胺液再生装置的腐蚀与防护
- 格式:pdf
- 大小:718.19 KB
- 文档页数:4
炼油企业胺液存在的问题及改进措施摘要:在调查的基础上,对几个炼油企业胺液装置的运行状况,从胺液系统数目、胺液循环量、胺液浓度、胺液硫化氢含量等几个角度,对胺液发泡、设备腐蚀等问题进行了详细的分析,并对胺液系统的集成、增加净化设施、规范胺液运行操作、使用新型脱硫剂、抗堵、抑泡塔板等进行了改进。
关键字:胺液系统硫化氢热稳盐脱硫1操作分析为提高企业胺液系统的运转效率,减少能耗和物耗,消除安全隐患,对几个炼油厂的胺液系统数量、胺液循环量、胺液浓度和能耗进行了调查研究。
为便于说明,每个公司都被编上了号。
通过调查发现,各个企业胺液系统总体上都有较好的工作表现,在脱除干气、液化气等产品硫化氢的工艺过程中起到了很大的影响,大部分企业根据生产装置的特点,将胺液系统进行了集成,在相同的原油处理量和硫含量下,企业对胺液浓度进行了较高的控制,胺液循环量较低,胺液的优化工作进行得比较好。
而个别的生产厂家则出现了胺液体系分散,胺液浓度偏低,胺液循环流量偏大,胺液体系腐蚀严重,胺液泡沫冲床等问题。
1.1有机胺溶液浓度低,循环量大胺液循环流量的大小直接关系到操作的能耗,增加胺液的浓度可以降低操作的能耗,从而降低操作的能耗。
将生产中的胺水溶液的平均浓度与胺水溶液体系的复合系数进行了相关分析。
胺液的平均浓度与体系的复合系数整体上呈现出显著的负向关系,胺液的集中再生和纯化有利于体系的进一步发展。
在国际上,有机胺溶液中, MDEA的质量含量一直在45%-55%之间。
1.2稀溶液中H2S含量高,浓溶液中H2S含量低胺液体系通常是“分步吸附+集中式再生”,也就是使用一套胺液循环体系,在不同单元内,不同单元内的贫胺和富胺体系内,H2S浓度相差很大。
再生后的胺水(稀水)中H2S含量较高,其原因是胺水循环量过大,超负荷,并且采用了一些降低重沸器能耗的方法,因此,为了确保脱硫的效果,需要不断地提高胺水循环量,从而造成了一个恶性循环。
由于部分吸收塔的低酸气浓度,低操作压力,高胺液温度,高胺液循环流量,再生后的贫胺液品质基本一致,而各个脱硫塔富胺液中H2S的浓度却有很大差别,这就导致了“富液不富”,从而导致了能源的浪费。
胺法脱硫装置的腐蚀与防护摘要:由于胺法脱硫设备本身的特殊性,因此极易受到各种介质的影响,例如硫化氢、水、硫氢铵、碳酸氢铵、胺降解产物、热稳定盐等,都会对其造成设备腐蚀。
而腐蚀形态则包含均匀腐蚀、冲刷腐蚀、氢鼓包、应力腐蚀等。
本文通过对其腐蚀形式的分析,有效阐述了材料选择、设计条件、严格的操作控制、合理的工艺保护等方面,并以此保证了设备的安全稳定运行。
关键词:胺法脱硫; 热稳态盐腐蚀; 氢致开裂;1.胺法脱硫脱碳工艺的发展概况胺法脱硫作为天然气和炼厂气脱硫脱碳中应用最为广泛的工艺,其在合成氨工业方面以及气制备下游产品的工业当中,也具有相当活跃的应用性。
而主要应用原理便是依靠酸碱反应来吸收酸气度,并在升温时将其有效排出,其本身具有净化度高、适应性宽、应用广泛、经验丰富等优点。
而由于近年来,因大气污染所产生的防治问题、能源节约问题及气田的高硫化发展,都给脱硫脱碳的技术设立了新的挑战。
结合以上情况来看,研究者们在胺液选用、醇胺溶液纯度维持及再生、工艺设计和操作的改进方面都进行了大量研究工作。
国内外在对于复合醇胺法(配方型溶剂)的研究上,都取得了一定稳步的发展情况,与之前应用的单一醇胺法相比,其具备了脱酸更深、可脱除有机硫等优点。
而配方型溶剂按其不同的功能大致可分为以下三类,分别是:加强选吸型、脱硫脱碳型以及脱有机硫型,需根据原料气组成、净化要求等来选择不同配方并投入使用。
2.醇胺法的工艺流程乙醇胺法脱碳工艺主要包括吸收、闪蒸、换热和汽提四个环节。
其中,吸附部分的工作内容为:将塔中经醇胺液进行吸收后再展开二次释放。
并将其与原料气体展开接触,使其脱除酸气达到所需的指标或要求;而闪蒸工艺的工作原理则是主要利用吸收了酸性成分醇胺溶液中的部分碳氢化合物,在其吸收酸性成分之后,在使用闪蒸方法去除;而其中的传热技术则是从循环冷却器中排出的贫液热进行回收。
而再生则是通过加热将富液体(即含酸度高的醇胺溶液)中所吸收的酸性物质分解后并转化成贫液进行回收利用。
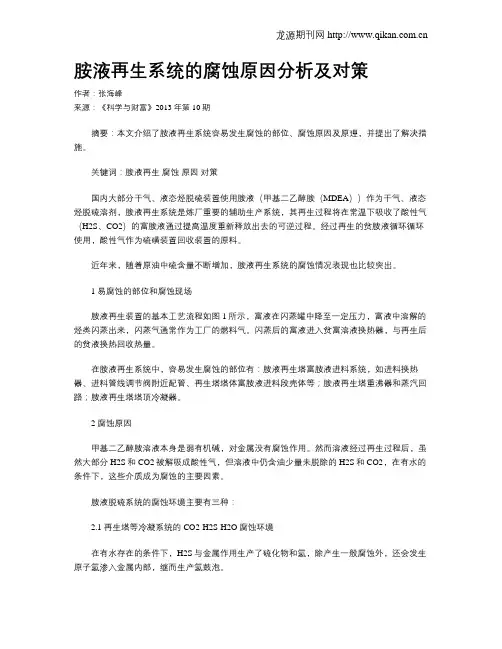
胺液再生系统的腐蚀原因分析及对策作者:张海峰来源:《科学与财富》2013年第10期摘要:本文介绍了胺液再生系统容易发生腐蚀的部位、腐蚀原因及原理,并提出了解决措施。
关键词:胺液再生腐蚀原因对策国内大部分干气、液态烃脱硫装置使用胺液(甲基二乙醇胺(MDEA))作为干气、液态烃脱硫溶剂,胺液再生系统是炼厂重要的辅助生产系统,其再生过程将在常温下吸收了酸性气(H2S、CO2)的富胺液通过提高温度重新释放出去的可逆过程。
经过再生的贫胺液循环循环使用,酸性气作为硫磺装置回收装置的原料。
近年来,随着原油中硫含量不断增加,胺液再生系统的腐蚀情况表现也比较突出。
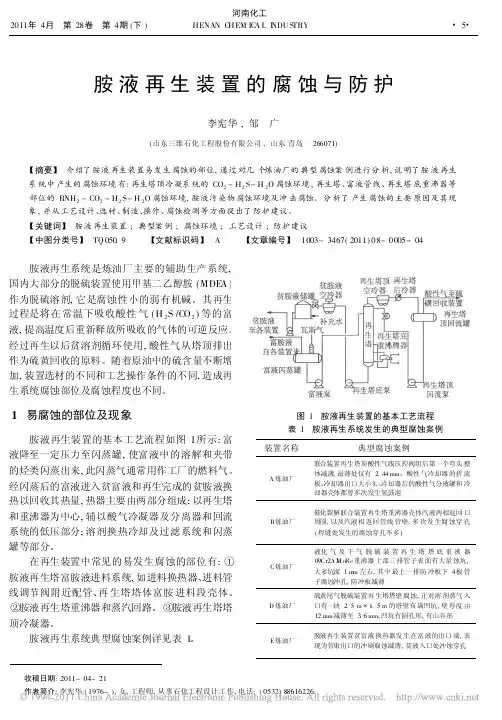
1 易腐蚀的部位和腐蚀现场胺液再生装置的基本工艺流程如图1所示,富液在闪蒸罐中降至一定压力,富液中溶解的烃类闪蒸出来,闪蒸气通常作为工厂的燃料气。
闪蒸后的富液进入贫富溶液换热器,与再生后的贫液换热回收热量。
在胺液再生系统中,容易发生腐蚀的部位有:胺液再生塔富胺液进料系统,如进料换热器、进料管线调节阀附近配管、再生塔塔体富胺液进料段壳体等;胺液再生塔重沸器和蒸汽回路;胺液再生塔塔顶冷凝器。
2 腐蚀原因甲基二乙醇胺溶液本身是弱有机碱,对金属没有腐蚀作用。
然而溶液经过再生过程后,虽然大部分H2S和CO2被解吸成酸性气,但溶液中仍含油少量未脱除的H2S和CO2,在有水的条件下,这些介质成为腐蚀的主要因素。
胺液脱硫系统的腐蚀环境主要有三种:2.1 再生塔等冷凝系统的CO2-H2S-H2O腐蚀环境在有水存在的条件下,H2S与金属作用生产了硫化物和氢,除产生一般腐蚀外,还会发生原子氢渗入金属内部,继而生产氢鼓泡。
在腐蚀反应进行时,H2S阻碍饿了原子氢集合成氢的过程,引起原子氢在碳钢中扩散,正常情况下,这种腐蚀是均匀的,但这种腐蚀的发生会随着温度的升高而加剧。
游离的或化合的CO2均能引起腐蚀,有均匀腐蚀,也有局部腐蚀。
60℃以下钢铁表面存在少量软而附着力小的FeCO3腐蚀产物,金属表面光滑,呈现均匀腐蚀。

aMDEA脱碳改造后再生系统腐蚀原因及防护方法探讨1 概述300kt/a合成氨装置的脱碳系统由low heatbenfield(低热苯菲尔特)改造为aMDEA(活化甲基二乙醇胺)脱碳后,系统能力扩大50%,再生系统压力提高1/3。
除循环量高于设计值外,系统运行基本稳定,脱碳能力满足要求,净化气中CO2微量一般仅100ppm。
但在运行一年后,已经正常使用近30年的CO2输送管线以及再生塔出口二氧化碳水冷器、分离器开始出现严重腐蚀,碳钢材料出现大量的坑蚀,并伴随着二氧化碳水冷器中下部的腐蚀穿孔。
CO2输送管线分离出来的液体水中铁离子高,无法进行回收,给系统安全运行带来很大影响。
2 CO2腐蚀机理最先,我们认为腐蚀的原因为再生系统操作压力上升,CO2分压提高,CO2溶解度上升,导致酸性腐蚀加剧。
二氧化碳溶于水后对部分金属材料有极强的腐蚀性,由此而引起的材料破坏统称为CO2腐蚀。
CO2腐蚀典型的特征是呈现局部的点蚀、癣状腐蚀和台面状腐蚀。
一般认为二氧化碳分压是二氧化碳腐蚀的直接影响因素。
对于普通钢和低合金钢,腐蚀速率可用Dc.Waard的“最坏情况”经验公式来计算,不过该公式只能用来估算没有形成膜的裸钢最坏的情况下的腐蚀速度,而不能反映出流动状态、合金元素等对腐蚀速度的影响。
lgv=0.671g P CO2+C该方程式表明了腐蚀速率(v)与二氧化碳分压(P CO2)及温度校正系数(C)的关系,当二氧化碳分压低于0.2MPa且温度低于60℃时,测量结果与计算结果基本一致。
进一步分析CO2腐蚀机理为:二氧化碳腐蚀破坏行为在阴极和阳极处表现不同,在阳极处铁不断溶解导致了均匀腐蚀或局部腐蚀,表现为金属材料的壁厚变薄或点蚀穿孔等局部腐蚀破坏;在阴极处二氧化碳溶解于水中形成碳酸,释放出氢离子。
氢离子是强去极化剂,极易夺取电子还原,促进阳极铁溶解而导致腐蚀,同时氢原子进入钢中,导致金属构件的开裂。
众多实验研究结果一致认为,在常温无氧的二氧化碳溶液中,钢的腐蚀速率受析氢动力学控制。
溶剂再生装置胺液系统热稳定盐脱除与腐蚀防护【摘要】胺液溶剂再生脱硫装置包括两套再生系统,供上游装置脱硫使用。
胺液杂质多,热稳定盐含量高降低了脱硫效率,对系统产生了严重腐蚀。
必须通过热稳定盐的脱除来提高溶剂活性,降低系统腐蚀。
【关键词】胺液系统腐蚀热稳定盐1.腐蚀产物的产生和危害1.1胺液系统流程简介辽阳石化溶剂再生系统设计循环总量500t/h,外送贫液至上游干气脱硫、液化气脱硫、循环氢脱硫、恶臭气体脱硫和火炬气脱硫等,系统流程复杂。
近期胺液系统发生设备和管道腐蚀,部分塔还发生了发泡现象。
可以判断溶剂系统受到了降解和污染,腐蚀产物主要为固体污染物和热稳定盐。
1.2腐蚀产物的原因1.2.1上游装置多,胺液中存在微量沉淀受到污染,随着污染物(或机械杂质)以及降解产物的积累进一步加剧胺液的劣化降解,形成热稳定盐。
原料气夹带CO、催化剂粉尘、CO、CS2等进入胺液形成热稳定盐阴离子。
1.2.2含硫烃类气体的氧化和衍生物形成热稳定盐阴离子。
1.2.3胺液净化系统能力严重不足,200t/h溶剂再生胺液净化处理能力为2t/h,300t/h溶剂再生胺液净化处理能力为0.3t/h,远远达不到净化处理500t/h胺液系统(且总藏量3800t)的要求。
1.2.4胺液有部分发泡现象,在某循环氢脱硫装置发泡严重。
部分发泡的溶剂消泡后携带阴离子进入胺液中,形成热稳定盐。
1.3危害1.3.1冲刷腐蚀:固体颗粒虽管道不断循环,在流速快的区域,尤其是弯头、变径处对薄弱部位产生严重腐蚀。
1.3.2热稳定性盐(HSS)腐蚀:HSS的生成与积累是导致碳钢设备腐蚀加剧的重要原因。
常见阴离子有:草酸根离子、甲酸根离子、乙酸根离子、氯离子、氰根离子。
这些离子与碳钢表面的FeS钝化层反应,形成相应的铁络合物,加速钝化层的破坏,形成管道腐蚀和设备腐蚀,降低设备使用寿命。
FeS + HSS- =FeHSS + S2-。
1.3.3降低胺液对酸性气体的吸附能力,造成吸收效果下降,净化尾气不达标。
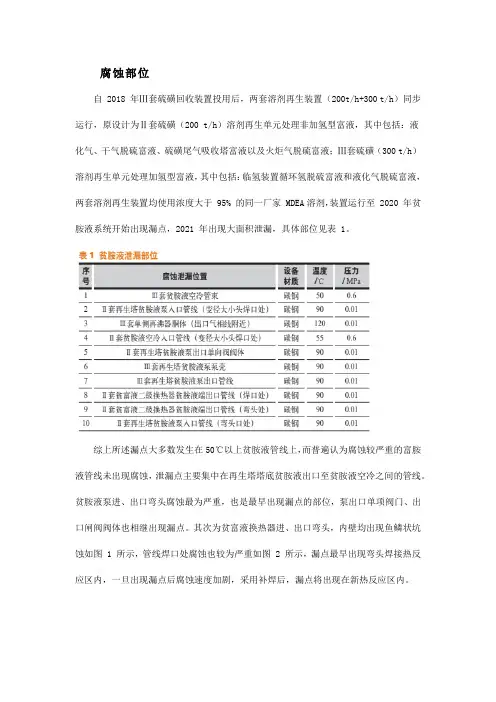
腐蚀部位自 2018 年Ⅲ套硫磺回收装置投用后,两套溶剂再生装置(200t/h+300 t/h)同步运行,原设计为Ⅱ套硫磺(200 t/h)溶剂再生单元处理非加氢型富液,其中包括:液化气、干气脱硫富液、硫磺尾气吸收塔富液以及火炬气脱硫富液;Ⅲ套硫磺(300 t/h)溶剂再生单元处理加氢型富液,其中包括:临氢装置循环氢脱硫富液和液化气脱硫富液,两套溶剂再生装置均使用浓度大于 95% 的同一厂家 MDEA溶剂,装置运行至 2020 年贫胺液系统开始出现漏点,2021 年出现大面积泄漏,具体部位见表 1。
综上所述漏点大多数发生在50℃以上贫胺液管线上,而普遍认为腐蚀较严重的富胺液管线未出现腐蚀,泄漏点主要集中在再生塔塔底贫胺液出口至贫胺液空冷之间的管线。
贫胺液泵进、出口弯头腐蚀最为严重,也是最早出现漏点的部位,泵出口单项阀门、出口闸阀阀体也相继出现漏点。
其次为贫富液换热器进、出口弯头,内壁均出现鱼鳞状坑蚀如图 1 所示,管线焊口处腐蚀也较为严重如图 2 所示,漏点最早出现弯头焊接热反应区内,一旦出现漏点后腐蚀速度加剧,采用补焊后,漏点将出现在新热反应区内。
腐蚀机理及分析设计缺陷,材质等级偏低,焊接热处理效果差两套胺液再生塔底重沸器及其出口管道的材质分别为:Ⅱ 套重沸器壳体为容器钢外壳加上不锈钢衬里(Q245R+022Cr17Ni12Mo),管束为不锈钢(0Cr17Ni12Mo2),Ⅲ套重沸器壳体为容器钢(Q245R),管束为不锈钢(S31603)。
对比之下,Ⅲ套重沸器碳钢外壳出现漏点,而Ⅱ套不锈钢外壳腐蚀情况良好。
说明Ⅱ套溶剂再生重沸器不锈钢衬里具有耐腐蚀作用,未发生腐蚀泄漏情况。
两套溶剂再生贫、富胺液管道均采用碳钢材质,碳钢材质在C O2—H2S—H2O 环境下腐蚀速率较快,可引起、氢鼓泡、氯脆和应力腐蚀开裂。
贫胺液的高流速和紊流释放的酸性气,引起碳钢表面的硫化物保护层破裂,C O2—H2S—H2O腐蚀环境在H2S 和 C O2溶液中含有H+、H S-、S2-和 HS 分子,对金属腐蚀为氢去极化作用,其反应如下。
氨储罐管理制度及预防措施液氨是一种无色和带有刺激性气味的气体,易溶于水,易燃,但不自燃。
浓度10%以上的氨属于毒品法规定以内,并被视为二级毒品。
如果发生氨泄漏将对人体有极大的影响。
气态氨严重刺激眼角膜、呼吸道和皮肤。
氨中毒会造成肺水肿(肺泡积水)和呼吸困难,只需几分钟之后,氨就会对脑组织带来中毒的影响,接着就是活动减弱和痉挛。
在痉挛减轻之后会出现听觉下降,眼睛局部受伤时可导致角膜炎,并造成失明。
吸入氨蒸汽会引起喉咙疼痛,鼻腔刺痛、阵咳窒息、眩晕、胸部阵痛、头痛恶心、浑身不适。
在大量吸入氨时会造成肺水肿,过量会造成死亡。
对皮肤的局部影响症状为发红、起水泡。
口腔吸入氨水溶液会引起口腔和食道剧烈疼痛、咳嗽、吐血和便血。
液氨是剧毒品,一旦发生泄漏事故,后果不堪设想,轻者造成人身的伤害,同时也对工厂的设备造成化学腐蚀。
重者造成人员伤亡及生产停车事故。
因此,做好液氨储罐的安全管理工作,直接关系到净煤气的安全、连续、稳定、优质、高效。
液氨储罐的安全管理及事故预防措施:一、液氨储罐的安全管理液氨储罐属于Ⅲ类压力容器。
气化厂对液氨储罐的管理采用了系列化的三级管理方法:总厂级主管部门(机动处) - 分厂级管理- 车间级管理。
实行分级负责,层层落实包保责任制。
有专业部门对全厂氨吸收制冷系统的液氨储罐实行定期的检验,并将大容量的液氨储罐列为了重大危险源的安全管理,做为工厂安全监察的重点工作。
液氨储罐的液氨贮存量一般留有10%-20%的空间,这样可有效保证液氨储罐安全使用。
十多年来,气化厂始终将液氨储罐的安全列为生产中的头等大事,尤其在夏季高温时,采用有效的降温,在储罐上设置了水幕喷淋的办法,从而确保了液氨储罐的安全使用。
每年专业部门都对系统内的液氨储罐实行安全技术检验及安全评价,使液氨储罐的使用始终处于受控状态。
二、液氨储罐的安全阀安全阀是液氨储罐的主要附件,装在每个液氨储罐上的2个安全阀,是为了保证液氨储罐在超压情况下得到保护,液氨储罐的设计压力为2.5MPa,安全阀的开启压力为2.0 MPa,液氨系统的最高工作压力为1.65 MPa。
影响溶剂再生装置运行的若干问题及对策分析陈育坤酸性水车间玉门炼厂30万吨/年溶剂再生装置是由青岛英派尔化学工程有限公司设计,于2005年建成,2006年投产运行,其任务是将上游脱硫装置产生的富胺液中的H2S解析分离后,再生为贫胺液,再将贫胺液输送至脱硫装置作为脱硫溶剂,形成富胺液,往复循环。
作为全厂富胺液的集中再生装置,其运行的好坏对上游脱硫装置的产品质量以及环境保护有着重大的影响。
1影响装置长周期高效运行的若干问题1.1富胺液时常带烃严重,闪蒸烃压力超高上游脱硫装置时常出现富胺液带烃严重的现象,而且由于脱硫与再生分布于不同的装置,操作与协作上的不一致,导致持续时间较长,多次引起硫磺发黑现象,严重的影响装置的安全平稳操作和产品质量。
闪蒸烃设计生产中一路进入焚烧炉燃烧,一路可以改入酸性气缓冲罐后的放火炬线燃烧。
严重带烃的富胺液经换热后温度高达95℃以上,进入闪蒸罐闪蒸分离后,产生大量闪蒸烃,若引入燃烧炉,致使燃烧炉负荷过大,炉膛超温,形成不安全因素;若放火炬燃烧又由于闪蒸烃压力高,易串入酸性气缓冲罐,致使酸性气中烃含量过高,所以因排放后路受限造成闪蒸罐压力超高;同时部分没有被闪蒸分离的烃会进入再生塔和胺液中,严重的破坏再生的操作,塔顶酸性气烃含量大幅增加,同时将导致胺的降解、发泡,对下游制硫单元和上游脱硫装置的操作和产品质量造成极大的影响。
1.2脱硫后产品硫含量严重超标,贫胺液品质差。
装置生产运行多年来,一直存在脱硫后液态烃、高低压瓦斯和再生贫胺液中H2S含量严重超标不合格现象,虽经多次协作优化调整操作,但并未取得根本改观。
1.2.1脱硫剂的选择与质量的优劣是影响脱硫效果的首要因素。
目前,国内常用的脱硫溶剂为醇胺类,主要有单乙醇胺(MEA),二乙醇胺(DEA),二异丙醇胺(DIPA),N-甲基二乙醇胺(MDEA)和以MDEA为主体的复合配方型脱硫剂,其分子结构中至少包含有1个羟基和1个胺基。
前者的作用是降低化合物的蒸汽压,并增加其水溶性;而后者则为水溶液提供必要的碱度,促进对酸性气体组分的吸收。
液氨储罐腐蚀分析与防止措施姓名:XXX部门:XXX日期:XXX液氨储罐腐蚀分析与防止措施氨是一种重要的化工产品和工业原料,广泛应用于炼油、化工、农业、制药、制冷等工业。
为便于储存和运输,合成氨厂生产的产品氨通常是将氨气加压或降温处理成液氨,液氨储罐作为一种特殊的压力容器,在这些行业也广泛使用。
多年来对液氨储罐的使用和检验发现,这类储罐很少发生强度破坏,大多数是由腐蚀裂纹引起的腐蚀破坏。
根据多年实践,本文对液氨储罐可能引起腐蚀的几个方面进行分析,并提出了相应的防护措施,以防止腐蚀的发生。
1液氨储罐的腐蚀特征通过对各类液氨储罐的开罐检查发现,储罐内表面焊缝区的腐蚀裂纹比较严重,且多数出现在环焊缝上,裂纹断口没有塑性变形,呈现出典型的脆性裂纹特征。
裂纹多数为浅而长的表面裂纹,且有明显的分支,主干裂纹与焊缝方向垂直,尤其在手工电弧焊的引弧处和收弧处、T型接头处及封头环缝与筒体纵焊缝交叉部位,裂纹更严重。
磁粉检测发现,焊缝裂纹呈树枝状,主干裂纹多呈线性,分支较短,端部较尖锐,根部稍宽。
2液氨储罐腐蚀分析储罐里面的液氨是经过加压或降温而转化成的液化气,它的操作压力就是大气温度下的饱和蒸气压。
操作温度和操作压力随气候变化而波动。
《压力容器安全技术监察规程》规定,无保温或保冷、盛装低压液化气体的常温储罐,设计温度均取50℃,最高工作压力取所装介质在50℃时的饱和蒸气压力。
而广东地区夏天的最高室温一般不会超过40℃,40℃下氨的饱和蒸气压为1155MPa,通常操作压力为018~112MPa,第 2 页共 6 页故储罐一般不会因超载而发生强度破坏。
由于液化气的膨胀系数非常大,为水的数十倍,如果液体充满储罐,储罐内的压力就不再是蒸气压,而是液体的膨胀压力。
储罐的工作压力直接受温度的影响,温度每升高1℃,液氨储罐的压力就可升高11316~11875MPa,温度只要升高3~5℃,储罐就会因严重超载而爆炸。
因此,《压力容器安全技术监察规程》规定了储罐在不同充液温度下的装量系数,以保证储罐内有足够的气体空间。
基于溶剂再生装置胺液净化技术分析发布时间:2021-07-12T16:10:18.590Z 来源:《科学与技术》2021年第8期作者:南棋棋[导读] 胺液净化技术,是现代化工领域的重要试验技术,对化工产业的建设发展和发展起到重要的影响作用南棋棋中石油云南石化有限公司云南安宁 650300摘要:胺液净化技术,是现代化工领域的重要试验技术,对化工产业的建设发展和发展起到重要的影响作用。
本文以溶剂再生装置胺液净化技术为主要研究对象,针对胺液净化技术进行多角度、多层次、多内容的分析和论述,结合笔者多年从事胺液净化技术领域的科研经验,提出一系列行之有效的应用策略和净化办法。
仅供参考。
关键词:溶剂再生装置;胺液;化学反应引言:胺液净化技术,主要将胺液中的化合物进行脱硫工艺,实现胺液的有效净化。
一方面,胺液溶剂中烷基醇胺盐,能够借助汽化提取物与二氧化碳等装置,进一步实现胺液的有效净化和提纯,另一方面,基于当前脱硫工艺的发展和创新,需要对脱硫工艺进行改革和优化,进一步提升脱硫效率和脱硫水平,促进化工领域相关产业技术的提升和改善。
一、胺液净化技术胺液净化技术,是近年来化工领域的重要发展方向。
一方面,由于热稳盐带来的影响和干扰,加剧了化工工程的生产成本和生产问题,另一方面,多年来的生产作业,进一步增加了部分溶剂的累积问题,需要利用胺液净化技术进行有效的革新和升级。
(一)离子交换离子交换,是当前处理热稳盐工艺的重要技术,已经在相关领域中展现出良好的应用成效,并且能够最大化降低对应的生产成本,可以实现多重的利用价值,同时还能够减少高温环境的产生,促进工业生产工艺的改进和提升。
通常,离子交换是将溶剂进行稀释,然后利用其它离子进行有效交换,从而实现剔除溶剂杂质的作用,在进行胺液净化时,利用贫溶剂进行阴阳离子的有效交换,实现H离子替代钠离子,有效促进化学反应的生成。
工业领域中,利用两套以上的离子交换法,能够保障净化工艺的稳定性和有效性。
1#脱硫装置胺液腐蚀研究和建议1#脱硫装置胺液系统腐蚀研究和建议【摘要】1#脱硫装置包括1#焦化干气、2#焦化干气、老区低压瓦斯、新区低压瓦斯、两套焦化液化气脱硫,共用一套310吨/小时溶剂再生系统。
由洛阳院做的整体改造设计。
MDEA(甲基二乙醇胺)由于被氧化、与有机酸反应或热降解等,生成热稳态盐,很难分解,长期运行形成热稳态盐积聚升高,本装置胺液热稳盐含量高达5.5%,根据相关研究,当热稳盐含量高于2%时,会严重影响装2-含量高,对再生塔底部、再生塔重沸器、置运行平稳性;而且热稳盐中Cl-,SO4贫富液换热器和相对高温的贫液管线都造成了严重的腐蚀;固体颗粒含量高,对设备和管线造成冲刷腐蚀。
【关键词】胺液系统腐蚀一、情况介绍**石化炼油部联四车间脱硫装置主要由三部分组成——吸附系统、再生系统和液化气脱硫醇系统组成。
主要处理原料为1#焦化干气、1#裂化干气、2#焦化干气、1#焦化液化气、2#焦化液化气、新区火炬气和老区火炬气。
来自新老区火炬气分别进入脱硫塔C-111和C-112,在此与MDEA(30%)贫液逆流接触,脱除硫化氢后并入瓦斯管网;来自1#焦化、1#裂化的干气进入脱硫塔C-101,在此与MDEA (30%)贫液逆流接触,脱除硫化氢后去制氢单元;2#焦化的干气进入脱硫塔C-102,在此与MDEA(30%)贫液逆流接触,脱除硫化氢后并入瓦斯管网;来自1#、2#焦化液化气的焦化液化气进入脱硫塔C-103,在此与MDEA(30%)贫液逆流接触,脱除硫化氢后进入脱硫醇装置。
来自五个脱硫塔的MDEA(30%)富液汇集在一起,经换热器E-202升温后进入闪蒸罐D-201,闪蒸出的轻烃去火炬,富液经富液泵P-202升压后与来自再生塔底的高温贫液在换热器E-201换热后进入溶剂再生塔C-201进行解吸。
再生塔内胺液中吸收的硫化氢被释放出来,该过程是一个吸热反应,再生所需热量由塔底重沸器提供。
再生后的贫液经换热器E-201后,由贫液加压泵P-201升压,进入储罐,经由各塔贫液泵自溶剂储罐抽出,分别送入各脱硫塔。
- 85 -第3期硫磺回收装置再生系统腐蚀原因及对策陈平(泰州东联化工有限公司, 江苏 泰州 225300)[摘 要] 为减少硫磺回收装置再生系统因腐蚀泄漏造成硫化氢泄漏等事故,公司对再生贫胺液进行在线清洗并对关键部位材质进行升级。
改造后装置未发生因腐蚀产生的泄漏事故,贫胺液中热稳定盐的总体脱除率达到89.8%,再生塔脱水中铁离子含量降至2.8mg/L。
[关键词] 硫磺回收;再生塔;贫胺液;腐蚀;泄漏;脱除作者简介:陈平(1976—),男,江苏泰州人,1999年毕业于四川大学化学工程专业,工程师。
长期从事装置管理和技术改造等工作。
图1 再生系统工艺流程图某公司硫磺回收装置中配套建设50t/h 胺液集中再生系统,主要用于富胺液的分离,得到硫磺回收单元的原料酸性气和可循环利用的贫胺液,但分离过程中工艺介质中的硫化氢、二氧化硫、酸性水杂质等,均会对设备产生严重腐蚀[1][2]。
装置运行过程中多次发生水冷器密封螺栓腐蚀造成水冷器封头泄漏、腐蚀物堵塞管道引发装置生产波动,甚至造成装置停工。
公司通过对再生后的贫胺液再处理,设备材质升级、调整生产工艺参数等技术手段,解决了困扰装置安全生产的难题。
1 装置工艺流程及现状公司再生系统工艺流程如图1。
原料气进入吸收塔与胺液反应,塔底富胺液经过换热后进入再生塔分离,塔顶分离出的酸性气作为硫磺回收装置的原料,再生后的贫胺液自塔底抽出,循环使用。
装置运行期间,再生贫胺液的换热器浮头、螺栓等多次腐蚀泄漏,拆检后发现浮头紧固螺栓腐蚀断裂、浮头焊缝泄漏,泄漏的再生贫胺液呈黑褐色,其性质见表1。
- 86 -腐蚀防护石油和化工设备2017年第20卷项目外观密度(20℃) kg/m3初馏点 ℃硫化物杂质含量 mg/L 新鲜胺液淡黄色液体860≥78未检出再生胺液黑色960≥854617表1 再生贫胺液与新鲜胺液性质对比表从表1可看出,再生后的贫胺液劣质化严重,密度高,含有硫化亚铁等腐蚀产物。
引用格式:吕春龙,王 清,袁亚东.3号溶剂再生装置的腐蚀问题及应对策略[J].石油化工腐蚀与防护,2022,39(4):34 36. LYUChunlong,WANGQing,YUANYadong.CorrosioncausesandcountermeasuresofNo.3solventregenerationunit[J].Corrosion&ProtectioninPetrochemicalIndustry,2022,39(4):34 36.3号溶剂再生装置的腐蚀问题及应对策略吕春龙,王 清,袁亚东(中国石油化工股份有限公司洛阳分公司,河南洛阳 471000)摘要:3号溶剂再生装置开工后,实现了全厂临氢装置胺液和非临氢装置富胺液独立再生和循环使用。
在运行过程中发现再生塔顶部水冷器前三通腐蚀泄漏,对泄漏原因进行了分析,结果表明:管线材质等级不够,管道布局不合理,装置原料硫化氢含量高。
通过更改管线材质、更改管道布局方式可减缓此部位的腐蚀,增加脉冲涡流扫查的范围和频次可有效监控易腐蚀部位的情况。
关键词:溶剂再生;腐蚀;水冷器;涡流扫查;硫化氢腐蚀收稿日期:2022 01 16;修回日期:2022 03 17。
作者简介:吕春龙(1988—),工程师,本科,2012年毕业于齐齐哈尔大学过程装备与控制工程,现从事炼油装置设备管理工作。
E mail:lvchl.lysh@sinopec.com 3号溶剂再生装置于2020年9月22日开工,设计处理能力为320t/h,采用复合型甲基二乙醇胺(MDEA)溶剂作为脱硫剂。
该装置实现了全厂临氢装置胺液和非临氢装置富胺液的独立再生和循环使用。
富胺液返回3号溶剂再生装置后,脱除硫化氢,变为贫胺液循环使用,酸性气送至硫黄回收装置[1]。
1 腐蚀情况3号溶剂再生装置主要由富胺液再生塔、贫胺液缓冲罐、机泵等组成。
装置流程如图1所示。
图1 装置流程 2021年10月1日,发现塔顶水冷器E3503前三通底部砂眼。