有限元讲义
- 格式:doc
- 大小:1.68 MB
- 文档页数:65

张年梅有限元方法讲义全文共四篇示例,供读者参考第一篇示例:张年梅有限元方法讲义有限元方法是一种非常重要的数值计算方法,广泛应用于力学、电磁学、声学、地球物理学等领域。
张年梅是中国工程院院士、有限元方法的权威专家,他在有限元方法的研究和应用方面取得了很多成果。
他的有限元方法讲义成为了很多工程学子和研究人员学习的重要参考资料。
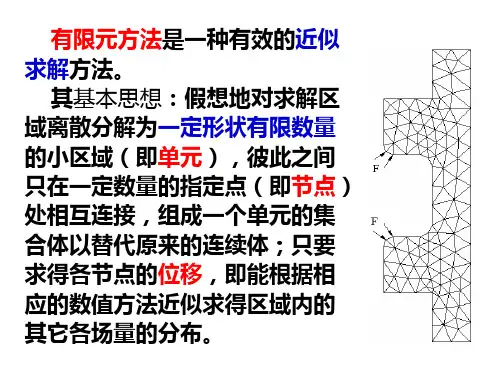
有限元方法是一种用数值方法解决复杂工程问题的工具。
它将实际工程问题抽象为有限个简单形状的单元,并通过适当的数学方法和计算机程序求解得到问题的近似解。
有限元方法的基本思想是将一个复杂的结构或领域分割成有限个简单的子结构或子域,然后在每一个子结构或子域上建立合适的数学模型,最后通过组合所有子结构或子域的模型获得整体结果。
张年梅有限元方法讲义详细介绍了有限元方法的基本原理、数学模型的建立和求解方法。
讲义先介绍了有限元方法的起源和发展历程,然后对基本概念和术语进行了解释,包括有限元模型、单元、节点、网格等。
接着讲义详细介绍了有限元方法的基本原理,包括离散化、变分原理、加权残差法、Galerkin法等。
有限元方法的数学模型的建立是有限元分析的关键步骤。
张年梅有限元方法讲义介绍了常见的结构、固体、流体、电磁等问题的有限元建模方法,包括线性弹性分析、非线性分析、热传导分析、流体动力学分析等。
在建立数学模型之后,有限元方法的求解方法也是十分重要的。
张年梅有限元方法讲义介绍了有限元方法的常用数值解法,包括直接法、迭代法、有限元展开法等。
有限元方法在实际工程问题中有着广泛的应用。
张年梅有限元方法讲义通过大量的案例和实例展示了有限元方法在结构分析、热力分析、电磁分析等领域的应用。
讲义还介绍了有限元方法在工程设计和优化中的应用,包括拓扑优化、材料优化、结构优化等。
张年梅有限元方法讲义是一部权威的、全面的有限元方法教材,受到了广大工程学子和研究者的欢迎和好评。
通过学习这本讲义,读者可以系统地了解有限元方法的基本原理和求解方法,掌握有限元方法在工程问题中的应用技能,为解决工程问题提供强有力的工具支持。

第1讲 抛物问题有限元方法1、椭圆问题有限元方法考虑椭圆问题边值问题:(1) ()⎩⎨⎧Ω∂∈=Ω∈=∆-x u x x f u ,0,问题(1)的变分形式:求()Ω∈10H u 使满足(2) ()()()Ω∈∀=1,,,H v v f v u a ()v u a ,的性质,广义解的正则性结果。
区域Ω的剖分,矩形剖分,三角剖分,剖分规则,正则剖分条件,拟一致剖分条件。
剖分区域上分片k 次多项式构成的有限元空间()Ω⊂10H S h 。
h S 的逼近性质,逆性质:∞≤≤≤≤≤≤-+-+p k k m uCh uI u pk m k pm h 1,1,0,,11,h h pm hqnp n l m ql hS v l m q p v Chv ∈∀≤∞≤≤≤---,,,1,),0(max ,这里,h h S u I ∈为u 的插值逼近。
问题(2)的有限元近似:求h h S u ∈使满足 (3) ()()h h h h h S v v f v u a ∈∀=,,,(3)的解唯一存在,且满足f M u h ≤1。
(3)的解()()∑==Ni i i h x u x u 1φ所满足的矩阵方程(离散方程组)形式:()()N j f u a jNi iji,2,1,,,1==∑=φφφ(4) f u K=刚度矩阵()()NN ji a K ⨯=φφ,的由单元刚度矩阵组装而成。
-1H 模误差分析:由(2)-(3)可得(5) h h h h S v v u u a ∈∀=-,0),(由(5)可首先得到()()1121,,u I u u u M u I u u u a u u u u a u u r h hh h h h h--≤--=--≤-则得到(6) 1,111≥≤-≤-+k uCh uI u C u u k k h h2L -模误差分析设210H H w ∈ 满足h h u u C w win u u w -≤=Ω-=∆-Ω∂2,0,,用h u u -与此方程做内积,由(5)式和插值逼近性质得到()()w u u A u u w A u u h h h,,2-=-=-()hhhh h h h u u u u Ch w u u Ch w I w u u C w I w u u A --≤-≤--≤--=12111,再利用-1H 模误差估计结果,得到 (7) 1,111≥≤-≤-++k uCh u u Ch u u k k hh最优阶误差估计和超收敛估计概念。
《刚塑性有限元法及其在轧制中的应用》1998年12月刚塑性有限元法及其在轧制中的应用1 本课程学习目的和要求1.了解现代轧钢生产和轧制技术的发展概况2.掌握现代轧制理论研究的基本任务;3.掌握刚塑性有限元的基本概念、基本理论和基本方法;2 本课程学习的主要内容1.刚塑性有限元的基本理论;2.刚塑性有限元有关技术问题的处理方法;3.求解轧制过程的刚塑性有限元程序。
3 本课程的基础和相关知识1.现代塑性加工力学:基本方程、变分原理、有限元基础知识;2.工程数学:矩阵分析、优化方法、数值分析;3.计算机基础知识:操作系统、FORTRAN语言和FORTRAN4.0编程软件。
4 讲课和学习方法1.课堂讲授:基本概念、基本理论、基本方法及程序剖析;2.课外自学:消化理解、阅读程序;3.上机实践:调试程序。
1 绪论1.1 现代轧制理论研究的发展概况轧制过程的理论研究与轧钢生产发展的实际需要密切相关。
20世纪60年代以前,为了适应手工操作和单体设备为主的轧钢生产过程,轧制理论主要解决轧制力、力矩、功率、宽展和前滑等参数的近似计算问题。
轧制理论的主要进展是提出了卡尔曼和奥罗万方程,采用一些假设条件推导出轧制力和宽展等公式,逐步形成了以工程法为核心的传统轧制理论体系。
20世纪60年代以后,随着轧钢生产和轧制技术的飞跃发展和用户对产品质量要求的日益提高,以计算机为工具,以现代数值分析方法的为特征的现代轧制理论得到了迅速发展。
1.1.1 现代轧钢生产和轧制技术的发展现代轧钢生产大体可分为两个阶段:20世纪50~70年代—发展趋势是大型化、高速化和连续化;1960年以前建立了较多热带钢轧机,特点辊身范围1120~2490mm,年生产能力100~200万吨,带钢卷重6~14吨,最大精轧速度为10~12m/s,技术进步是将AGC应用于精轧机;20世纪60~70年代,轧机向现代化技术方面发展,同时连铸技术发展成熟。
大型连铸坯、步进式加热炉、大型化的粗轧机、7机架精轧机组、AGC、升速轧制、层流冷却技术以及轧制过程计算机控制的全面应用。
60年代美国建设了11套热带钢轧机,其中10套不同程度地采用计算机控制,日本到1971年共建19套热带轧机,14套采用计算机控制。
20世纪80年代以后—轧钢生产主要向提高产品质量、降低消耗、优化轧制过程、开发新钢材和新品种方向发展。
(板形、厚度及超级钢)我国1957年鞍钢建设了第一套2800/1700mm半连续式板带钢轧机,此外,我国还有辊身长度在1422mm以上的热轧宽带钢轧机8套、薄板坯连铸连轧带钢轧机3套。
武钢、本钢1700mm3/4连续式热带钢轧机各一套,宝钢2050mm3/4连续式热带钢轧机,攀钢1450mm半连续式热带钢轧机,太钢1549 mm半连续式热带钢轧机,梅钢1422mm全连续式热带钢轧机,宝钢1580、鞍钢1780mm半连续式热带钢轧机各一套,珠钢1500、邯钢1900和包钢1750薄板坯连铸连轧带钢轧机各一套。
轧钢生产的发展促进了轧制技术进步。
例如,连铸技术、连铸直接轧制技术(CC-DR)、连铸热装直接轧制技术(CC-HCR),AGC、AFC、ATC和SFR及无头轧制技术等。
1.1.2 现代轧制理论研究的基本任务金属成型是一个十分复杂的变形过程,材料的特性、变形速度、变形程度、变形温度、摩擦条件、工具及工件的形状和尺寸等因素,对成型过程均有一定的影响。
传统的轧制理论一直把板带轧制过程简化为平面变形,求得总的轧制力和平均变形;现代板形控制技术则需要掌握板带轧制过程轧制力横移分布及金属流动规律;过去变形温度一般取道次轧件的平均温度,现代热连轧技术不仅了解轧件的横向温差,还要掌握炉底水印造成的纵向温差,同时考虑轧辊的温度变化和变形;过去型钢孔型设计主要依靠经验进行,现代轧制过程优化设计则需要对孔型轧制时的金属流动进行精确计算。
随着现代轧钢生产和轧钢技术飞跃发展,现代轧制理论研究的基本任务概括如下:(1)求解轧制变形区中各种分布量,如应力场、应变场、速度场和温度场等,为板形板厚控制和型钢孔型设计提供理论基础。
(2)对轧制过程中工具及工件的温度与变形进行综合研究,为钢的高精度轧制及轧机的高精度控制服务。
(3)对轧件不均匀变形及轧件头尾不稳定变形过程的理论研究,为提高产品质量和成材率、进一步优化轧制规程服务。
(4)提高轧制过程参数的理论解析精度,建立和完善控制轧制过程的数学模型。
(5)开展轧制过程热力学及冶金学参数的综合研究,对轧制过程的变形温度、变形程度、金属的微观组织及产品的最终性能进行综合模拟,实现根据产品使用进行钢材成份及轧制过程的预设计。
温度模型、再结晶模型、奥氏体演变模型、组织与性能对应模型以工程法为核心的传统轧制理论对上述问题的解析是极为困难的甚至是不可能的。
随着计算机技术的迅猛发展和有限元理论的丰富与完善,有限元法已经成为现代塑性加工过程分析的卓有成效的数值解析方法。
1.2 轧制理论数值方法1.2.1 初等理论中的数值方法采用有限差分方法求解卡尔曼或奥罗万方程。
基本思想:在变形区内取微元体,建立力平衡微分方程,然后在变形区内进行差分网格划分,在已知边界条件下,采用差分方法求解微元体上的力平衡方程。
特点:能够定性地得出变形区中的轧制力和金属流动规律,但计算精度有待于进一步提高。
1.2.2 滑移线理论及其数值解法滑移线法:把轧制过程变形区划分为一系列由滑移线族组成的滑移线网络,每条滑移线均为达到屈服切应力k,根据Henky应力方程可以确定变形区的应力场。
近年来,利用计算机可以形成金属变形区的滑移线网络,并计算相应的滑移线场。
特点:滑移线法只能处理理想刚塑性体平面变形或轴对称变形问题,对三维变形问题、温度和材料性质参数分布不均问题是无能为力的。
1.2.3 能量法及其数值解法能量法的基础是刚塑性材料的变分原理。
基本思想:给定边界条件→设定含有待定参数的运动许可速度场或静力许可应力场→建立相应能量泛函并使其最小化→确定待定参数→得到真实的速度场→由塑性力学基本关系求出变形及力能参数→得到变形区内的应变场。
特点:能量法可以求解三维变形问题,直接得出变形功率、转矩和由速度场决定的宽展、前滑,由于不能直接得出静水压力,所以不能直接得出应力分布。
此外,能量法也难以处理温度、变形抗力等不均匀分布的问题。
1.2.4 弹塑性有限元法弹塑性有限元法分析金属成型时采用弹塑性材料本构关系,考虑历史的相关性,在求解时需要采用增量加载,在每一个加载步中,只能有少数单元从弹性状态进入塑性状态,以便减小计算误差,因此,所需计算机的容量较大、计算时间长。
特点:不仅可以求解塑性区的扩展、应力、应变分布,而且可以有效地处理卸载问题,计算残余应力和残余应变分布。
其缺点是存在积累误差,所需计算机的容量较大,计算时间长。
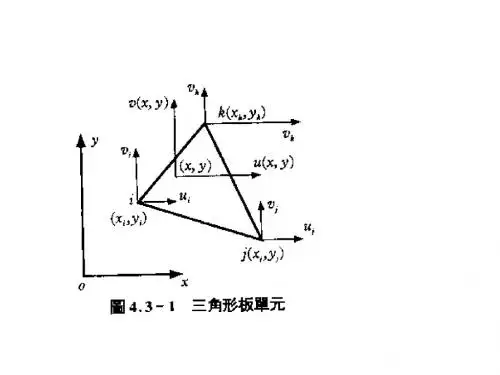
2 刚塑性有限元法的基本理论2.1 有限元法的基本概念有限元法是把工件划分成有限结点相连接的单元,以结点上的速度(位移)作为未知量,利用最小能原理求解相应的方程组确定此未知量,按结结点速度与单元内部应变以及单元内部应力之间的关系确定各单元的应力、应变分布。
2.2 刚塑性有限元法及基本思想用有限元方法分析金属塑性成型过程时,采用刚塑性材料本构模型进行求解就是刚塑性有限元法。
由于金属塑性成型过程中,弹性变形与塑性变形相比所占比例很小,例如当压下率大于10%时,冷轧钢的弹性变形一般不大于总变形量的5%;热轧钢的弹性变形不大于总变形量的1%,因而忽略弹性变形的影响,采用刚塑性材料本构模型进行求解,能够得到令人满意的精度。
刚塑性有限元法的基本思想:从刚塑性材料的变分原理出发,按有限元模式把能耗率泛函表示为节点速度的非线性函数,利用数学上的最优化理论得出满足极值条件的最优解,即使总能耗率取最小值的运动许可速度场,根据塑性力学的基本关系和本构方程得出应变速度场、应力场以及变形和力能参数。
2.3 刚塑性材料模型金属成型过程中,材料变形的物理过程非常复杂,为了便于数学处理,必须做出一些假设,把变形中的某些过程理想化。
用刚塑性有限元法分析材料大变形问题时,材料满足下列基本假设:1.材料均质各向同性;2.忽略材料的弹性变形,不计体积力与惯性力;3.材料的变形流动服从Levy—Mises流动理论;4.材料的体积不变或微可压缩。
材料模型的选择直接关系到分析方法、求解过程的复杂程度和解的精度。
根据变形程度和变形速度对变形抗力的影响及材料体积不变或微可压缩条件,刚塑性有限元法中常用的材料模型有理想刚塑性材料、刚塑性硬化材料和体积可压缩材料三种。
2.3.1 理想刚塑性材料模型理想刚塑性材料模型的基本假设如下:1.材料均质各向同性;2.忽略材料的弹性变形,不计体积力与惯性力;3.材料的变形流动服从Levy—Mises流动理论;4.材料的体积不变;5.不考虑加工硬化和变形抗力对变形速度的敏感性。
理想刚塑性材料的应力应变关系如图2-1所示。
从图中可见,理想刚塑性材料的应力应变关系为一条平行于应变轴的水平直线。
只要等效应力达到一恒定值,材料便发生屈服,且材料在整个变形过程中屈服应力不再发生变化。
图2-1 理想刚塑性材料的应力应变关系理想刚塑性材料模型是对真实变形材料的极为简化的处理,后面可以看到,采用这种模型进行能量积分时,可以把等效应力做为常数提到积分号之外,从而使积分过程得到简化。
实际上在轧制变形区中,由于轧件各点的温度、变形速度和变形程度的不同,屈服应力相差很大,在整个变形区内采用理想刚塑性材料模型必然会给计算结果带来误差。
因此,用有限元法求解时,把变形区划分成足够多的单元,可以认为每个单元内的温度、变形速度和变形程度相同,在每个单元内采用理想刚塑性材料模型,不同单元采用不同的屈服应力,这样处理才能得到比较接近实际的结果。
2.3.2 刚塑性硬化材料模型 一般情况下,真实金属材料的变形抗力随着变形程度的增加而增加,即产生所谓的加工硬化现象。
对于速率敏感性材料或在高温下变形的金属材料来说,变形抗力还要随变形速度的增加而增加。
在理想刚塑性材料模型的基础上,考虑加工硬化和变形速度的影响,便可得到刚塑性硬化材料模型。
刚塑性硬化材料基本假设如下:1. 材料均质各向同性;2. 忽略材料的弹性变形,不计体积力与惯性力;3. 材料的变形流动服从Levy —Mises 流动理论;4. 材料的体积不变;5. 考虑加工硬化和变形抗力对变形速度的敏感性。
刚塑性硬化材料的应力应变关系如图2-2所示。
图2-2 刚塑性硬化材料的应力应变关系对于刚塑性硬化材料来说,当材料的化学成份和物理状态一定时通常把变形抗力可以表示成变形温度、变形速度和变形程度的函数: (,,) s f T σεε= (2-1)求解轧钢过程时,由于冷轧与热轧时钢的状态相差很大,所以采用不同形式的变形抗力模型。