砂石骨料加工系统
- 格式:doc
- 大小:124.00 KB
- 文档页数:5
砂石料加工系统污水处理方案1.工程概况本系统砂石骨料原料来自右岸石料场,出露的岩性主要为三迭系下统永宁镇组第三段灰、深灰色中厚层至厚层致密块状岩,夹少量薄层泥质灰岩。
本标段以毕节站为气象代表站。
根据毕节气象站资料统计,多年平均气温12.7℃,最冷月一月平均气温2.7℃,最热月七月平均气温21.8℃,极端最高36.2℃,极端最低-10.9℃。
本系统需加工骨料包括混凝土骨料、喷混凝土骨料、垫层料和过渡料。
该工程水源2标混凝土总量23.1万m³,水源1标混凝土总量31.61万m3,喷混凝土1.4万m3,共需生产混凝土骨料约123.44万t(其中粗骨料74.06万t,细骨料49.38万t);工程所需垫层料总量18.4万m3,共需生产碎石垫层料48.48万t。
过渡料为料场开采≤300mm骨料不够时补充,需要量根据施工实施阶段情况而定。
砂石料加工废水具有废水量大,约为250m³/h,SS 浓度高的特点,一般SS的浓度高达30000mg/L以上。
这部分废水经过处理达到《水电工程砂石加工系统设计规范》(DL/T5098-2010)中有关砂石加工系统回用水水质要求(SS≤100mg/L)后可实现废水循环利用。
2.污水处理工艺施工过程中砂石料冲洗废水产生比较集中,在施工过程中必须进行处理和控制,本项目施工期废水拟经过沉淀处理后回用于砂石料冲洗工艺中。
一方面节约了水资源,另一方面减少了水环境污染。
一般来说,砂石料废水的处理方法主要有平流式自然沉降法、混凝沉淀法和成套设备法。
由于本工程供电量较为紧张,采用成套设备容易受供电影响,结合其他类似工程施工废水的处理经验,对于废水量较大的采用混凝沉淀法进行处理,对于废水量较小的采用自然沉淀法进行处理。
本工程砂石料加工系统废水采用混凝沉淀法处理。
混凝沉淀法具体处理过程为:废水从筛分流出后,先经沉砂池把粗砂、微小的碎石和体积较大的悬浮物除去,再通过800×600mm排水沟进入预沉调节池进一步沉淀,再通过提升泵流入折流反应池。
砂石料开采与加工系统组织设计方案砂石加工系统旨在生产本工程砼工程所需的各级粗细骨料,总量约为30.75万m3,骨料需求量约为66.756万t。
该系统的设计处理能力为XXX。
系统位于右岸2#弃渣场,距坝址约2km,由采料场、破碎车间、预筛分车间、筛分车间、调节料仓料仓、成品料仓和胶带输送机等组成。
2.1料场概述莲花台水电站工程提供了4个砂砾料开采料场,根据砂石加工系统布置位置及料场储量,选定右岸2#莲花台料场及左岸3#料场为系统开采料场,其它为备用料场。
2#莲花台料场距坝址平均距离约1km,3#料场位于坝址下游左岸约2.5km处,总储量大于100万m3.采料场需供应砼浇筑总量约80.11万t的毛料。
根据施工进度安排,2007年5月浇筑强度为4.85万m3,2007年10月浇筑强度6.05m3.由于6-9月份为汛期,不浇筑混凝土,砂石系统可备料生产,选月浇筑强度4.85万m3进行开采强度核算,月采运能力为11.97万t。
2.2工程项目布置说明2.2.1道路布置本系统至采料场共设2条主要交通道路,一条为莲花台料场与加工系统间道路,长约1km,一条为3#料场与系统间道路;因3#料场地处加工厂对岸,在2#弃渣场合适位置修筑跨河道路,联系两岸交通。
道路基层均采用泥结碎石路面,厚25~30cm。
采料场均为河滩式料场,料场内部根据开采情况及时修整简易通车道路。
2.2.2电主要为采石场的照明用电,可就近接引。
2.2.3碴场主要为砂砾料场表层局部剥离料的弃渣,弃于监理指定渣场。
2.3主要工程项目施工措施2.3.1采石场开采运输道路施工采石场开采运输道路包括2条砂石加工系统至采石场道路,2#莲花台料场道路利用现有简易道路拓宽形成;3#料场道路因需跨越丹江,采取大块石填筑满足过流,出露水面后采用泥结碎石填筑路面基层满足过车要求。
2.3.2料场开采方法料场的开采为水上平均厚2.5m,水下采用厚度2m,拟采用挖掘机一次性采运。
砂石料生产系统混凝土90%由砂石料组成,每立方米混凝土需1.5m3砂石骨料,约合2.2t/ m3。
砂石料生产系统是混凝土大坝的粮仓,是工程的命脉。
因此,砂石生产系统的。
规模也十分庞大,对工程建设的影响重大,应高度重视。
1砂石料源的选择1.1砂石料的分类:天然砂石料、人工砂石料。
砂石料的综合成本:除计入开采、加工运输等成本外,还应包括料场及加工系统建设的土建和设备的一次性投资,以及采用不同类型骨料配制混凝土时其它成分材料差额的费用等。
有些工程招标时明确,综合成本还包括剥离层、边坡支护、场地排水、环境保护的费用。
1.2水工混凝土骨料的质量技术要求:详见《规范》品质要求:骨料的级配、容重、比重、热学性能、物理力学指标(湿抗压强度)。
有害成分:云母(<2%)、碱骨料、有机物、黏土、硫化物等应控制在一定范围。
1.3砂石料源的选择:1.3.1.1最佳料源选择方案取决于料场的布局、开采条件、可利用料的贮量,质量级配、加工条件、弃料量、运输方式、运输方式、运输距离及生产成本的因素,并结合工程实际进行综合技术经济论证。
1.3.1.2料源分类:天然砂石料场:陆上料场、河滩料场、河床水下料场。
人工料场:采石厂。
工程开挖利用料:导流隧道、坝肩坝基开挖等弃渣。
1.4砂石料的开采:1.4.1砂石料开采量:砂石料需要量应按各级配混凝土需要量按比例分别计算。
初估时,可以按每立方米约需1.5m3砂石净骨料,其中,粗骨料1.067 m3 (1.5t), 细骨料0.433 m3(0.7t)。
折合成开采量时需计入开采、加工、运输、储存等的损耗系数。
系数可参阅有关资料。
1.4.2人工料场的开采:一般用钻爆法松动岩体,控制开采石块的粒径,用鄂式破、反击破、移动式破碎站破碎,对超大块石用二次爆破或液压破碎锤处理。
2砂石加工厂水电工程要求砂石加工厂,“现代化、高标准、绿色环保、智能节能”。
加工厂由粗碎、中细碎、筛洗、制砂等车间单元组成,三个生产环节,即毛料生产、半成品料生产、成品料生产。
砂石加工系统设计及运行过程中常见问题及解决措施摘要:砂石骨料的质量直接影响着混凝土的质量,从而决定了工程的质量。
砂石骨料的质量取决于原料的质量、破碎设备的选择、加工工艺以及运行管理水平,因此必须在设计和运行过程中加以严格控制,以提升成品骨料的质量。
关键词:砂石加工系统;运行管理;成本控制前言:砂石骨料是水利、核电、铁路、公路、市政等工程的基本原料,质量合格、数量充足是保证施工顺利进行的关键。
管理好砂石加工系统是保证工程施工进度和质量的有效手段,控制其运行成本对建设工程的造价成本至关重要。
施工企业生产出优质砂石骨料,控制生产成本,是提升市场竞争力、确保目标利润的关键。
对于砂石加工系统的设计,存在一些常见的问题,需要采取有效的措施来解决。
一、砂石加工系统设计常见问题及解决措施(一)破碎设备选型问题选择合适的破碎设备是决定砂石加工系统成功与否的关键,取决于原料的抗压强度、压碎性指标以及磨蚀性指数。
在选择破碎设备时,应考虑岩石的可碎性,旋回破碎机、颚式破碎机、圆锥破碎机适用于中等可碎、难碎性岩石,反击式破碎机和锤式破碎机则适用于中等可碎、易碎性岩石。
岩石性质对破碎设备的选择、砂石骨料的质量和成本产生了重大影响。
在选择破碎设备时,必须仔细分析岩石的性质,并通过小型实验、实验室测试以及技术经济比较,做出合理的选择。
由于岩石的成分、结构和构造的不同,破碎后的粒形和级配也有所不同。
石英砂岩的质地坚硬,针片状含量较多,而石灰岩和白云质灰岩的针片状含量则较少。
实验结果表明,不同的破碎机产生的针片状含量存在差异。
颚式破碎机比旋回及圆锥破碎机生产的粗骨料针片状含量略高,而反击式特别是锤式破碎机生产的粗骨料针片状含量则显著减少。
反击式破碎机破碎的石粉含量要比颚式破碎机和圆锥破碎机多。
在选择破碎设备时,应当综合考虑针片状和石粉的含量。
(二)半成品料仓和中间调节料仓设计问题半成品料仓通常设置在粗碎、中细碎和筛选之前。
粗碎车间和毛料开采运输作业班制的匹配,一般是白天运行,半成品后的破碎筛分环节可以连续运行,而半成品料仓则可以解决粗碎和后续破碎筛分环节时间不匹配的问题。
一、交底目的为确保砂石加工系统运行过程中的安全,预防各类安全事故的发生,特制定本安全技术交底。
二、交底对象所有参与砂石加工系统运行、维护及管理的员工。
三、交底内容1. 系统概况- 砂石加工系统主要包括破碎机、筛分机、输送带、振动给料机、振动筛等设备。
- 系统主要生产砂石骨料,用于建筑、道路、水利等工程。
2. 安全操作规程1. 开机前准备- 检查设备是否完好,电气线路是否安全可靠。
- 检查设备润滑情况,确保设备运行顺畅。
- 检查设备防护装置是否齐全有效。
- 检查紧急停机按钮是否灵敏可靠。
2. 设备运行- 操作人员应熟悉设备操作规程,严格按照操作规程进行操作。
- 严禁设备超负荷运行。
- 严禁无关人员进入设备操作区域。
- 设备运行过程中,严禁随意调整设备参数。
3. 设备维护- 定期对设备进行保养和维护,确保设备处于良好状态。
- 检查设备易损件,及时更换。
- 严禁使用不合格的零部件。
4. 电气安全- 严格遵守电气安全操作规程。
- 严禁非专业人员操作电气设备。
- 电气设备发生故障时,应立即切断电源,并及时报修。
3. 安全技术措施1. 机械伤害防护- 设备运行区域设置防护栏杆,防止人员进入。
- 设备运转部件设置防护罩,防止人员触及。
- 定期检查设备防护装置,确保其完好有效。
2. 高处坠落防护- 高处作业时,必须佩戴安全带,并系好安全绳。
- 高处作业平台应设置安全防护栏,防止人员坠落。
- 高处作业区域设置警示标志,提醒人员注意安全。
3. 触电防护- 电气设备接地良好,防止漏电。
- 严禁在潮湿环境下操作电气设备。
- 严禁使用损坏的电气设备。
4. 火灾防护- 设备运行区域严禁烟火。
- 定期检查消防设施,确保其完好有效。
- 制定火灾应急预案,并定期组织演练。
4. 事故处理1. 事故发生后,立即停止设备运行,并立即上报。
2. 保护事故现场,以便事故调查。
3. 按照事故调查结果,采取相应措施,防止类似事故再次发生。
四、交底要求1. 所有员工必须认真学习并掌握本安全技术交底内容。
砂石骨料生产系统设计说明1。
1 工程概述砂石骨料生产骨料系统位于挡水坝下游一平台上,紧临混凝土拌和系统进行布置,总占地面积约6000m²。
砂石骨料生产系统主要承担供应主体工程混凝土总量约11。
1万m³的生产任务,主要生产大石(40~80mm)、中石(20~40mm)、小石(5~20mm)、以及砂(<5mm),其中粗骨料约16。
5万t,细骨料约8.4万t.砂石骨料系统布置详见附图1《砂石骨料生产系统平面布置图》1.2 料源简介本标段砂石骨料料场为黑串沟人工骨料场,位于大坝左岸耳朵岩沟支沟黑串沟右岸山脊,距坝址约1。
6km,距离砂石骨料系统约1。
1km,有公路相通,运输较为方便。
本标段总开采量为16.88万m³.1.3 系统工艺流程设计1。
3.1 系统设计规模本工程砂石系统以承担主体工程全部混凝土总量约11。
1万m³所需砂石骨料的加工,系统生产能力应满足本标实际高峰月浇筑强度16500m³/月骨料供应,但根据招标文件要求,砂石系统生产能力满足混凝土浇筑高峰强度2。
0万m³/月。
按招标文件要求进行系统设计,骨料最大粒径为80mm,最小粒径为0。
15mm。
根据初步计算,成品骨料综合级配见表1。
表1 成品骨料综合级配表⑴成品砂石料月需要量高峰月成品砂石料需要量:Qc=20000m³×2。
2t/m³=44000t/月(注:系数2。
2为每m³混凝土中的砂石料用量)⑵高峰月毛料处理能力按照成品砂石料的生产要求,考虑到整个加工过程中的加工损耗、运输损耗、堆存损耗、洗石损耗、细砂石粉流失等综合因素,高峰月毛料处理能力为:Qmd=Qc/η=4.4×104t/0。
85=51765t /月成品率η={k3k4k5k6[1+v(k1k2-1)]}-1={1。
03×1.02×1.02[1+0。
35(1.25×1。
砂石骨料矿山绿色加工系统工艺和建设管理摘要:我国是一个建设砂石骨料生产大国,占世界砂石总产量的近一半;目前,我国砂石加工体系环境保护问题十分严重。
为了改善这一问题,加强了砂石骨料绿色加工系统的建设和管理。
建筑骨料绿色加工体系的建设与管理涉及多个方面。
因此,必须加强绿色加工系统在整个生产过程中的合理应用。
本文研究以建筑砂石骨料绿色加工体系为基础,论述了绿色矿山的概念,分析了砂石骨料的工艺流程,提出了砂石骨料矿山绿色加工系统建设管理措施。
关键词:砂石骨料;绿色加工系统;系统应用1绿色矿山的概念“绿色矿山”模式是砂石骨料绿色生产建设管理的一种新模式,它综合分析和考虑了矿山资源的合理开发利用和对生态环境的影响。
这意味着在生产、设计、建设和服务作业完成后,必须严格执行资源的科学有序开发,控制整个矿山及其周围环境的自然扰动风险。
通过实施科学、有序、合理的砂石骨料生产工艺,对矿产资源收集、开发利用、矿区生态环境管理、采矿生产方式的科学管理,结合数字化信息网络管理流程,实现经济共同体和谐管理,统一管理,协调优化矿山生产管理模式。
2砂石骨料矿山绿色加工系统砂石骨料加工系统是指对砂石骨料进行破碎、筛分、冲洗(水洗)、储运的设施。
在工程施工中,砂石骨料加工系统多采用相应的的矿山机械。
并根据混凝土工程的数量与质量要求,结合考虑料源条件(选用天然骨料或人工骨料),进行选择和配套使用。
砂石骨料是建筑主体消耗量最大的原材料,提高砂石骨料生产质量有利于提高建筑工程质量,也是最大限度利用宝贵资源的有效途径。
目前,我国已形成了较为完善的质量标准体系,如GB/T14685-2011《建筑用卵石、碎石》和GB/T14684-2011《建筑用砂》,对级配作了严格规定,包括产品针片状及含泥量。
但市场上的碎石、机制砂制品在粒形、级配、含泥量等质量指标上存在诸多问题,难以达到相关质量标准的要求,严重影响了建筑物的施工质量和使用寿命。
2.1 破碎设备破碎设备按照工作原理主要分为两类:一类为挤压类破碎设备,如颚式破碎机、旋回破碎机、圆锥破碎机等,适合破碎磨蚀指数比较高的原料,产品中石粉含量低,但一般破碎出来的物料针片状颗粒多,泵送性能差;还有一类是冲击类破碎设备,如反击式破碎机、锤式破碎机及立轴冲击式破碎机,其特点是物料破碎比大,结构形式简单,设备维修方便,产品粒形好,物料抗压强度损失小。
砂石骨料加工系统设备安装技术摘要:机制砂石骨料已经成为非常重要的建筑材料,砂石骨料加工系统的稳定性、安全性以及可靠性决定着砂石骨料的质量和生产效率,其中加工系统设备的安装技术和安装质量至关重要。
本篇文章主要论述了加工系统设备安装技术,从多个角度进行分析研究。
关键词:砂石料;加工系统;设备安装技术;施工质量1加工系统的设备选型1.1粗碎设备的选型1.1.1旋回式破碎机旋回式破碎机的运作机理为:在设备壳体的锥腔内,通过破碎锥的回旋转动,使石料遭受劈裂、弯折、挤压而发生破碎,该设备是大型破碎装置,能够粗碎各类硬度的岩石和矿石。
在主轴上装设破碎锥,上部支承在横梁中间的衬套上,下部支承在轴套偏心孔内。
通过转动偏心轴套,会使破碎锥以设备中心线作为转动轴发生偏心回旋转动。
旋回破碎机破碎过程是连续的,与颚式破碎机相比会更高效。
因旋回破碎机的自身重量和体积都相对较大,不易于安装,同时对基础工程有较高要求,因此,在砂石料较小且需选用连续式破碎机时可选择旋回破碎机。
1.1.2颚式破碎机与其他类型的破碎机相比,颚式破碎机具有更广泛的运用,其具有磨损低、结构简易、安装与维护方便等优点,同时具有较高的经济性,在骨料生产线中较为常用。
按照进料口尺寸情况,该破碎机可被分成小、中、大三种形式,小型破碎机进料口的宽度通常低于 300 mm,中型破碎机进料口的宽度为 300~600 mm,大型破碎机进料口的宽度大于 600 mm。
该破碎机通过两颚板工作,在运行时,运动式颚板将相对于固定式颚板进行往复周期运动,两颚板在分离后石料可进到破碎腔,成品由下端送出;两颚板在靠近过程中中间的石料因劈裂、弯曲、挤压而发生破碎。
颚式破碎机是通过挤压破碎石块的,因此骨料会含有针片状[4-5]。
1.1.3其他破碎设备根据物料特性也可在粗碎车间中选用反击式破碎机,此装置是利用冲击力破碎石料的,其工作机理为:当石料被送进板锤破碎区后,板锤将对石料进行高速的冲击,石料在破碎后将被不断抛向安装于转子上部的反击设备,然后被衬板反击回到板锤破碎区,进而重复冲击过程,这样反复作用直至物料破碎到工程所需粒度之后,由设备下部被送出[6]。
4.5 砂石料加工系统
4.5.1 砂石料需用量
本工程砼总量为115.30 万m³,其中左岸72.35 万m³,需成品砂石料108.53 万 m³,考虑损耗约需砂石毛料 135.10 万 m³;右岸混凝土总量 42.95 万m3(含临时工程),需成品砂石料 64.43 万 m³,约需砂石毛料 80.20 万 m³,其他零星工程需要成品砂石料 9.07 万 m³,合计需要砂石成品料 182.03 万 m³,约需要砂石毛料215.30 万 m³骨料所需级配见下表:
4.5.2 系统规模
根据本工程施工总进度安排,本工程右岸混凝土高峰月浇筑强度 3.52 万 m³,考虑混凝土浇筑月不均匀系数 1.5,砂石系统按混凝土高峰月浇筑强度为 5.28 万 m³设计,砂石料生产每立方混凝土需用砂石骨料 2.3t,按每月 25 天、每天二班、每班工作 6 小时工作制进行加工。
则砂石生产系统毛料处理能力为405t/h。
左岸混凝土高峰月浇筑强度 3.72 万 m³,考虑混凝土浇筑月不均匀系数 1.5,砂石系统按混凝土月最高浇筑强度为 5.58 万 m³设计,砂石料生产每立方砼需用砂石骨料 2.3t,按每月 25 天、每天二班、每班工作 6 小时工作制进行加工。
则砂石生产系统毛料处理能力为 430t/h。
综上左、右岸砂石加工系统均按系统毛料处理能力为 430t/h。
4.5.3 工艺流程设计
砂石料加工系统设计产出成品分别为大石(80~40mm)、中石(40~20mm)、小石(20~5mm)、砂(<5mm)4种料,设计主要采用粗碎、中碎、细碎三段破碎和制砂及三段筛分来完成整个生产过程。
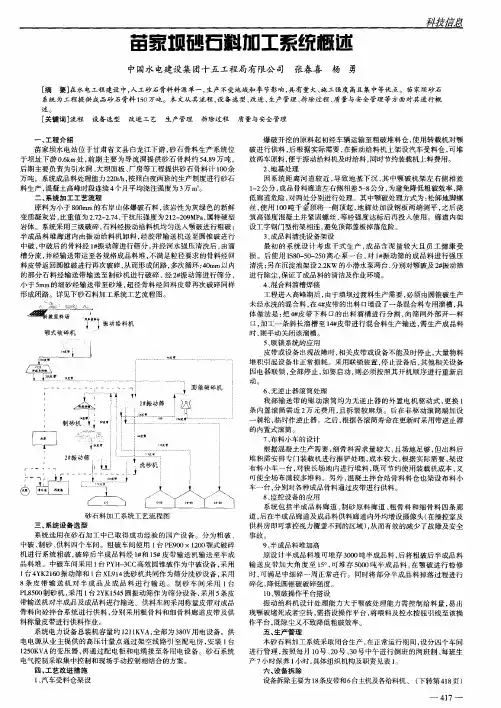
根据破碎筛分的流程计算,确定工艺流程如图:《砂石骨料加工系统工艺流程图》所示。
4.5.4工艺流程说明
4.5.4.1 毛料开采及运输
毛料主要采自主体工程和船闸开挖的有用料堆存的毛料堆存料场。
毛料开采及运输。
4.5.4.2 粗碎车间
粗碎车间设计处理能力为 430t/h,选用 2 台型号为 PE-900×1200 颚式破碎机,给料粒径不大于 700mm,设计排料口开度 120mm,单台生产能力为 345t/h,设备负荷率为81.2%。
毛料采装用反铲装自卸汽车,自卸汽车将毛料运到系统毛料受料平台,并卸入毛料受料斗,经振动给料机将毛料卸入粗碎车间的鄂式破碎机,出料由 1#胶带机,经由 2#胶带机输送至带卸料小车的 3#胶带机输卸至半成品料仓堆存。
4.5.4.3 半成品料堆存场
半成品料堆存场为条形堆料,堆存高度约 15m,料堆下设钢筋混凝土廊道,全长100m,可堆半成品料约为 25000m3,可满足 10 天骨料储量要求。
半成品料由廊道内的4#胶带机,经由5#胶带机输送至初筛车间。
4.5.4.4 第一筛分车间
第一筛分车间靠近半成品料堆布置,为钢筋混凝土加金属结构的复合型结构,布置2台2YK2460 双层园振动筛,上层筛网孔口尺寸为75mm×75mm,下层筛网孔口尺寸为37.5mm×37.5mm。
80~150mm的骨料经4#胶带机运输至中碎车间加工;40~80mm的骨料一部分经8#胶带机运输至进入成品料仓,一部分经9#胶带机运输至细碎调节料仓;小于40mm的骨料经10#胶带机运输至进入第二筛分车间。
4.5.4.5 中碎车间
中碎车间在半成品料堆与初筛分车间附近,为钢筋混凝土结构。
采用2台PYZ1750 圆锥破碎机,加工来自初筛分过来的部分80~150mm骨料,破碎后经7#、5#胶带机运输至初筛分车间。
4.5.4.6 第二筛分车间
第二筛分车间布置在初筛分车间的附近,为钢筋混凝土加金属结构的复合型结构,设 2 台型号为2YKR2160 双层园振动筛,上层筛网孔口尺寸为19mm×19mm,下层筛网孔口尺寸为5mm×5mm,。
大于20mm的骨料一部分经10#胶带机运输至进入成品料仓,一部分经11#胶带机运输至细碎制砂调节料仓等待加工; 5~20mm的骨料一部分经12#胶带机运输至成品料仓,一部分经13#胶带机运输至制砂调节料仓等待加工,小于5mm的骨料经过洗砂机后,由14#、15#胶带机运输至16#横向皮带,再经16#皮带运至成品料仓。
4.5.4.7 细碎车间
细碎车间在半成品料堆与初筛分车间附近,为钢筋混凝土结构。
采用2台GP100
圆锥破碎机,每台处理能力为55t/h,设备负荷率为75%。
加工来自初筛分过来的部分40~80mm骨料和复筛过来的部分20~40mm骨料,破碎后经18#胶带机运输至第二筛分车间。
4.5.4.8 制砂车间
中碎车间为钢筋混凝土结构。
采用2台PL7000立轴破,每小时处理能力为70t/h。
加工来自第二筛分车间的过来的部分20~40mm骨料和第三车间过来的部分20~40mm骨料,破碎后20#胶带机运输至第三筛分车间。
4.5.4.9 第三筛分车间
第三筛分车间布置在为钢筋混凝土加金属结构的复合型结构,设 1 台型号为DF1230单层园振动筛,筛网孔口尺寸为5mm×5mm,每台处理能力为110 t/h。
其处理来至制砂车间的料,大于20mm的骨料经21#胶带机运输至进入制砂调节料仓等待进入制砂车间循环加工,小于5mm的骨料22#、16#胶带机运至成品料仓。
4.5.4.10 砂石骨料主要技术指标
4.5.4.11 砂石加工系统设备。