锡须检测与判定标准.
- 格式:ppt
- 大小:3.41 MB
- 文档页数:15
锡线的测试标准包括以下方面:
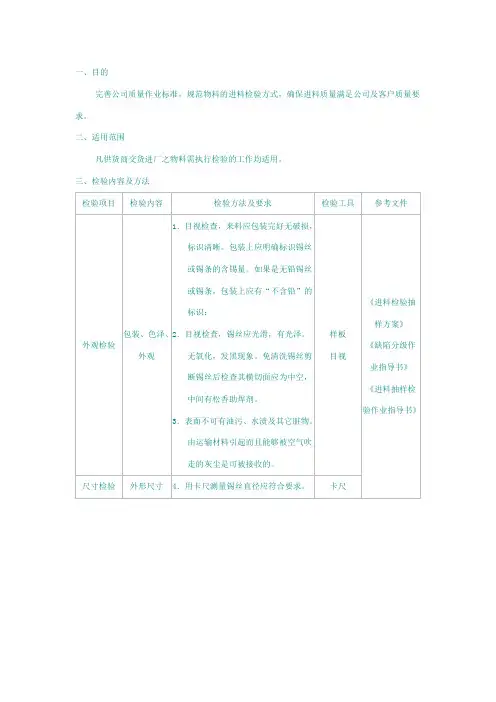
1.外观:锡线表面应光滑、无氧化物,不得有明显的凹坑、裂纹、破损、毛刺、错边等表
面缺陷。
2.尺寸:锡线的直径、长度、误差和圆度应符合相关标准要求。
3.材质:锡线应符合相关标准的化学成分、物理性能和金相组织等要求。
4.包装:锡线应妥善包装,保证不受潮、污染和物理损坏等影响。
具体的检测项目包括成分检测、材质检测、含银量检测、元素成分检测、度数检测、出渣率检测、含量检测、含铜量检测、杂质含量检测、熔点检测等。
此外,还有一些与锡线相关的国家或行业标准,如DB34/T 2981-2017、DB34/T 2980-2017、SN/T 3999-2014等,这些标准详细规定了锡线中各种元素的测定方法,包括波长色散X射线荧光光谱法等多种方法。
以上信息仅供参考,如需了解更多关于锡线测试标准的信息,建议咨询专业人士。
焊锡检验规范篇一:铆端焊锡产品检验规范铆端产品标准判定HSGHSG卡点埙伤:平齐端子受力1KG不脱出HSG杂色:杂色直径1.0mm MAXHSG印字模糊:能辨认字体4. HSG窗口堵塞:窗口不可有异物5. HSG窗口受损:不可以有毛边6. HSG弹片断:HSG弹片不可断7. HSG规格:依印字辨别,依照工程资料图示规格8. HSG带LOCK:手捏要有弹力,LOCK不可断掉二.端子1. 端子规格:依照工程资料规格确认2. 端子退PIN:不可以有退PIN3. 端子打包不良:弹片不可以过高过低,功能区部可以变形,胶皮夹层必须包住芯线胶皮。
不可以错开,打包不皮见铜丝4. 端子料带:标准0.2-0.5mm检验时端子料带不可超出HSG 边沿,且不可以翘起5. 地端:地端料带1.0mmMAX 端子不可以刮伤见铜,铜丝不可以伸入功能区端子不可以变形,扭曲6. 端子翘PIN:检验时竖看端子不可以超出HSG胶芯面三.芯线1. 芯线紧绷:左右弯折芯线不可以单根或者单对线受力紧绷2. 芯线破皮:芯线破皮不可以见铜丝3. 芯线烫伤(烘伤):芯线不可以粘连在一起,分开不可破在皮(若芯线外露,不可以有撕开之痕迹)4. 芯线规格:依工程资料核对线材印字,AWG数来区分规格5. 搭接芯线:必须是同规格颜色做搭接,且LVDS线1条线最多只可以搭接2根芯线,并要穿烘TUBE不可以四.TUBE1. TUBE规格:依照工程资料确认TUBE印字规格2. 烘TUBE品质: (1)TUBE要烘紧,不可有喇叭口,尺寸要符合(2)TUBE不可以刺破(3)TUBE不可以扭曲起皱五.中剥1. 尺寸:必须符合SOP要求2. 编织:(1)裸露在外:编制不可以整股断,编织松散不可以见铝箔在内:最多只能断一股(2)编织不可以氧化发黑六.标签1.印字内容:印字要清晰,不能模糊,内容要与SOP一致2.日期标签:LVDS产品必须是当日生产日期;周期标签为±1周七.线径1.印字:线径印字与工程资料一致,不可印字模糊2.线径不能烫伤,破皮见编织,刮伤,鼓包,颗粒八.胶布1. 不可以错开1mm MAX2. 导电布不可以发黄3. 接口要在HSG背面,要平齐不能错开九.打UV胶1.胶不可以过多,高于HSG平面,必须包住芯线2-3mm2.不可以漏打胶3.胶不可以沾在PIN针及HSG上4.端子上面不可以有绞丝十.扎带品质1.扎带外露1mm MAX不可以刮手2.扎带颜色,规格依照工程资料要求,不可以有色差及杂色十一.夹片1. 针对铜材质夹片可使用治具压,铁材质不可使用治具必须用手压2. 夹片旋钮60度MAX,且错开1mmMAX3. 方向依照资料要求一.什么叫焊锡?焊锡:通过锡丝加热到一定温度时把铜线与连接头接在一起两种原物料经过锡丝加热液化后连接在一起二.焊线所用工具及原物料是什么?焊锡所用的工具是:焊锡机,烙铁,烙铁头,烙铁架,锡丝,海绵焊锡所用的原物料是:线材,连接器三.焊锡规范及作业流程:1)烙铁:220V-240v60W 焊锡温度:380±30℃2)焊接时间1-1.5”3)冷却时间为0.1”4)线材:去皮,长度为1.5-2.0㎜5)胶皮后缩0.5㎜最大6)焊接:锡点要光滑,完整四.焊锡前所做动作:1)分线并排好线位2)焊锡前先把铜丝扭成一股3 )需要TUBE的先套上套管后在焊锡五.焊锡有哪几种不良?是怎么样造成的?1.错位:1)未对SOP线位图记清楚2)疏忽2.冷焊:1)温度不够2)烙铁尖有杂物3.假焊:焊线时间不够4.空焊:1)锡点在表面没有与PIN位接触2)锡量不足送锡时间或者锡丝长度不够5.锡点过大或者过小:是锡量过多或者过少造成6.锡尖:焊锡烙铁温度不够或者焊锡时间过长7.锡渣:PIN与PIN之间有杂物造成或者多次重焊8.胶皮后缩:铜丝剥的太长,焊锡时烫到胶皮,焊锡时间太长9.铜丝分差:铜丝未理顺或者铜丝未完全放入杯口六.焊锡自检项目:1.检查CONN,锡丝是否符合SOP要求2.检查铜丝有无剥伤剥断现象3.自己的每个焊点是否(转载于: 小龙文档网:焊锡检验规范)符合标准4.焊后有无芯线打绞篇二:焊锡检验规范HYX-WI085批准:审核:编写:批准:审核:编写:。
第三方有机锡检测-有机锡有毒
1、所有用于海洋,沿海,河口和内陆水道和湖泊的船舶;
2、用于鱼类或贝类养殖的网箱,浮筒,网和任何其他器具或设备;
3、任何完全或部分浸入式设备或设备。
有机锡含量检测的标准:
MSZ 8653/12-1984 镍化学检测.锡含量检测;
MSZ 8652/3-1970 锡化学检测.铁含量检测;
MSZ 8652/4-1970 锡化学检测.铜含量检测;
MSZ 8652/7-1970 锡化学检测.锑含量检测;
MSZ 8652/8-1970 锡化学检测.硫磺含量检测;
MSZ 8652/2-1970 锡化学检测.砷含量检测;
MSZ 8651/p-1968 铅化学检测.锡和锑含量检测;
MSZ 3612/p-1961 罐装食品锡含量检测;
MNOSZ 8674-1952 铜和铜合金化学检测.锡含量检测。
1. 业务咨询:申请人提供产品资料、图片及测试要求;
2. 工程报价:根据申请人提供的资料,工程师作出评估,并向申请方口头报价;
3. 提供资料:申请方接受口头报价后,测试样品提交到我司;
4. 支付款项:收到样品后向申请方发出书面报价,申请方根据书面报价安排付款;
5. 样品测试:依照所适用的标准或客户要求进行产品测试;
6. 出具报告:测试完成优耐实验室出具CNAS测试报告,结案。
优耐检测是一家独立的第三方检测及认证机构,专业提供认证服务。
锡焊技艺准则与检验标准细则编号: MPI-JY-001版本: 2.3操作及板面要求页次: 1 / 11. 操作要求:1.1 焊接过程不能对局部加热时间过长以至造成元件焊端脱离元件体或焊盘翘起等对元件或焊盘造成的过热冲击;1.2 焊接过程不能过于用力以至造成元件引线(脚)变形甚至断裂、焊盘变形或断裂;1.3 焊接操作时必须避免产生多余的锡珠或焊渣,如有应清除干净。
1.4 焊接操作应做好防静电。
1.5 焊接过程产生的含锡、铅废气必须通过管道统一排放到大气中,避免吸入人体而损害健康;1.6 焊接后产生的锡渣统一收集,制造一部办公室每月上门收集,以便统一回收到厂家进行加工利用;2. 板面要求:2.1 焊接完成后的板面清洁度(离子量)必须达到美国军标(MIL)的要求;2.2 板面要求保持干净,无粘手或油腻感;2.3 无助焊剂的残留物,无较明显的手指印或其他污痕。
2.4 无局部过热引起的板面焦、黑迹象。
3. 说明:引用标准:主要参照IPC610-D和相关IT大客户spec,以及导入RoHS以来的大量试产和测试、产线及市场不良的分析。
4. 检测方法:(1)目视检验:简便直观,是评定焊点外观质量的主要方法。
(2)当出现疑问点需要分析检测时,可根据组装板的组装密度,在2~5倍放大镜或3~20倍显微镜下抽检(并借助照明)。
焊盘宽度或焊盘直径用于分析检测放大倍数用于仲裁放大倍数>1.0mm 1.75X 4X0.5~1.0mm 4X 10X0.25mm~0.5mm 10X 20X<0.23mm 20X 40X一、表面贴装元件NO. 项目规格与方法参考图片判定1片式元件(含圆柱体)焊点高度(E)最佳焊点高度为焊锡高度加元件可焊端高度。
OK◆最大焊点高度可超出焊盘或爬伸至金属镀层可焊端顶部,但不可接触元件体。
◆最低应爬伸至元件可焊端1/4处,形成弯月形(E>G+1/4H)。
可接受◆焊锡接触元件体。
◆少锡:锡未爬至元件可焊端25%高度。
Sheet 3/8Title:Soldering wire、Soldering barspecification and inspection standard图1 共晶无铅焊料熔化温度测量的温度----热效应曲线图5.3、锡线可焊性测试:将烙铁温度设置为380±5℃,用烙铁加适量焊锡在PCB裸板的焊点上焊接,焊接时间3~6秒。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.4、锡条可焊性测试:将锡条熔在锡炉内,并保持炉温260±5℃,将刷过助焊剂的PCB放在锡炉上焊接3~5S。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.5、锡线拉伸强度测试:在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.6、锡条拉伸强度测试:将无铅焊料加工成哑铃状测试样件。
在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.7、冷热冲击:温度:置于-55℃± 3℃,30分钟,再转换至标准大气条件10~15分钟,再转换到85℃± 2℃,30分钟,再转换至标准大气条件10~15分钟,转换时间:最久5分钟,暴露次数:5次.物品应置于标准大气条件中1~2小时后再进行测量动作,判断标准:外观无不良。
5.8、恒温恒湿:温度40±2℃,湿度80% - 100%,测试96H,测试后置于室温下1~2小时后测试其它项目,判断标准:外观无不良。
5.9、振动测试:将试验样品固定在振动台上做振动测试,振动条件:1.频率: 一分钟内变换10Hz – 55Hz – 10Hz)Sheet 5/8Title:Soldering wire、Soldering barspecification and inspection standardP=F/S--------------------------(1)a=(L1-L)/L×100--------------(2)其中:P-抗拉强度N/mm2F-试样件断裂时的拉力NS-试样件基准处的横截面积mm2a-延伸率%L1-试样件断裂时两段标记之间的距离mmL-试验前试样件两端标记之间的距离mm一组(3个)试样件抗拉强度和延伸率的算术平均值即为该无铅焊料的抗拉强度和延伸率。
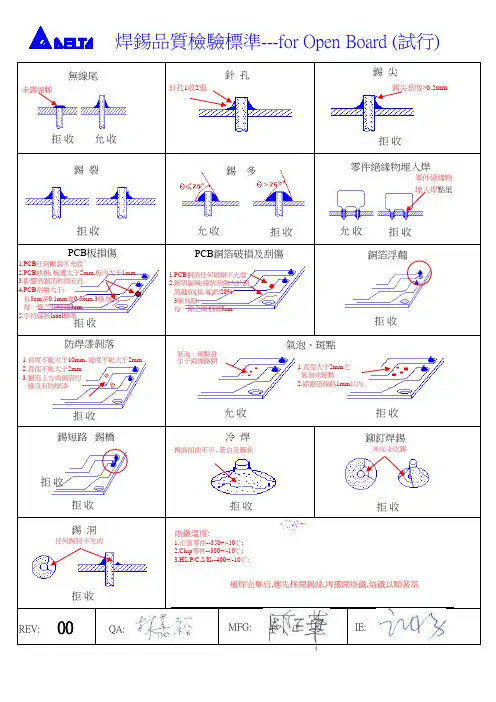
REV: 00 QA:MFG: IE: 焊錫品質檢驗標準---for Open Board (試行) 無線尾
針孔錫尖拒收允收錫裂
拒收
錫多零件絕緣物埋入
拒收
允收允收拒收零件絕緣物
埋入焊點里PCB 板損傷
PCB 銅箔破損及刮傷銅箔浮翹拒收拒收
1.PCB 任何斷裂不允收
2.PCB 缺損: 板邊大于2mm,板內大于1mm
3.影響到銅箔和固定孔
4.PCB 刮傷大于:
長3cm 深0.1mm 寬0.5mm,3條為限,
每一條之間相隔3cm.
5.字符區按label 標準拒收拒收
允收拒收
防焊漆剝落氣泡、斑點
錫短路錫橋冷焊
鉚釘焊錫拒收錫洞
補焊完畢后,應先移開錫絲,再挪開烙鐵,烙鐵以順著基板45角方向移開為宜,可免錫尖之形成。
未露線針孔1收2退錫尖長度>0.2mm
氣泡、斑點發
生于兩線路間 1.直徑大于2mm 之
氣泡或斑點
2.距銅箔線路1mm 以內1.長度不能大于10mm, 寬度不能大于2mm 2.直徑不能大于2mm
3.銅箔上方或銅箔切
緣沒有防焊漆
錫面扭曲不平, 蒼白呈霧狀未完全吃錫
任何錫洞不允收烙鐵溫度:1.正面零件--350+/-10℃;
2.Chip 零件--380+/-10℃;
3.HS,P/C,S/K--400+/-10℃;1.PCB 銅箔任何破損不允收2.銅箔區域:線狀刮傷大於銅箔截面(長,寬)的20%. 3條為限,每一條之間相隔3cm.
拒收拒收
拒收
拒收。
广东步步高电子工业有限公司电脑电玩厂BBK ELECTRONICS CORP., LTD助焊剂的特性1、化学活性(Chemical Activity)要达到一个好的焊点,被焊物必须要有一个完全无氧化层的表面,但金属一旦曝露于空气中会生成氧化层,这中氧化层无法用传统溶剂清洗,此时必须依赖助焊剂与氧化层起化学作用,当助焊剂清除氧化层之后,干净的被焊物表面,才可与焊锡结合。
助焊剂与氧化物的化学反应有几种:1、相互化学作用形成第三种物质;2、氧化物直接被助焊剂剥离;3、上述两种反应并存。
松香助焊剂去除氧化层,即是第一中反应,松香主要成份为松香酸(Abietic Acid)和异构双萜酸(Isomeric diterpene acids),当助焊剂加热后与氧化铜反应,形成铜松香(Copper abiet),是呈绿色透明状物质,易溶入未反应的松香内与松香一起被清除,即使有残留,也不会腐蚀金属表面。
氧化物曝露在氢气中的反应,即是典型的第二种反应,在高温下氢与氧发生反应成水,减少氧化物,这种方式长用在半导体零件的焊接上。
几乎所有的有机酸或无机酸都有能力去除氧化物,但大部分都不能用来焊锡,助焊剂被使用除了去除氧化物的功能外,还有其他功能,这些功能是焊锡作业时,必不可免考虑的。
2、热稳定性(Thermal Stability)当助焊剂在去除氧化物反应的同时,必须还要形成一个保护膜,防止被焊物表面再度氧化,直到接触焊锡为止。
所以助焊剂必须能承受高温,在焊锡作业的温度下不会分解或蒸发,如果分解则会形成溶剂不溶物,难以用溶剂清洗,W/W级的纯松香在280℃左右会分解,此应特别注意。
3、助焊剂在不同温度下的活性好的助焊剂不只是要求热稳定性,在不同温度下的活性亦应考虑。
助焊剂的功能即是去除氧化物,通常在某一温度下效果较佳,例如RA的助焊剂,除非温度达到某一程度,氯离子不会解析出来清理氧化物,当然此温度必须在焊锡作业的温度范围内。
1.适用范围:
铜排焊锡件;
2.检验目的:
焊接后的产品是否符合客户要求;
CRI(致命缺陷):AQL=0.01违反相关安规标准,对安全有影响者;
MAJ(主要缺陷):AQL=0.4属功能性缺陷,影响使用或装配;
MIN(次要缺陷):AQL=1.0属外观、包装轻微缺陷,不影响使用或装配。
No.检验项检验标准
检验
方法工具
检验水准备注
1
外
观
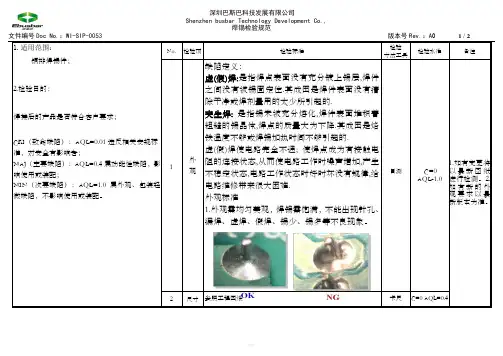
缺陷定义:
虚(假)焊:是指焊点表面没有充分镀上锡层,焊件
之间没有被锡固定住.其成因是焊件表面没有清
除干净或焊剂量用的太少所引起的.
夹生焊:是指锡未被充分熔化,焊件表面堆积着
粗糙的锡晶体,焊点的质量大为下降.其成因是烙
铁温度不够或焊锡加热时间不够引起的.
虚(假)焊使电路完全不通; 使焊点成为有接触电
阻的连接状态,从而使电路工作时噪声增加,产生
不稳定状态,电路工作状态时好时坏没有规律,给
电路维修带来很大困难.
外观标准
1.外观需均匀美观,焊锡需饱满,不能出现针孔、
漏焊、虚焊、假焊、锡少、锡多等不良现象。
目测C=0
AQL-1.0
1.如有变更将
以最新图纸
进行检测。
2.
如有新的外
观要求以最
新版本为准。
2尺寸参照工程图纸卡尺C=0 AQL=0.4。
纺织品锡含量要求纺织品是人们日常生活中不可或缺的产品之一,而其中的锡含量则是一个重要的指标。
锡含量的要求主要是为了保障纺织品的质量和安全性。
下面将从纺织品锡含量的重要性、锡含量的标准以及如何检测纺织品的锡含量等方面进行详细介绍。
纺织品的锡含量对人体健康具有重要影响。
锡是一种常见的金属元素,广泛应用于纺织品的染料和材料中。
然而,过高的锡含量可能对人体健康造成危害。
研究表明,长期接触高锡含量的纺织品可能导致皮肤过敏、呼吸道疾病等健康问题。
因此,合理控制纺织品中的锡含量是保障人们健康的重要举措。
纺织品锡含量的标准由国家相关部门制定并加以执行。
我国《纺织品锡含量标准》规定了纺织品中锡的含量限制。
根据该标准,不同类型的纺织品具有不同的锡含量限值。
例如,对于接触皮肤的纺织品,其锡含量限值为100mg/kg;而对于直接接触口腔黏膜的纺织品,其锡含量限值则更为严格,为5mg/kg。
这些标准的制定旨在确保纺织品的质量和安全性,保护人们的身体健康。
为了确保纺织品锡含量符合标准要求,需要进行相应的检测和监控。
通常,纺织品锡含量的检测是通过专业的实验室进行的。
检测方法主要包括化学分析法和仪器分析法。
化学分析法是通过对纺织品样品进行溶解、沉淀和定量分析等步骤来确定锡含量的方法;仪器分析法则是利用先进的仪器设备,如质谱仪、原子吸收光谱仪等,对纺织品中的锡元素进行定量分析。
这些检测方法的应用可以有效地保证纺织品锡含量的准确性和可靠性。
除了对纺织品锡含量进行检测外,相关部门还对市场上的纺织品进行定期的抽样检验。
这些抽样检验旨在监测纺织品市场的质量状况,发现并排查可能存在的问题。
如果发现纺织品的锡含量超过标准限值,相关部门将采取相应的措施,包括责令下架、处罚违规企业等,以维护市场秩序和消费者权益。
在购买纺织品时,消费者也可以通过一些简单的方法来初步判断纺织品的锡含量是否符合标准。
首先,可以通过嗅闻纺织品是否有异味来判断。
若纺织品有刺鼻的异味,可能是含有过高的锡含量。