焊缝为平焊位置;〔3〕本工时不包括配合铆工。


工资方案宗旨:为了充分调动员工积极性,提高生产效率,给想多拿工资的员工提供条件,防止出工不出力和平均主义的现象发生,体现员工多劳多得的宗旨,部门决定通过采用工资集体协商的形式,建立多元化工资考核制度,实现员工利益与生产效益挂钩,让员工与公司实现“双赢”。
基本原则:让工资对外具备竞争力,对内具备公平性,对个体具备激励性。
基本的安全保障:员工与企业的关系中,员工相对处于弱势,是风险较大的一方,所以员工本身具备不安全感,所以员工希望企业能与其签定合同,能给他买保险,能及时发放工资,这都是源于安全的保障需求,做为企业管理者必须重视这种需求,特别是在营销人员的薪酬设计中,首先得让员工有安全感,员工才会愿意去为企业打拼。
结成利益共同体:很多企业的员工对公司是否挣钱并不在意和关心,因为不管公司赚多少钱员工拿的工资都是一样的。
这就是利益共享出了问题,员工在什么时候最拼命呢?只有在感觉为自己挣钱的时候。
具体实施办法如下:一、所有班组按照生产性质的不同,采用多元化的考核办法,如:“岗位技能工资制、定额工资制、多元结构工资制、年薪制”等,确保同工同酬。
二、设立级别岗位月薪不是一个固定值,而是存一个区间,在这个区间内每岗位又分为五等工资。
一级对应的是“期望”,二级对应“合格”,三级对应“胜任”,四级对应“超胜任”。
设定级差四级的每级级差相距5%-25%,一般可取12%。
三、铆焊工采用铆焊工工时定额工资制,方案如下图所示:工时定额工资制流程图1、集体计件薪资计算方法:(1) 按产量定额计算:计件单价= 集体计件单位定员内全体人员的工资标准之和。
(2) 按工时定额计算:定员内全体人员单位时间内产量定额。
计件单价= 集体计件单位定员内全体人员单位时间的工资标准之和×定员内全体人员单位时间内的产品工时定额。
2、铆焊班工资配置标准:班长人、铆工2人、普工1人、焊工1人。
5人共计____元/班。
3、个人分配比例:根据个人工资在本班组总工资所占比例进行分配,由生产部分配。

焊工加工时定额简介本文档旨在介绍焊工在加工过程中的工作定额。
提供了焊接过程中所需的工时估计和相应的操作步骤,以便在项目计划和预算中进行合理的规划和控制。
工时估计根据我国焊工加工的实践经验和行业标准,以下是一些常见焊接任务的工时估计:1. 手工电弧焊接(钢结构):每米焊缝拉焊约需10分钟,角焊缝约需15分钟。
2. TIG氩弧焊接(不锈钢):每米焊缝拉焊约需8分钟,角焊缝约需12分钟。
3. MIG焊接(铝合金):每米焊缝拉焊约需6分钟,角焊缝约需10分钟。
请注意,以上估计仅供参考,实际工时可能受到多种因素的影响,如焊接技术水平、材料特性等。
操作步骤以下是焊工进行加工过程中常用的操作步骤:1. 准备工作:确保焊接区域清洁、干燥,并摆放好所需的焊接设备和材料。
2. 准备焊接材料:根据设计要求,选择合适的焊接材料,并对其进行切割、装配等预处理工作。
3. 装配夹具:根据焊接任务的特点,搭建适当的夹具以固定焊接材料。
4. 焊接准备:对焊接材料进行清洁和除锈处理,以确保焊接质量。
5. 进行焊接:根据焊接工艺要求,选择合适的焊接方法(手工电弧焊、TIG氩弧焊、MIG焊接等),按照规定的焊接顺序和参数进行焊接操作。
6. 焊后处理:对焊接完成后的焊缝进行检查、修整和打磨,以确保焊接质量和外观。
7. 清理工作区:清理焊接区域的焊渣、废料等,保持工作区的整洁。
以上操作步骤是常见的焊接加工流程,具体操作可能因项目要求而略有差异。
结论本文档介绍了焊工在加工过程中的工时估计和操作步骤。
通过合理的估算和规范的操作,能够帮助焊工在项目中高效地完成焊接任务,确保焊接质量和进度的控制。
然而,由于每个项目的具体要求和情况不同,建议根据实际情况进行具体的工时估计和操作安排。
工资方案宗旨:为了充分调动员工积极性,提高生产效率,给想多拿工资的员工提供条件,防止出工不出力和平均主义的现象发生,体现员工多劳多得的宗旨,部门决定通过采用工资集体协商的形式,建立多元化工资考核制度,实现员工利益与生产效益挂钩,让员工与公司实现“双赢”。
基本原则:让工资对外具备竞争力,对内具备公平性,对个体具备激励性。
基本的安全保障:员工与企业的关系中,员工相对处于弱势,是风险较大的一方,所以员工本身具备不安全感,所以员工希望企业能与其签定合同,能给他买保险,能及时发放工资,这都是源于安全的保障需求,做为企业管理者必须重视这种需求,特别是在营销人员的薪酬设计中,首先得让员工有安全感,员工才会愿意去为企业打拼。
结成利益共同体:很多企业的员工对公司是否挣钱并不在意和关心,因为不管公司赚多少钱员工拿的工资都是一样的。
这就是利益共享出了问题,员工在什么时候最拼命呢?只有在感觉为自己挣钱的时候。
具体实施办法如下:一、所有班组按照生产性质的不同,采用多元化的考核办法,如:“岗位技能工资制、定额工资制、多元结构工资制、年薪制”等,确保同工同酬。
二、设立级别岗位月薪不是一个固定值,而是存一个区间,在这个区间内每岗位又分为五等工资。
一级对应的是“期望”,二级对应“合格”,三级对应“胜任”,四级对应“超胜任”。
设定级差四级的每级级差相距5%-25%,一般可取12%。
三、铆焊工采用铆焊工工时定额工资制,方案如下图所示:工时定额工资制流程图1、集体计件薪资计算方法:(1) 按产量定额计算:计件单价= 集体计件单位定员内全体人员的工资标准之和。
(2) 按工时定额计算:定员内全体人员单位时间内产量定额。
计件单价= 集体计件单位定员内全体人员单位时间的工资标准之和×定员内全体人员单位时间内的产品工时定额。
2、铆焊班工资配置标准:班长人、铆工2人、普工1人、焊工1人。
5人共计____元/班。
3、个人分配比例:根据个人工资在本班组总工资所占比例进行分配,由生产部分配。
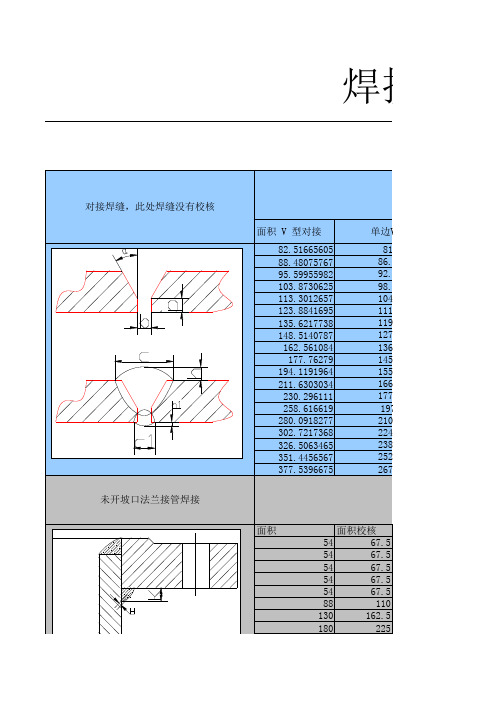
板厚全手工全CO2全埋弧全氩弧手工(含清根打底)+埋弧 简单20%探伤100%探伤40.75小时/米0.5小时/米无0.5小时/米/遍0.85 1.3 1.56 1.5小时/米1小时/米无0.5小时/米/遍1小时/米+0.5小时/米8 1.75小时/米 1.15小时/米1小时/米0.6小时/米/遍 1.25小时+0.5小时/米102小时/米 1.75小时/米1小时/米0.6小时/米/遍 1.5小时/米+0.5小时/米12 2.1小时/米 1.8小时/米 1.1小时/米0.6小时/米/遍 1.5小时/米+0.5小时/米14 2.4小时/米 1.9小时/米 1.25小时/米0.6小时/米/遍 1.65小时/米+0.5小时/米16 2.6小时/米2小时/米 1.3小时/米0.6小时/米/遍 1.7小时/米+0.65小时/米18 2.8小时/米 2.1小时/米 1.65小时/米0.6小时/米/遍 1.75小时/米+0.65小时/米203小时/米 2.4小时/米2小时/米0.6小时/米/遍 1.8小时/米+0.65小时/米22 3.25小时/米2.6小小时/米2.3小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米24 3.5小时/米 2.7小时/米 2.5小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米26 3.7小时/米 2.9小时/米 2.75小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米284小时/米 3.25小时/米3小时/米0.6小时/米/遍 1.8小时/米+1小时/米焊接定额一览表30 4.25小时/米 3.5小时/米3小时/米0.6小时/米/遍 1.8小时/米+1小时/米32 4.5小时/米 3.75小时/米 3.25小时/米0.6小时/米/遍2小时/米+1.25小时/米34 4.75小时/米4小时/米 3.5小时/米0.6小时/米/遍2小时/米+1.5小时/米365小时/米 4.25小时/米 3.5小时/米0.6小时/米/遍 2.25小时/米+1.75小时/米38 5.25小时/米 4.5小时/米 3.75小时/米0.6小时/米/遍 2.25小时/米+2小时/米40 5.5小时/米 4.75小时/米 3.75小时/米0.6小时/米/遍 2.3小时/米+2小时/米42 5.75小时/米5小时/米4小时/米0.6小时/米/遍 2.5小时/米+2小时/米456小时/米 5.25小时/米4小时/米0.6小时/米/遍 2.75小时/米+2.25小时/米50 6.5小时/米 5.5小时/米 4.25小时/米0.6小时/米/遍3小时/米+2.25小时/米557小时/米 5.75小时/米 4.3小时/米0.6小时/米/遍 3.25小时/米+2.35小时/米607.25小时/米6小时/米 4.5小时/米0.6小时/米/遍 3.5小时/米+2.5小时/米。
焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。
电焊焊接工时定额标准单位:分型钢结构架尖焊接(1≤300mm) 每米时间搭接丁字对角3-4.5 T=+5.194.5-18 T=6.376-18 T=6.19 20以上T=23.23 T=23.63不开坡口单面焊不开坡口双面焊2-6T=+8.24 T=+13.95单坡口双面焊带垫单坡口单面焊4.5-18 T=8.85 T=9.55 20以上T=26.08T=25.84X 型坡口双面焊12以上 T=0.272+50.72说明对角焊 3mm 按厚度4.5mm 算。
钢板结构架焊接(L ≦800mm )每米时间搭接丁字 对角3-4.5 T=+4.274.5-18 T=5.386-18 T=5.16 20以上T=19.2T=19.59接头公式公式 接头公式 公式 公式 接头接头接头不开坡口单面焊不开坡口双面焊2-6 T=+6.78 T=+11.58单坡口双面焊 带垫单坡口单面焊4.5-18 T=7.48 T=7.91 20以上 T=21.48 T=21.36 20以上T=26.08T=25.84X 型坡口双面焊 12以上 T=0.242+36.26说明对角焊 3mm 按厚度4.5mm 算。
自动焊接时间准终:在平地上25分,在转台上144分。
T=自动焊接时间特征吊装工件校头尾按板拉焊线吊装焊机轨道校焊机轨道装焊药调正出线头开关电源 调速试机 清扫焊药返工件合计 总计第一层 10 3.5 1.5 2 2 1.5 3.5 0.5 3 3 10 40.5 121第二层 1 1.5 3.5 0.5 3 3 11.5 第三层 1 1.5 3.5 0.5 3 3 11.5 第四层 1 1.5 3.5 0.5 3 3 11.5 第五层 1 1.5 3.5 0.5 3 3 11.5 第六层 1 1.5 3.5 0.5 3 3 11.5 第七层 1 1.5 3.5 0.5 3 3 11.5 第八层11.5 3.5 0.53311.5辅助时间说明本时间是根据不同钢板厚度确定焊接层次的如板厚50mm 焊接层次为8层,时间为121分。