浅谈天然料砂石加工系统工艺设计的几个问题
- 格式:doc
- 大小:2.04 MB
- 文档页数:14
随着国家方针政策对砂石行业的影响,砂石骨料行业的面貌逐渐向规模、环保、生态、可持续方面发展。
尽管如此,由于原料、市场的多样性,设计单位水平的参差不齐,多数生产线投产后不能完全达到投资方当初的意图和目的,或者在运行过程中出现了各种问题。
今天为大家分享机制砂石骨料生产线中可能会遇到的7类问题及改进措施。
设备选型不当设备选型是否合理是决定一条生产线成功与否的首要因素。
砂石骨料生产线的设备选型主要取决于原料的物理性能(如原料的硬度、磨蚀性指数、土含量等)。
一般情况下,凡是经过正规有资质的专业设计单位进行设计选型的生产线不会出现设备选型问题。
但是,由于有很多生产线投资方未找正规设计院设计,通过直接照搬其他企业的设备选型进行建设,运行后就出现了严重的设备选型不合理问题。
例如,花岗岩、辉绿岩、玄武岩等硬度、磨蚀性指数较高的原料,生产线选择了锤式破碎机或者反击式破碎机,虽然生产出的产品粒型优秀,但是其锤头及反击板等设备耗损件损耗严重,更换极为频繁,造成生产成本大幅提高,无法与周边市场进行竞争。
此问题一般很难通过调整工艺来解决,生产企业不得不重新更换挤压式破碎机设备来保证生产线长期稳定而经济地运行。
因此在选择厂家时一定要选择有实力的设备厂家或正规设计院设计生产线。
料仓或料库设计不当砂石骨料生产线的料仓或料库主要包括粗破喂料仓、中细破及制砂缓冲仓、产品储存库、石粉(0~0.075mm)储存库。
粗破喂料仓粗破喂料仓的常见问题为仓侧面出料口设计为矩形“门”字结构,仓与出料口存在死角,物料下料不够顺畅,大块物料容易在此处积存,影响正常喂料。
此问题可采取的简易措施是,在喂料口旁边放置一台挖掘机,随时清理积料;在市场淡季时,将喂料仓侧面出料口改造为梯形“倒八”字结构,以便消除积料死角。
中细破及制砂缓冲仓中细破及制砂缓冲仓的常见问题是仓底设计为平底钢仓结构,因为仓底部整体料压较大,在生产线运行过程中,会出现钢仓底部严重变形、下沉的现象,进而产生安全隐患。
浅谈砂石加工系统创新技改、优化工艺稳定生产质量摘要:随着城市化进程的加快、建筑规模的增加,砂石的消耗量呈现出上升趋势。
根据相关部门公布的数据,我国每年砂石骨料的消耗量约为 180 亿吨,经济产值达到 90000 亿人民币。
为控制建筑项目成本,拓宽收益空间,施工企业从实践角度出发,依托现有技术资源,初步构建起砂石加工系统,通过系统调试、成本控制等举措,形成完善的砂石加工体系,在保证建筑施工环节砂石充足稳定供应的同时,控制砂石加工成本,构建完善的砂石加工处理机制。
本文主要针对砂石加工系统创新技改、优化工艺稳定生产质量进行简要分析。
关键词:砂石系统;新型360°旋转筛网;技改创新1砂石加工系统概述系统掌握砂石加工系统基础结构、技术特点,形成整体性的思维认知,明确砂石加工系统运行管理与成本控制的基本要求,以砂石加工系统整体架构为基础,针对性地完善砂石加工系统运行管理与成本控制策略。
砂石加工系统在治砂、冲洗、筛分与存储机械设备的支持下,实现了砂石骨料的破碎、筛分、冲洗、存储以及运输等加工任务,通过砂石骨料的细化处理,充分满足建筑项目混凝土施工环节对于砂石的使用需求。
考虑到砂石使用情景的不同,砂石加工中系统运行环节,可以根据需要添加人工砂石骨料、天然砂石骨料,实现砂石性能的有效提升。
2未经技改的给料机生产方式传统棒条给料机,是通过给料机的振捣进行进料,底板有檩条支持钢板,毛料进入入仓口后通过棒条给料机直接进入颚破进行破碎。
生产出来的成品骨料质量的好坏直接取决于毛料的干净程度。
但是结合现场揭露的地质情况,料场的夹泥带和溶槽较多,会对开采的毛料进行污染,影响砂石骨料的生产质量。
若直接采取高压水冲洗,毛料将变得湿润,不仅会堵塞筛网,而且砂石骨料逊径会增多,影响砂石骨料的质量,并且传统的给料机无法排水,会一直影响砂石的含水量。
3传统含泥量解决方法传统解决含泥量的方法就是在棒条给料机底部开口或增加筛网,通过增加一条弃料皮带机,将弃料运输至弃料堆,有时为考虑重复利用,在弃料进入皮带机之前增加螺旋洗砂机。
一条完整的骨料生产线由于施工周期短,质量要求高,因此土建要求也比较高。
而如何设计出符合企业需求的砂石骨料生产线,设计中土建设计要注意哪些问题呢?砂石骨料生产线有生产车间及成品储存和发运车间。
由于某些成品需求可能还增加三次破碎与机制砂工艺需求大致可分为:一次破碎及除土筛分车间、二次破碎车间、一次筛分车间、二次筛分间,主要是根据当地的市场需求及场地情况设置。
1、规划设计1.1 产品定义是设计的前提,必须先应进行市场调查进行产品的规划,成功的砂石骨料系统最先取决于市场的定义,有了市场才有生产的需要。
骨料生产工艺流程是生产的主线,对骨料生产系统的规划起决定性作用。
一般可根据料源岩石的物理力学指标、矿物成份、破碎功指数、磨蚀指数拟定正确的流程。
1.2 砂石骨料生产线的厂址应具有满足工程建设需要的工程地质条件以及生产需要的矿藏,矿山资源的储量直接影响到生产的规模及投资的大小。
场地的道路应作硬化处理,临时用废料垫起的道路不得长期使用,道路拐弯处设置警示牌等;场地的排水应做有组织设计,雨水应尽量采用暗渠,当采用明沟排水时应及时清理明沟的杂物。
(采石场选址3个原则及需要注意的4方面问题,要投资采石场的都看看)2、建筑设计方案2.1 生产线的建筑设计应在满足工艺需求及环保要求的情况下尽量简单。
根据气象条件,各生产车间及辅助建筑,需考虑良好的通风,考虑到环保及劳动安全需要,应尽量以封闭式结构为主,配套必要的通风采光设施。
2.2 由于现代产业的拓展以及人工成本的提升,砂石骨料在生产线应有多采用信息化生产管理,以减少人工成本及生产过程中得损耗,如采用生产线的自动寻优系统,设备运行状态智能化监控和生产线运行智能监控。
3、结构设计结构设计贯彻执行安全、适用、经济的原则。
在满足工艺要求的前提下,力求造型简单、施工方便。
3.1 从结构设计的安全及节省角度项目的《岩土地质勘察报告书》是必不可缺的资料,然而某些业主认为此项工作可以省略,以减少投资和建设工期;其实不然,岩土地质报告是基础安全设计的依据,也是基础能否节省的前提条件。
砂石骨料生产线的常见问题及改进措施砂石骨料生产线是建筑行业中非常重要的生产设备之一,它的稳定运行和高效生产对于保障建筑行业的发展具有重要意义。
在生产过程中常常会遇到一些问题,这些问题不仅影响生产效率,还可能会降低产品质量,甚至对设备造成损坏。
研究常见问题及改进措施对于提高砂石骨料生产线的生产效率和产品质量具有重要意义。
一、常见问题及原因分析1. 设备故障设备故障是砂石骨料生产线常见的问题之一。
设备故障可能是由于设备老化、使用不当、缺乏维护保养等原因导致的。
设备故障会严重影响生产效率,甚至造成停产。
2. 粗细料混合不均匀在砂石骨料的生产过程中,粗细料的混合均匀度对产品质量有着重要影响。
如果粗细料混合不均匀,会导致产品质量下降,甚至出现裂纹、强度不足等问题。
3. 能耗过高砂石骨料生产线通常需要耗费大量的能源,如果能耗过高,不仅会增加生产成本,还会对环境造成不良影响。
4. 产品质量波动大砂石骨料生产线在生产过程中,产品质量波动大是一个常见问题。
产品质量波动大不仅会增加生产成本,还会影响客户对产品的信任度。
以上这些问题都会严重影响砂石骨料生产线的生产效率和产品质量,有必要对这些问题进行改进。
二、改进措施1. 设备维护保养对于设备故障问题,可以通过加强设备的维护保养来降低故障率。
定期对设备进行维护保养,及时更换老化部件,可以有效提高设备的使用寿命,降低故障率。
2. 设备更新升级对于老化严重的设备,可以考虑进行更新升级。
新型设备通常具有更高的生产效率和更低的故障率,可以显著改善生产线的生产效率和产品质量。
3. 加强自动化控制在砂石骨料生产线生产过程中,加强自动化控制可以有效减少人为操作的失误,提高生产的稳定性和一致性,降低能耗,减少产品质量波动。
4. 使用高效节能设备为了降低能耗过高的问题,可以考虑使用高效节能设备,如高效破碎机、新型篦式给料机等,这些设备可以降低能耗,减少生产成本。
5. 优化生产工艺在砂石骨料生产线生产过程中,可以通过优化生产工艺,调整料流量、筛分参数等方式,使得粗细料混合更加均匀,提高产品质量。
随着天然砂石资源的枯竭和各地环保政策的收紧,人工机制砂石逐渐成为资源的主流。
为了充分利用矿山资源和增加企业利润,各大水泥企业纷纷建设砂石骨料生产线。
根据每个骨料矿山特点而设计出产品质量合格、安全、环保的生产线,设计起着非常关键的作用。
砂石骨料生产线主要由破碎系统、筛分系统、制砂系统(不生产砂则没有)、储存及发运系统和除尘系统组成,下面咱们就看看每一个组成系统的主要设计要点。
破碎系统卸料仓设计要点卸料仓的主要形式有两种形式。
1:振动给料机布置在卸料仓正底部:它的优点是对不同情况的物料适应强,卸料比较通畅;缺点是仓内物料直接压在设备上,对设备的要求较高,设备的制造成本较高。
2:振动给料机布置在卸料仓底部外侧:它的优点是仓内物料不直接压在设备上,对设备的要求较低,设备的制造成本相应较小;缺点是物料中含土较多或者流动性较差时容易堵料或者卸料不通畅。
破碎机选择原则破碎系统主要由粗碎、中碎和细碎(整形)组成,每一阶段设备的选型主要由矿石的破碎功指数、磨蚀指数、最大给料粒度和产品的品质要求决定的。
破碎系统典型的流程有:单段锤式破碎机系统、颚式破碎机+反击式破碎机系统、颚式破碎机+圆锥式破碎机系统、颚式破碎机+反击式破碎机+立轴破碎机系统和颚式破碎机+圆锥式破碎机+圆锥式破碎机系统。
破碎系统的选择应根据物料特性、产品粒形和市场需求综合考虑决定。
(1)单段锤式破碎机系统单段锤式破碎机系统由锤式破碎机和筛分系统组成,见下图:该系统的优点是:流程简单;易维护管理;占地少;项目投资低;单位产品能耗低。
缺点是:产品品种比例不易协调和对矿石的适应性差,使用范围较窄;产品粒形较差,细粉量大,产品获得率低;破碎机需要的收尘风量大;磨损件的消耗高。
其主要在水泥企业功用矿山破碎机水泥、骨料联产生产线和特定的矿石新建生产线使用。
(2)颚式破碎机+反击式破碎机系统此系统由颚式破碎机、反击式破碎机和筛分系统组成。
该系统的优点是:系统能力规格较多,可大型化,使用范围广;产品品种比例易调节;适用于中等磨使指数物料。
砂石加工系统设计方案的浅析杜文龙摘要:本文以某海外水电站EPC项目为例,针对实施阶段砂石加工系统的设计方案进行探讨,并根据加工的砂石骨料用途分析系统建设思路。
关键词:EPC;砂石加工;设计;成本一、概述1.1系统概况该水电站大坝采用“土石坝+混凝土坝”混合坝型,混凝土坝段布置了溢洪道、放空底孔、电站厂房,本项目混凝土浇筑量约41.927万m3,土石坝填筑需要经过砂石骨料筛分系统的骨料反滤料49.09万m3、过渡料0.96万m3、垫层料17.88*0.55=9.83万m3、排水料4.38万m3,共计方量为64.26万m3。
考虑混凝土骨料、土石坝填筑反滤料、过渡料、垫层料、排水料等级配料项目,其中,垫层料仅需砂石系统加工<31.5mm骨料。
结合土石方平衡,共需生产砂石骨料64.262万m3*2.2t/m3+41.927万m3*2.25t/m3=235.71万t(混凝土骨料41.927万m3+土石坝填筑料64.26万m3)。
根据项目制定的施工规划总布置图,拟在江边公路附近布置一座砂石骨料加工系统,主要负责土石坝回填料及混凝土所需骨料加工。
成品填筑料通过车辆运输至土石坝区回填,混凝土用骨料通过车辆运输至拌和系统骨料区受料坑。
1.2系统生产强度通过计算,本项目施工月平均强度4.13万m3,其中混凝土浇筑3.03万m3,填筑料回填压实方1.1万m3。
系统采用一天两班14小时工作制,月有效工作25天。
则成品骨料需求量Q=92400/(25*14)t/h=264t/h,考虑到系统砂率偏高,综合损耗系数取K=1.25,砂石系统设计毛料处理能力Q毛=Q*K=330t/h。
二、系统设计2.1砂石系统加工料源特性砂石系统加工料源取自项目指定石料场,岩性主要以花岗岩为主,该岩石通过洛杉矶磨耗实验检测,洛杉矶系数平均为7.26%,定性为非常坚硬岩石。
通过查阅相关资料可知,玄武岩洛杉矶系数最低值为10.2%,仍高于系统加工岩石洛杉矶系数。
砂石加工系统设计及运行过程中常见问题及解决措施
近年来,随着我国建筑市场的发展,砂石加工系统对行业发展有着重要的作用。
因此,砂石加工系统设计及运行过程中常见问题及其解决方案受到行业内外越来越多的关注。
本文就砂石加工系统设计及运行过程中的常见问题及解决方案给出一定的解决策略和建议。
首先,要充分考虑砂石加工系统的设计问题。
砂石加工系统应重点考虑机械、电气及自动控制等技术要求,确保加工设备的安全可靠性,同时要合理设计砂石加工系统的基本结构,保证砂石加工系统的效率及可靠性。
其次,在砂石加工系统的运行过程中,需要重视砂石加工设备的安全性问题。
应注意设备的安全状态,定期检查设备负载情况,制订规范的操作程序及安全措施,确保砂石加工设备的安全性。
同时,要加强加工设备的维护和管理,定期复查及修理机械设备,确保其正常运行,降低故障率。
另外,要提高运行工作人员的技能水平。
运行工作人员需要熟练掌握相关技术,尤其是自动控制等技术,以确保砂石加工系统的顺利运行。
此外,应定期培训工作人员,提高其专业技术水平,以便更好地满足行业的需求。
最后,要做好事故演练及应急处理。
合理安排每一项砂石加工系统的技术控制,严格设计及执行事故演练计划以及应急处理策略,在发生故障时及时有效地处理,以防止系统连锁反应,减少事
故可能带来的损失。
通过以上几点,可以明显提高砂石加工系统的安全性和效率,从而更好地满足行业的需求。
未来,中国人将会继续努力,将砂石加工的技术提升到更高的水平,为国家的经济发展做出贡献。
玄武岩砂石加工系统难点及工艺设计介绍,硬质岩制砂看过来!说到玄武岩、花岗岩这类硬质岩石的破碎制砂,不少人都会犯愁,要么是配件磨损严重,更换频率高,要么是产量达不到设计要求,效率低,亦或者是成品砂粒型不好,细度模数高,卖不了高价等等。
确实,玄武岩这类硬质岩制砂真可谓困难重重!一:玄武岩破碎加工难点1、玄武岩抗压强度较高,岩石韧性好,硬度大,磨蚀性强,破碎加工难度很大,造成破碎设备实际处理能力难达到理论产量。
2、玄武岩破碎后骨料粒型较差,片石较多,将成品粗骨料针片状含量控制在规范要求内难度较大。
3、玄武岩立轴冲击式破碎机制砂后,其<5mm骨料中石屑、粗颗粒含量较高,细颗粒偏少,砂的细度模数偏大,石粉含量偏低。
如果采用棒磨机制砂,其单台设备产量低,且水耗、钢耗、电耗都偏高,制砂难度大。
二.玄武岩砂石加工系统工艺设计某水电站筹建期砂石加工系统便遇到了上述问题,其毛料岩性是致密块状玄武岩和杏仁玄武岩,干抗压强度分别为139.3-185.7MPa、163.3-172.9MPa,系统需承担骨料加工的混凝土总量约为120万m³,系统生产能力为15.4万t/月,其中毛料处理能力为560t/h,成品骨料生产能力为396t/h,成品砂生产能力为140t/h。
1.设备选型针对玄武岩特性,决定采用“四段破碎,立轴冲击破和棒磨机联合制砂(现有砂石常用制砂工艺)”工艺,主要车间布置为:粗破车间、中碎车间、筛分车间、制砂车间、检查筛分车间、粗细骨料堆存场等,设备选型时负荷率取低值,设备产量富余量留充足。
2.成品骨料粒型控制针对玄武岩加工后成品骨料粒型质量不好,中小石针片状含量较多的难点,主要通过以下措施来控制粗骨料的成品质量:第一方面:中细碎控制破碎比、进料级配连续、实现挤满给料、层压破碎等措施来控制粒型质量。
第二方面:针对玄武岩破碎后针片状含量高的特点,采用整形措施,经中细碎后的第一筛分车间不出小石成品料,只出大石和中石成品料。
砂石加工系统设计及运行过程中常见问题及解决措施摘要:砂石骨料的质量直接影响着混凝土的质量,从而决定了工程的质量。
砂石骨料的质量取决于原料的质量、破碎设备的选择、加工工艺以及运行管理水平,因此必须在设计和运行过程中加以严格控制,以提升成品骨料的质量。
关键词:砂石加工系统;运行管理;成本控制前言:砂石骨料是水利、核电、铁路、公路、市政等工程的基本原料,质量合格、数量充足是保证施工顺利进行的关键。
管理好砂石加工系统是保证工程施工进度和质量的有效手段,控制其运行成本对建设工程的造价成本至关重要。
施工企业生产出优质砂石骨料,控制生产成本,是提升市场竞争力、确保目标利润的关键。
对于砂石加工系统的设计,存在一些常见的问题,需要采取有效的措施来解决。
一、砂石加工系统设计常见问题及解决措施(一)破碎设备选型问题选择合适的破碎设备是决定砂石加工系统成功与否的关键,取决于原料的抗压强度、压碎性指标以及磨蚀性指数。
在选择破碎设备时,应考虑岩石的可碎性,旋回破碎机、颚式破碎机、圆锥破碎机适用于中等可碎、难碎性岩石,反击式破碎机和锤式破碎机则适用于中等可碎、易碎性岩石。
岩石性质对破碎设备的选择、砂石骨料的质量和成本产生了重大影响。
在选择破碎设备时,必须仔细分析岩石的性质,并通过小型实验、实验室测试以及技术经济比较,做出合理的选择。
由于岩石的成分、结构和构造的不同,破碎后的粒形和级配也有所不同。
石英砂岩的质地坚硬,针片状含量较多,而石灰岩和白云质灰岩的针片状含量则较少。
实验结果表明,不同的破碎机产生的针片状含量存在差异。
颚式破碎机比旋回及圆锥破碎机生产的粗骨料针片状含量略高,而反击式特别是锤式破碎机生产的粗骨料针片状含量则显著减少。
反击式破碎机破碎的石粉含量要比颚式破碎机和圆锥破碎机多。
在选择破碎设备时,应当综合考虑针片状和石粉的含量。
(二)半成品料仓和中间调节料仓设计问题半成品料仓通常设置在粗碎、中细碎和筛选之前。
粗碎车间和毛料开采运输作业班制的匹配,一般是白天运行,半成品后的破碎筛分环节可以连续运行,而半成品料仓则可以解决粗碎和后续破碎筛分环节时间不匹配的问题。
浅谈砂石骨料加工系统工艺流程设计方法摘要:对天然砂石料和人工骨料生产系统介绍了常规的设计步骤和流程设计方法,对各设计步骤中的工作内容和需要注意的问题进行了比较详尽的说明。
关键词:流程设计工艺流程流程计算设备选型1 前言砂石生产系统分为天然砂石生产系统和人工骨料生产系统。
天然砂石生产工艺流程一般由超径石处理车间和筛洗车间组成,当需要用人工骨料补充或调整天然骨料级配时则需增设破碎车间和(或)制砂车间。
人工骨料生产工艺流程一般由粗碎车间、中细碎车间和制砂车间组成。
两种砂石生产流程设计方法和步骤有相同之处又有所区别。
2 设计步骤砂石生产系统流程设计主要步骤:确定产品要求—→初选料场—→确定生产规模—→平衡计算(天然砂石)—→拟定初步工艺流程和初选设备—→流程计算—→优化工艺流程和设备选型—→加工系统平面布置—→调整系统内胶带机数量3流程设计方法3.1 确定产品要求统计需要砂石系统生产的各种材料,包括混凝土、砂浆、垫层料、反滤料的数量,分析各种材料的骨料级配,计算出系统需产出的成品骨料总量和各级配骨料数量、级配比例。
3.2 初选料场综合分析各个料场的质量指标、储量、覆盖层情况、开采条件、运输道路等,初步确定选用某一个料场或某几个料场。
3.3 确定生产规模3.3.1 工作班制天然骨料的超径石处理或人工骨料粗碎车间的工作班制与料场的开采班制相同,筛洗和中细碎车间一般采用两班制,制砂车间一般采用三班制。
3.3.2 加工厂的生产规模一般以砂石骨料高峰时段的月平均需求量作为系统的月生产规模,月生产能力单位计为t/月,应考虑10%~15%裕度,取值精确至10。
根据级配需求比例、系统月生产能力和各车间工作班制计算出各车间的生产能力。
3.4 天然砂石料平衡计算平衡计算仅针对天然砂石料。
首先根据料场砂石储量资料计算出各个料场各级配砂石含量和储量,再分别和需用量对比,若砂石总量满足,以储量相对欠缺的某种骨料作为控制级配进行平衡计算,计算出料场总开采量、超径石弃料量和级配弃料量。
小型天然砂石加工系统的工艺调整分析摘要:本文对中小型天然砂石系统的工艺设计,运行管理分析,来讨论天然料工艺生产的注意事项及工艺优劣等方面,可供同行参考,以便于管理中小型砂石系统。
关键词:中小型砂石系统;工艺分析中小型天然砂石加工系统的工艺应结合料源情况及需求级配,满足产量、质量要求。
本文依托西藏林芝地区尼洋河多布水电站砂石加工系统的设计、运行管理情况,进行分析讨论。
以分析小型砂石加工系统的工艺设计。
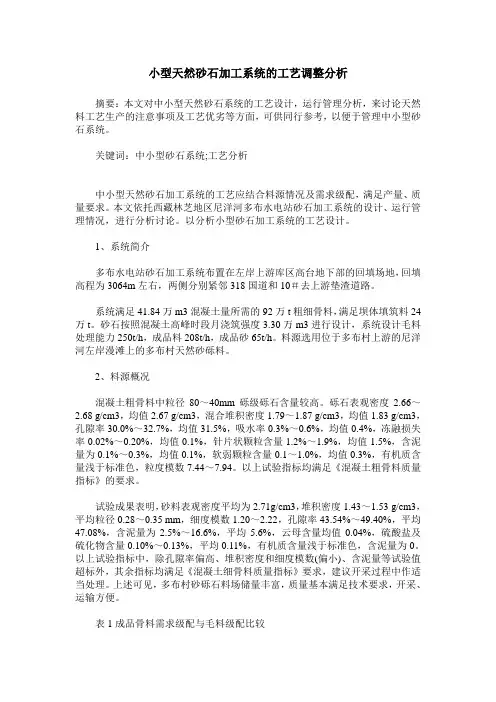
1、系统简介多布水电站砂石加工系统布置在左岸上游库区高台地下部的回填场地,回填高程为3064m左右,两侧分别紧邻318国道和10#去上游垫渣道路。
系统满足41.84万m3混凝土量所需的92万t粗细骨料,满足坝体填筑料24万t。
砂石按照混凝土高峰时段月浇筑强度3.30万m3进行设计,系统设计毛料处理能力250t/h,成品料208t/h,成品砂65t/h。
料源选用位于多布村上游的尼洋河左岸漫滩上的多布村天然砂砾料。
2、料源概况混凝土粗骨料中粒径80~40mm砾级砾石含量较高。
砾石表观密度2.66~2.68 g/cm3,均值2.67 g/cm3,混合堆积密度1.79~1.87 g/cm3,均值1.83 g/cm3,孔隙率30.0%~32.7%,均值31.5%,吸水率0.3%~0.6%,均值0.4%,冻融损失率0.02%~0.20%,均值0.1%,针片状颗粒含量1.2%~1.9%,均值1.5%,含泥量为0.1%~0.3%,均值0.1%,软弱颗粒含量0.1~1.0%,均值0.3%,有机质含量浅于标准色,粒度模数7.44~7.94。
以上试验指标均满足《混凝土粗骨料质量指标》的要求。
试验成果表明,砂料表观密度平均为2.71g/cm3,堆积密度1.43~1.53 g/cm3,平均粒径0.28~0.35 mm,细度模数1.20~2.22,孔隙率43.54%~49.40%,平均47.08%,含泥量为2.5%~16.6%,平均5.6%,云母含量均值0.04%,硫酸盐及硫化物含量0.10%~0.13%,平均0.11%,有机质含量浅于标准色,含泥量为0。
关于人工砂石加工系统工艺设计的若干问题【摘要】人工砂石加工系统的工艺设计是非常重要的,它不仅与整个沙石系统的实际生产能力、生产质量息息相关,而且与它的生产成本也是密不可分的。
所以说,人工砂石料的技术指标是不是很优越,在很大的程度上是取决于砂石系统的工艺设计是不是优越。
因此,本文就以这个为出发点,浅谈了人工砂石料的生产实践和砂石系统的初步设计,并对其中的问题提出了一些相关的意见与建议,希望对人工砂石加工系统工艺设计具有指导的作用。
【关键词】人工砂石;加工系统;工艺设计;问题1.关于骨材岩性和采石场的选择的分析一般来讲,湿抗压强度大于400公斤/平方厘米的致密状或者是块状岩石,这其中也包括块石或砾石,都是可以用来制作人工骨料的,但是要避免应用活性成分和云母及其他的针状、柱状的矿物含量较高的这一类岩石。
根据相关的资料表明,在我国的已经建造完成的部分水利水电工程中,可以用来作为人工砂石骨料的岩石有以下几种,石灰岩、白云岩、花岗岩、硬砂岩、石英岩、石英砂岩、闪长岩、安山岩、花岗片麻岩和辉石扮岩等等,在这些岩石中,石灰岩的应用是最多的。
关于采石场的选择,从实际的生产实践来看的话,采石场应该选择在比较靠近坝区的地方,这样一来就对毛料的开采、砂石料的加工、混凝土的搅拌及其入仓浇筑等作业都是十分有利的。
而且还可以很好的利用坝区开挖的石渣,这样就会降低人工砂石的成本了。
其次,采石场还要选择在具有储量集中、山头完整掌子面长、临空面好,以及覆盖少、风化浅、产层厚、溶蚀轻的山体的地方。
2.关于砂石加工系统生产能力的分析2.1关于计算生产砂石成品的生产能力P0的计算式中,Q表示混凝土浇筑计划的月高峰强度,单位是立方米;a表示每立方米混凝土需要的砂石料成品数量,单位是吨/立方米;m表示每月有效的工作时间,单位是天;n表示每日的工作时间,单位是小时;K0表示供料的变动性,取1.1。
2.2关于加入损耗后生产随时成品的一次性破碎车间需要的成产能力P1的计算式中,K1表示加工碎石成品的每个工序综合损失的系数。
浅谈小型天然砂石加工系统的管理摘要:本文对中小型天然砂石系统管理从设计优化、建设组织、运行质量控制、成本控制等几方面提出了一些建议,可供同行参考,以便于管理中小型砂石系统。
关键词:中小型砂石系统的快速建设;质量管理;成本管理中小型砂石加工系统的建设工期短,合同工程量较小,运行管理难度较小,成本管理风险较小。
如何快速完成建厂,生产运行质量控制达标,成本节约是管理的重点难点。
本文依托西藏林芝地区尼洋河多布水电站砂石加工系统的建设、运行管理情况,进行分析讨论。
以浅析藏区小型砂石加工系统的设计及运行管理。
1、系统简介多布水电站位于西藏自治区林芝县境内,是尼洋河流域综合规划的一个重要梯级电站。
坝址位于林芝县八一镇多布村,距林芝地区行署所在地八一镇28km,川藏公路从左岸通过,交通相对便利。
多布水电站砂石加工系统布置在左岸上游库区高台地下部的回填场地,回填高程为3064m左右,两侧分别紧邻318国道和10#去上游垫渣道路。
系统满足41.84万m3混凝土量所需的92万t粗细骨料,满足坝体填筑料24万t。
砂石按照混凝土高峰时段月浇筑强度3.30万m3进行设计,系统设计毛料处理能力250t/h,成品料208t/h,成品砂65t/h。
料源选用位于多布村上游的尼洋河左岸漫滩上的多布村天然砂砾料。
系统建安期2012年3月至6月仅3个月,运行期2012年6月至2014年5月共计23个月。
2、加快系统建安(1)简化系统工艺优化平面布置减少工程量本系统为天然砂石料,该工程天然砂石料级配较好,仅需少量补充中小石及砂子,系统工艺设计采用“天然筛分为主、破碎加工为辅”,减少调节料堆,仅保留一个半成品料堆。
减少中间环节,以减少料堆、料仓的土建工程量。
优点:便于系统快速建设,减少工艺流程的中间堆存转料环节。
胶带机的爬坡高度降低,胶带机长度减少(1240 m减为450 m),廊道土建量减少(1200 m3减为800 m3)。
各车间位置相对集中,便于电气控制管理。
研究砂石加工系统设计及运行过程中常见问题及解决措施摘要:针对砂石加工系统设计及运行管理,采取实例分析的方法,展开具体的论述,提出运行管理的策略,共享给相关人员参考借鉴。
经生产实践检验,坚持高品质快速加工的思路,积极引入现代化技术手段,围绕加工系统运行,做好严格的把控,对保障砂石加工管理目标的实现,能够起到积极的作用,具有参考借鉴的价值。
关键词:砂石加工系统;设计;运行过程基于建设工作大规模开展,对砂石资源的需求也不断增加。
从建设的实践分析,砂石加工系统发挥着重要的作用。
若想有效发挥系统的价值与作用,要围绕系统设计与运行环节,做好全面严格的把控,促使砂石加工的品质得到保障。
1砂石加工系统常见的问题根据系统设计与运行实践总结,常见问题如下:1)破碎设备的选择。
在选型设计时要考虑岩石的可碎性,选择旋回破碎机与圆锥破碎机等,保障破碎的效果与效益,促使砂石骨料的质量与成本得到有效控制。
经过试验之后确定最佳的设备,保障砂石加工系统运行价值得以实现。
2)半成品料仓与中间调节料仓设计。
半成品料仓为砂石加工系统的重点,仓储量通常按照1-3d考虑,若场地大时可取大值;若场地紧张则取小值。
对于中间调节料仓,通常布置在中碎、细碎以及超细碎等车间,借助给料机向破碎设备均匀给料。
如果设备数量很多,设置的中间调节料仓,还可以起到分料的积极作用。
一般来说,多采用地面料堆的结构形式,若场地紧张则可以设计为钢筋混凝土结构。
3)物料转运落差。
粗碎设备的出料口与下部带式传输机之间的落差很大,同时破碎之后物料块度主要为≤300mm的物料,运行时会直接砸在带式传输机,极易产生缓蚀托辊砸坏的情况,输送带磨损会加速。
4)溜槽磨损。
使用的物料具有多棱角特点,原材料自身具有腐蚀性特点,极易产生磨损问题。
为避免此问题,在溜槽内设置锰钢或者其他材质,或者优化溜槽的结构设计方案,形成料磨料,例如在溜槽入口位置布置矩形缓冲仓与溜槽底板做台阶等,促使整个系统的应用价值得以实现。
西霞院砂石加工系统工艺设计浅析西霞院砂石系统为天然砂石料加工系统,料源堡子灘料场150mm砾石仅占11%左右,根据料场天然级配的分布及工程需要,采用弃料与破碎相结合的生产工艺最为经济合理。
设计将150mm料弃除,作为工程浆砌石料源。
破碎设备的进料粒度控制在150mm以下,对于150mm的原料全部利用,并选择合适的破碎机和合理的生产工艺使砂石骨料的生产与需求相平衡。
系统采用工业控制微机加PLC可编程控制模式,提高系统的机械自动化程度,降低工人劳动强度,提高加工效率。
西霞院砂石生产系统生产能力为500t/h,即可满足混凝土骨料及坝体反滤料施工需要。
该系统共需生产砂石骨料207.9万t。
其中,大石19.93万t,中石52.53万t,小石73.14万t,人工砂37.4万t,天然砂24.9万t,反滤料24.4万t。
工艺流程设计砂石料加工系统由受料坑、预筛分、中碎、混合料堆、主筛分、细碎、破碎制砂、成品料堆场等组成。
毛料用45t自卸汽车运输至受料站后,粒径大于150mm的超径石由篦条筛篦除作为弃料,用做工程浆砌石料源。
粒径小于150mm 的砂砾石经预筛分将80~150mm的骨料分离出来进行中碎,中碎后的物料送回预筛分车间构成闭路循环,保证进入混合料堆的粒径小于80mm;混合料堆内的混合料经廊道皮带机送入主筛分进行筛洗、分级,用皮带机送至成品料堆料场堆存;砂水混合物经宽堰式分级机分离后用皮带机堆存;将20~80mm的多余骨料送入细碎,细碎后的混合料返回主筛分,构成闭路循环;将部分5~20mm的骨料送入棒磨制砂设备进行制砂,出料经螺旋洗砂机脱水后由皮带机送至成品料堆场堆存;筛洗后的污水汇集至集水坑,由渣浆泵通过DN500钢管排至沉淀池,经沉淀净化后排入过渡水池,最后进入清水池进行循环利用。
工艺流程特点⑴大于150mm的骨料用篦子筛弃掉。
⑵本设计中,有两个闭合回路,一是中碎与预筛分之间80~150mm的骨料,经过中碎后形成闭合;二是经主筛分后20~80mm 的多余骨料经细碎补充5~20mm骨料的不足形成闭合。
砂石骨料生产线的常见问题及改进措施砂石骨料生产线是生产常见建筑材料的重要设备之一,其生产效率和质量直接影响着建筑工程的质量和进度。
然而,在生产过程中,可能会出现一些常见问题,影响产品质量和生产效率。
本文将从生产线的四个方面入手,介绍砂石骨料生产线的常见问题及改进措施。
I. 破碎设备1. 问题:设备磨损大,破碎效果不佳。
改进措施:定期对设备进行保养和检修,及时更换磨损件。
选择耐磨材料制作破碎机的磨损件,如采用高锰钢制作破碎机颚板。
2. 问题:易出现卡料现象,影响设备的正常运转。
改进措施:增加物料的均匀性,可采用隧道式供料或者加装专门的振动筛选装置,减少杂质进入设备的可能性。
1. 问题:选磨设备容易出现过度磨损的情况,需要频繁更换。
改进措施:加装一些保护设备,如磨轮保护器、磨轮轴承油加注装置等。
可选用高强度的磨轮,提高磨轮的使用寿命。
2. 问题:选磨不充分,影响粉料的产品质量。
改进措施:增加选磨时间,调节磨轮速度。
选用适宜的流量和压力来调节选磨机的进料量。
根据不同的物料加工要求调整磨轮的材质和规格。
1. 问题:生产过程中出现粉尘污染问题。
改进措施:采用封闭式生产工艺,如选用密闭设备、加装吸尘器等,防止粉尘泄露。
2. 问题:设备磨损严重,需要频繁更换磨损部件。
改进措施:选用高强度、耐磨材质制造粉碎机磨损件。
通过粉碎机测试,调整设备的工作参数和生产流程,使得设备运行更加稳定,磨损部件更加耐用。
1. 问题:粗筛网易损坏,需要频繁更换。
改进措施:根据不同物料的粒度和含水量,选用合适的筛网细度和材质,增加筛网的厚度和强度。
加装振动筛筛选,筛选出合格的骨料。
2. 问题:系统的振动筛可能会出现堵塞,影响筛选效果。
改进措施:调整设备的筛分机构使得物料在筛板上流动更加畅通,避免结块和堵塞。
增加通风筛选装置,保证筛选过程中的物料干燥。
综上所述,砂石骨料生产线的常见问题和改进措施需要耗费大量的人力和物力,但只有通过不断的改进和升级,才能提高生产线的效率和产品质量,适应市场的竞争。
河北丰宁砂石加工系统问题分析及技术改造摘要:河北丰宁抽水蓄能电站砂石加工系统采用干法生产,建成后生产试运行阶段,经过实际检验存在缺陷和不足,污染环境。
要保质保量的生产砂石骨料,满足月高峰强度3.3万m3的混凝土浇筑,难度很大。
现针对系统运行状况和生产能力,对系统存在的问题进行分析,并介绍技术改造情况。
关键词:河北丰宁抽水蓄能电站砂石加工系统干法生产问题分析技术改造一、概述河北丰宁抽水蓄能电站位于河北省丰宁满族自治县境内,工程区距丰宁县公路里程约62km,电站对外有国道、省道和简易乡村公路相通。
电站主要由上水库、水道系统、地下厂房系统、蓄能专用下水库及拦沙库等建筑物组成。
工程规划装机容量3600MW,为一等工程,大(1)型规模。
分两期建设,本期装机容量1800MW,安装6 台单机容量为300 MW的可逆式水泵水轮机组。
电站建成后,在京津唐电网系统中承担调峰、调频、调相和事故备用任务。
砂石加工系统需满足混凝土月平均高峰浇筑强度约3.3万m3的粗细骨料供应,成品骨料生产能力约240t/h,其中成品砂生产能力约90t/h,毛料处理能力约290t/h。
根据工艺流程需要,砂石加工系统采用干法生产,主要由受料坑、粗碎车间、半成品堆场、第一筛分车间、中碎车间、细碎车间、第二筛分车间、超细碎车间、砂整形车间、第三筛分车间、成品堆场、供配电系统、供水系统等组成。
砂石加工系统采用干法生产,建成后生产试运行阶段,经过实际检验存在较多的缺陷和不足,针片状颗粒含量超标,制砂产量低、石粉含量大、粉尘大等。
我们针对系统试运行阶段存在的问题进行分析,提出相应技术改造措施,效果比较理想。
特总结出来,以便大家借鉴和推广应用。
二、砂石加工系统规模和工艺流程设计1、砂石加工系统生产规模砂石加工系统的设计按满足混凝土浇筑高峰强度33000m3 /月进行,总体处理能力290t/h,成品骨料生产能力为240t/h,其中成品砂生产能力90t/h,主要技术指标见《灰窑子沟砂石加工系统总平面布置图》。
浅谈天然料砂石加工系统工艺设计的几个问题郑崇飞(中国水利水电第七工程局有限公司五分局四川彭山620860 ) 摘要:本文基于大渡河安谷水电站的天然料砂石加工系统工程,对天然料砂石加工系统工程的工艺设计要点进行初步分析,重点阐述了天然料加工系统在需要增加破碎工艺平衡骨料级配时的几个问题,并提出处理的方案,以供参考。
关键词:天然砂石料工艺设计问题1、概述水利水电工程项目附属工程天然砂石料加工系统一般在河流的中下游才具备使用条件,其工艺设计与目前大量使用的人工砂石加工系统有其独有的特点:1、毛料各级配的比例与混凝土各级需要量的总比例一般差别较大,大量的水电工程为取得较好的经济效益需要破碎骨料以调节级配,这就使其砂石加工系统不为纯粹的简单筛分系统,实质是天然砂石骨料加工系统和人工骨料加工系统的结合,工艺设计相对复杂。
2、天然砂料直接冲洗筛分后其质量或数量一般难于满足工程项目的要求,这就导致需要制备人工砂掺入天然砂使用,补充其使用数量的同时调节其细度模数或石粉含量等指标,如大渡河下游天然砂为特细砂,就需要调节细度模数及控制石粉含量,工艺设计时必须充分考虑相应的工艺设计方案。
3、破碎天然卵石骨料和破碎开采块石毛料有其独有的特点,如破碎机加工的效率,破碎段的选择等。
总之,合理设计天然砂石加工系统,通过破碎平衡级配,在满足工程各级骨料的需求比例和总量的同时,控制好砂石骨料的质量,这与直接采用人工骨料加工系统比较将大量节约项目投资,可取得较好的经济和社会效益。
以下结合大渡河安谷水电站天然砂石加工系统,对使用天然料的加工系统工艺设计中常见的也容易出现的问题进行分析,并提供解决或改进的方案,为以后类似工程工艺设计提供参考。
2、安谷水电站天然料砂石系统工艺介绍安谷水电站砂石加工系统工程主要承担电站厂坝枢纽土建及金属结构安装工程混凝土所需的骨料供应任务。
系统设计满足混凝土浇筑高峰期月平均强度约14万m3/月混凝土浇筑所需的粗、细骨料供应任务,设计加工系统毛料处理能力约1200 t/h,成品料生产能力约880t/h,其中砂生产能力约286t/h。
(1)系统设计工艺流程图见下图:图1:安谷水电站天然料砂石加工系统工艺流程图(2)系统主要设备配置表:表1:安谷水电站天然砂石加工系统主要设备配置表(3)系统特点:系统处理特大石及超径石的破碎加工采用三段破碎工艺;破碎料加工过程可单独运行:即中碎加工粗碎破碎后的骨料,细碎加工中碎破碎后的骨料,不与天然料混合加工(除多余的大石在细碎段进入细碎车间混合加工为特例);补充人工砂采用干法生产工艺。
系统经过高峰期的运行生产检验,设计生产能力等指标达到设计要求,满足安谷水电站主体工程建设混凝土浇筑所需砂石骨料的强度要求。
3、系统工艺设计的几个问题系统应适应料源级配比例变化1、天然料级配组成变化影响河道中开采天然砂石料的级配组成是变化的,不同料场的级配组成不同,相同料场的级配也不同。
同一料场在上游一般骨料偏粗,砂料细度模数略偏大,下游骨料偏细,砂料细度模数偏细。
在加工过程中是一个随时波动的过程,不可能做到进料的比例相同或相近,往往偏差较大,这就需要加工系统调节级配比例的破碎系统工艺设计有较大的适应性。
在超径石级配(>150mm)变化时影响粗碎、中碎和细碎的破碎处理能力,在大石和特大石级配变化时直接影响细碎的破碎处理能力,如系统无法调节处理,将导致系统生产能力降效,无法满足生产能力要求,严重时将导致系统无法运行生产。
天然料加工系统受毛料级配比例变化影响,各处理车间实际处理能力不是一个严格过程,在计算系统处理能力时,除按平均值计算系统的处理能力还应该以毛料在极端值复核计算系统的处理能力(备注:极端值建议采用超径最多的三组平均值和含砂量最大的三组平均值)。
以安谷水电站砂石加工系统的处理能力为例,如开采某部位料场超径石含量比平均值增加10%,以1200t/h处理能力计算,则按同样的进料处理能力,系统需要增加处理约1200t/hX10%=120t/h的超径石,这将极大增加粗碎处理能力,如粗碎车间处理能力不够,只有减小进料总量平衡粗碎车间的处理能力,这将导致系统整体生产能力不够,影响生产;另如开采某部位料场砂料含量增加10%,这将导致天然料的筛分车间、洗砂车间增加处理1200t/hX10%=120t/h的砂料,如洗砂车间处理不够,将导致与超径石增加类似的结果,严重影响生产。
安谷水电站砂石系统按毛料平均级配组成比例计算,粗碎车间破碎处理能力约为265t/h,成品砂处理能力约为286t/h,在保持进料生产能力基本不变的情况下某时段检测粗碎车间和成品天然砂车间处理能力见下表:表2:粗碎车间处理能力表3:成品砂生产能力从上表看,如按平均毛料级配组成的比例配置设备,系统生产能力将无法满足生产要求,系统粗碎车间实际配备2台C110颚式破碎机,洗砂车间实际配备4台F15洗砂机,保证足够的生产能力富余是合理的。
2、设置料场调节破碎车间处理能力由于毛料的级配组成比例变化,实际破碎的骨料处理能力是一个随机变化的过程,如采用三段破碎工艺调节生产骨料,宜在中碎前设置调节料场,如采用两段破碎调节生产骨料,宜在细碎前设置调节料场。
以安谷水电站砂石加工系统为例,如超径石级配组成的比例增加10%,则每小时需增加处理约1200t/hX10%=120t/h的骨料,按每天生产14h计算,则每天增加处理的骨料约为1200t,折合为1200t/m3=750 m3,这就需要设置足够大的调节料场,将多余的骨料暂时缓冲存储在料场,在超径石含量百分率比平均值少的时候加工处理,这样可以平衡中碎、细碎的处理能力,保障生产的正常运行。
总之,工艺设计时需要仔细考虑毛料的比例变化,可通过调整设备进料处理能力或增加调节料场的方法予以解决。
合理选择破碎段天然料加工系统如采用破碎加工的砂石骨料来平衡成品骨料的级配,一般需要补充的是中石(20mm~40mm)和小石(5mm~20mm),大石(40mm~80mm)、特大石(80mm~150mm)常有富余,这就需要大石、特大石和超径石(>150mm)破碎成中石和小石。
系统工艺可采用三段破碎,也可以采用两段破碎。
采用三段破碎其实用范围较广,基本不受毛料最大粒径限制,采用二段破碎有其适应性的限制。
1、破碎机的适应性为生产中石和小石,一般中等以上可碎岩石采用细碎型圆锥破碎机。
砂石加工系统常用的各类破碎机排料口开度和出料最大粒径有其规律。
破碎机的排料开度与最大粒径之间的关系:e=d/Ze---------为破碎机的排料口开度,mm;d---------产品的最大粒径,mm;Z---------产品最大粒径与排料口开度的比值,参见表4:表4:破碎产品中大于排列口的粒径含量β和Z值的关系引自《水利水电工程施工组织设计手册》第4卷辅助企业第89-90页。
由上表可见,采用标准圆锥破碎机加工难碎岩石其最大粒径与排料开度的比值时,超排料口含量的比例为53%,加工中等破碎岩石其最大粒径与排料开度的比值为时,超排料口含量的比例为35%,易碎岩石其最大粒径与排料开度的比值为,超排料口的含量的比例为22%。
为生产中石(20mm~40mm)和小石(5mm~20mm)及以下粒径骨料,其排料口开度按控制最大粒径40mm估算,当为中等可碎岩石约为40/=21mm,当为难碎岩石约为40/=17mm。
实际水电工程细碎圆锥破碎机其常用的排料开度为17mm~25mm,并采用闭路循环破碎。
满足该排料开度尺寸范围内正常运行的圆锥破碎机比较合适做为细碎段破碎设备。
以水电工程砂石加工系统常用的美卓公司和山特维克公司细碎系列设备为例,其设备参数见表5:表5:细碎设备参数统计表以上设备排料口开度适合作为细碎设备,从表中可见其进料尺寸大致范围为≤150mm,基本限制加工为特大石及以下的粒径物料。
可见如需加工中石和小石,设备排料开度要在合适的尺寸下运行,确定了设备的排料尺寸由设备参数性质,基本就确定了加工料源的最大尺寸。
选择破碎机排料开度靠中间值的运行工况良好,调节生产时效果好,如在上限或下限长期运行,设备的维护工作量将增加,设备使用的经济性将降低,一般不选靠近破碎设备排料开度上限或下限尺寸工况下运行。
2、破碎比规律根据长期统计各类破碎设备的破碎比规律:i=D/dD------------进料中的最大粒径,mm;d-------------产品中的最大粒径,mm。
最大粒径除特殊注明者外,一般按过筛量为95%的筛孔尺寸计算。
常用破碎机的破碎比范围见下表:表6:常用破碎机的破碎比范围引自《水利水电工程施工组织设计手册》第4卷辅助企业第89-90页。
由以上常见破碎机的破碎比范围表,标准圆锥破碎机开路生产情况下其破碎比平均值为4,生产中石(20mm~40mm)和小石(5mm~20mm)及以下骨料,进料尺寸最大约为40mmX4=160mm,这与细碎型破碎机的进料最大开度尺寸基本一致。
破碎生产某种尺寸的成品骨料,生产料源即要满足合理的破碎比(根据岩石可碎性选择),也要满足设备的最大进料尺寸才能做到运行生产正常,否破碎机则将无法运行或运行效率低。
从上也可见为生产中石(20mm~40mm)及以下粒径骨料,其进料的料源最大粒径范围约为≤150mm,其实质为特大(80mm~150mm)和大石(40mm~80mm)作为料源。
3、破碎段选择(1)二段破碎根据以上破碎设备适应性和破碎比规律,破碎系统如采用二段破碎工艺,粗碎后的成品宜≤150mm才能在二段破碎工艺条件下生产中石和小石,即生产为特大或大石作为破碎生产中石和小石的源料。
如粗碎采用颚破开路生产的情况下,为保证出产品粒径尺寸基本小于150mm,假设为难碎岩石其排料口开度宜小于150mm/=86mm,假设为中等可碎岩石其排料口开度宜小于150mm/=100m,其进料的最大粒径假设按破碎比小值计算宜小于150mmx3=450mm;如采用圆锥破碎机生产,假设为难碎岩石其排料口开度宜小于150mm/=62.5m,假设为中等可碎岩石其排料口开度宜小于150mm/=78mm,其进料的最大粒径假设按破碎比小值宜小于150mmx3=450mm。
为保证进入二段细碎车间没有超径,往往需要一段粗碎车间采用闭路循环破碎或进一步减小排料口开度。
如不采用闭路生产而采用开路生产工艺,采用颚破需要减小排料口开度至60~85mm,采用圆锥破碎机要减小排料口开度至35mm~55mm才能基本保证产品中没有超径。
天然料卵石其强度一般较大,较大比例为难碎岩石。
粗碎如采用颚破,其进料范围较大,在采用蓖条筛分弃超径石的情况下进料尺寸能满足设备要求,同时需要排料口开度满足以上分析的排料开度尺寸大小,以美卓公司和山特维克公司的颚破系列产品为例,比较合适的为C80(排料口开度范围40mm~175mm)、JW806HD(排料口开度范围50mm~150mm)、JW906HD(排料口开度范围50mm~150mm),并宜采用闭路生产严格控制成品粒径。