线材来料检验指导书
- 格式:xlsx
- 大小:20.52 KB
- 文档页数:2
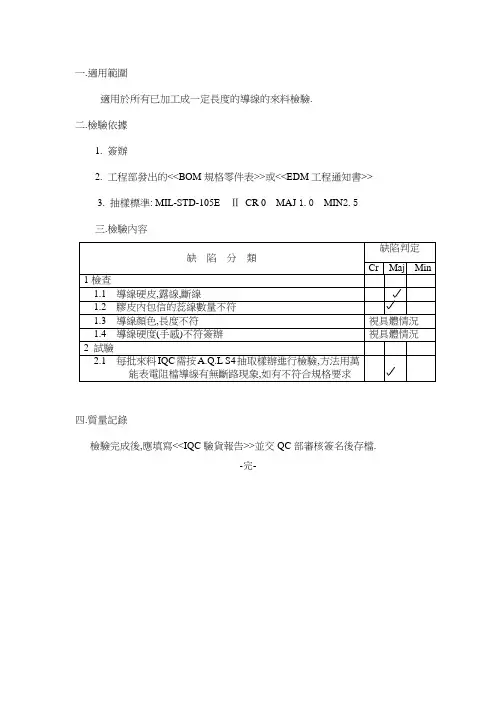
三层绝缘线来料检验作业指导书修订状态01 (控制状态) 页码2/5检验项目检验计划检验方法/工具检验标准包装方式外箱全检内轴标识按抽样计划抽检目视1.包装箱必须完好无损(参照包装不良图片进行判定);2.依据最新版本《原材料入库基本要求》核对外箱标签;3.标签需在同一个纸箱侧面,易于识别,清晰明了;4.线轴上最少需标记以下内容:导体直径、温度等级、每卷长度、颜色(有颜色时)。
5.允收标准:0收1拒;安规确认有安规要求时目视1.确认《安规材料管制表》有效期;2.确认外箱标签UL No.是否与《安规材料管制表》一致;3.确认供应商提交《材质证明书》是否合格外观AQL 0.65 特殊检查水平 S-2,以轴为单位目视放大镜1.表面光洁,绝缘层无破裂;2.同一批来料颜色无明显色差;3.用指甲轻刮绝缘层,绝缘层应不破损、与导体之间不脱离。
4.接头数标准:≤2000M/轴---【接头数≤1】>2000M/轴---【接头数≤2】5.允收标准:0收1拒;完成外径特殊检查水平 S-2,以轴为单位千分尺1.操作方法:a.依据抽样计划于线轴上取对应数量样品,每个样品应>5cm方便测量;b.使用千分尺测量完成外径,测量时应选择样品无弯曲部位。
2.检验标准:依据附表一《三层绝缘线规格表》,《原物料承认书》有特殊要求时以《原物料承认书》为标准;3.允收标准:0收1拒;导体直径特殊检查水平 S-2,以轴为单位千分尺1.操作方法:a.将之前测量完成外径的样品去除绝缘层,只去除需要测量的部位即可;b.使用千分尺测量导体直径,测量时需注意测量点应无弯曲。
2.检验标准:依据附表一《三层绝缘线规格表》,《原物料承认书》有特殊要求时以《原物料承认书》为标准;3.允收标准:0收1拒;三层绝缘线来料检验作业指导书修订状态 01(控制状态)页 码3/5检 验项 目 检 验 计 划 检验方法 /工具检 验 标 准焊锡试验特殊检查水平 S-2,以轴为单位目视 锡炉 剪钳1. 操作方法:a.随机于线轴上取样,每个样品>10cm ;b.每个样品取一端约3cm 左右浸入锡炉中,非直焊型三层绝缘线应先将浸入部分的绝缘层先剥离。
来料检验作业指导书一、背景介绍来料检验是指对供应商提供的原材料、零部件或者成品进行质量检验的过程。
通过来料检验,可以确保所采购的物料符合公司的质量要求,减少不良品流入生产线,保证产品质量和客户满意度。
本作业指导书旨在规范来料检验的流程和方法,以提高检验效率和准确性。
二、检验流程1. 接收物料1.1 确保物料标识清晰可读,包括物料名称、规格、批次号等信息。
1.2 核对物料清单,确保所接收的物料与定单一致。
1.3 确保物料包装完好无损,无明显变形、破损或者污染。
2. 样品抽取2.1 根据采购数量和抽样标准,确定抽样数量和抽样方法。
2.2 从接收的物料中随机抽取样品,确保样品具有代表性。
2.3 根据需要,将样品进行标识和记录,以便后续处理。
3. 检验方法3.1 根据物料的特性和质量要求,选择适当的检验方法,如外观检验、尺寸测量、物理性能测试等。
3.2 使用合适的检验设备和工具,确保检验结果准确可靠。
3.3 遵循相关标准和规范,进行检验操作,记录检验结果。
4. 检验结果评定4.1 将检验结果与规定的质量标准进行比较,判断样品是否合格。
4.2 根据不同的检验项目和要求,对不合格样品进行分类和处理,如返工、退货等。
4.3 将检验结果记录在检验报告中,并及时通知相关部门和供应商。
5. 数据分析和改进5.1 定期统计和分析来料检验的合格率和不良率,发现问题和趋势。
5.2 根据数据分析结果,制定改进措施,提高来料检验的效率和准确性。
5.3 定期评估供应商的质量绩效,与供应商合作改进。
三、注意事项1. 检验人员应具备相关的技术和知识,熟悉检验方法和操作规程。
2. 检验设备和工具应定期校准和维护,确保准确可靠。
3. 检验记录应完整、准确,并按照规定进行保存和归档。
4. 与供应商之间应建立良好的沟通和合作关系,及时解决质量问题。
5. 定期进行培训和学习,提高来料检验的专业水平和技能。
以上是来料检验作业指导书的内容,通过严格按照指导书的要求进行来料检验,可以确保所采购的物料质量符合要求,提高产品质量和客户满意度。
来料检验作业指导书一、引言来料检验是在生产过程中对供应商提供的原材料、零部件或成品进行检验,以确保其质量符合要求,以减少不合格品进入生产线的风险。
本作业指导书旨在提供来料检验的标准操作流程,以确保检验的准确性、一致性和可追溯性。
二、检验范围来料检验的范围包括但不限于以下方面:1. 外观检验:对原材料、零部件或成品的外观进行检查,包括表面质量、颜色、尺寸等。
2. 尺寸检验:对原材料、零部件或成品的尺寸进行测量,确保其符合设计要求。
3. 化学成分检验:对原材料进行化学成分分析,确保其成分符合要求。
4. 力学性能检验:对原材料、零部件或成品进行力学性能测试,如拉伸、弯曲、硬度等。
5. 包装检验:对原材料、零部件或成品的包装进行检查,确保其完好无损。
三、检验流程1. 接收检验:a. 检查来料是否符合采购订单中的规格要求。
b. 检查来料是否有损坏或破损。
c. 检查来料的标识是否清晰可读。
d. 检查来料是否有附带的检验报告或证书。
a. 根据产品要求,对外观进行检查,包括表面质量、颜色、尺寸等。
b. 使用合适的检验工具,如放大镜、测量仪器等,进行检查和测量。
c. 记录检验结果,包括合格、不合格或待定。
3. 尺寸检验:a. 根据产品要求,对尺寸进行测量。
b. 使用合适的测量工具,如卡尺、游标卡尺、量规等,进行测量。
c. 确保测量工具的准确性和可追溯性。
d. 记录测量结果,与产品要求进行对比,判断是否合格。
4. 化学成分检验:a. 根据产品要求,选择合适的化学成分检验方法。
b. 取样并进行化学分析,确保原材料的成分符合要求。
c. 使用合适的实验室设备和试剂,确保分析结果的准确性和可靠性。
d. 记录化学成分检验结果,与产品要求进行对比,判断是否合格。
5. 力学性能检验:a. 根据产品要求,选择合适的力学性能测试方法。
b. 进行力学性能测试,如拉伸、弯曲、硬度等。
c. 使用合适的测试设备和仪器,确保测试结果的准确性和可靠性。
第一篇:来料检验操作指导书来料检验作业指导书1、目的为有效掌握来料品质,确保验收作业流畅,保证生产正常,为产出优良产品供给先决条件。
2、适用范围适用于本公司全部因订单项选择购物料、外发加工物料、客供物料等。
3、职责3.1 选购:负责物料选购、信息传递和相关资料供给。
3.2 仓库:负责来料点收,发放和存储。
3.3 品管:负责来料检验和不良品的处理追踪。
4、工作程序4.1 仓管员负责核对送货单、实物与本厂选购单要求符合,方可暂收。
4.2 仓库检验员负责将来料放置到指定区域〔待检区〕,并填写“进料检验报告”之单号、物料种类、数量并提请检验员进展检验。
4.3 检验要求4.3.1全部检验员必需经过培训,考核合格前方能进展独立检验工作。
4.3.2检验量具必需保证准确。
4.3.3检验结果须记录于《进料检验报告》中,假设进料为允收,经品管主管审批即可。
假设进料为拒收,同时填写《品质特别处理报告》,经品管组长确认无误后,要求仓管员将物料移至待处理区。
《品质特别处理报告》经相关人员评审制定处理方案,相关部门案处理要求进展相应处理。
4.4检验报告依《抽样标准书》、产品图纸、样品、客户供给标准等相关资料进展检验。
4.5检验标准以及质量水平判定依据《检验标准书》进展检验。
4.6特别检验4.6.1品管部必需协作仓库对于库存超过6 个月的物料发料前进展重检4.6.2对于因紧急生产二来不及检验的物料,经生产部经理提交申请,品管部主管确认,生产副总批准前方可直接落入生产,同时品管部对物料质量进展监控,当不良率超过标准时需报品检主管进展处理。
4.7检验状态按《标识和可追溯性程序》进展标示。
4.8检验不合格品按《不合格品掌握程序》处理。
4.9《进料检验报告》、《品质特别处理报告》、《品检报告表》按《质量记录掌握程序》保存。
5、相关文件5.1《不合格品掌握程序》5.2《标识和可追溯性程序》6、相关记录6.1《进料检验报告》6.2《品质特别处理报告》6.3《品检报告表》其次篇:IQC 来料检验指导书篇一:iqc 来料检验作业指导书iqc 来料检验作业指导书目的:对iqc 品检人员的作业方法及流程进展标准,提高iqc 检验作业水平,掌握来料不良,提高品质。
漆包线来料检验作业指导书修订状态01页码3/7(控制状态)针孔试验(按上一页)特殊检查水平S-2,以轴为单位5 •漆包线针孔试验方法:准备物品(酚駄、乙醇、氯化钠、淸水以及容器)ffip W加何“扫力滚游1.氯化钠20克,用电子称称重(注意:放入白纸后再归零):目视电源机溶液盒2.取淸水980克(980ml)■用500ml量杯取2次;3.两者倒入容器中混合均匀1 •酚酥3克,用电子称称重,注意:(放入白纸后再归零);2•用量杯取乙醇97克(126ml);3.将3克酚酥倒入捲杯中混合均匀。
1 •将缠绕后的样品浸入溶液中(5M以上),需露岀焊锡或剥皮的一端;2•将电源正极接测试盆接口,剥皮或浸锡的一端接负极(注意:负极端不可接触液而):3・接通电源1分钟左右,观察测试溶液中有无产生紫红色的气泡(针孔),会出紫红色的气泡判左为铜线有针孔.检验标准操作方法:将长60cm的漆包线对折后进行绞合,用剪刀剪断绞合部位使之成为二条单独之导体,圈数要求10-12圈(如下图),再于两根线的端头施加相适应的电压5秒/1mA不击穿(具体标准参照原物料承认书),操作方法及步骤如下:2•允收标准:0收1拒;漆包线来料检验作业指导书修订状态01页码4/7(控制状态)耐压测试特殊检查水平S-2,以轴为单耐压仪测试位取长60cm漆包线样品对折后绞合10-12圈用剪钳将连接处剪断选择同一方向线头焊锡用测试央央住已焊谒的线(另•方向两端不希要焊锡'防止测试时腔碰短路)依据《原物料承认书》设置对应参数测试OK物料亮绿灯测试NG物料亮红灯检验方法/工具。
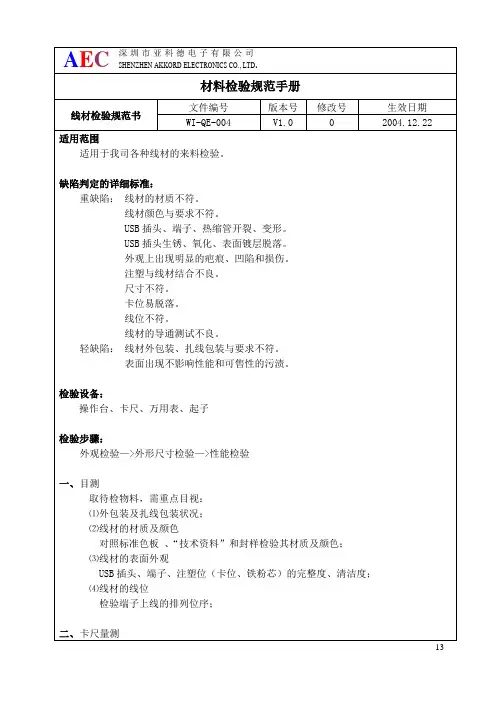
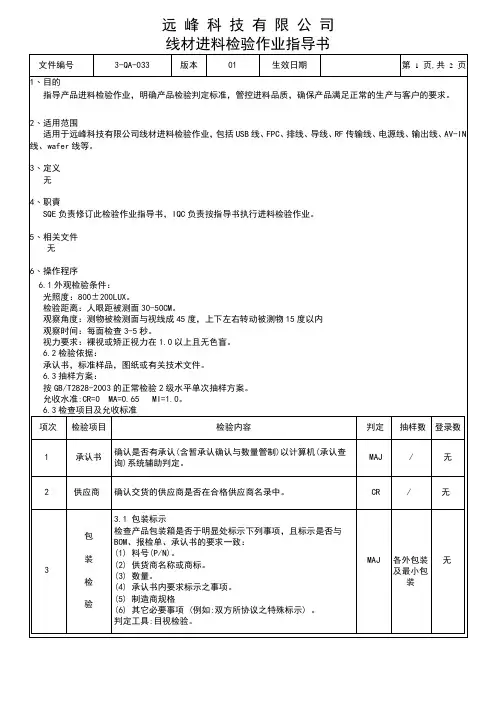
线材检验作业指导书1.目的为了在对线材类器件进行来料检查时提供客观依据和指导,使判定标准明确化。
2.适用范围本标准适用于公司来料的排线、连接线、电源线等各类线材的检验、判断。
3.参考资料参照相关行业标准和公司的实际情况制定本标准。
4.常见术语的定义排线类:指的是我司用于机器内部的线路或接插件类连接的线材,包括单根和多根的以及带端子的和不带端子的等。
连接线类:指的是连接机器与机器之间的线材,比如摄像头与监视器的连接线,摄像头与DVR的连接线等。
电源线类:指的是连接机器与市电之间的连线。
5.抽样计划6.1抽样依据IQC抽样计划进行。
6.2 AQL : MAJOR: 1.0 MINOR: 1.56.检验的项目和判定标准6)1 排线类缺陷等级检查项目测试工具缺陷判定Maj Min包装目视包装无标识,外标识与实物不一致V包装箱破损及严重脏污V 不同规格型号混装V外观目视污点,色点,偏色V外观目视破损、脏污、端子变形、生锈V线号目视/卡尺与要求不符V线径目视/卡尺与要求不符V规格目视与资料要求不符V尺寸卡尺与资料要求不符V颜色目视与要求不符V 端子目视与要求不符V线位目视/万用表与要求不符V 导通万用表不导通或电阻过大V实际装配相应端子无法装配或者装配困难V 耐压耐压测试仪击穿V 供应商目视不是公司承认的合格供应商V可焊性目视/电烙铁引线氧化,不好焊接V*.耐压测试只针对机器内部的连接高压部分的排线,如偏转线圈的引线,市电的引线等。
6)2 连接线类检查项目测试工具缺陷判定缺陷等级Maj Min包装目视包装无标识,外标识与实物不一致V包装箱破损及严重脏污V 不同规格型号混装V外观目视破损、脏污、端子变形、生锈V 线号目视/卡尺与要求不符V 线径目视/卡尺与要求不符V 规格目视与资料要求不符V 尺寸卡尺与资料要求不符V 包装尺寸卡尺或卷尺与资料要求不符V 颜色目视与要求不符V 端子目视与要求不符V 线位目视/万用表与要求不符V 导通万用表不导通或电阻过大V 实际装配相应端子无法装配或者装配困难V 摇摆试验手/相应机器接触不良(不良比例超2)V 供应商目视不是公司承认的合格供应商V可焊性目视/电烙铁引线氧化,不好焊接V*.摇摆试验的做法:将端子的一端插入相应的机器,并用手固定住,在距离端子10cm的位置用另一只手拿住,保持线材绷直(但不允许用力拉扯),并往上下左右方向各45°角摇动,50次内不许出现接触不良的现象,(上下左右一个周期算是一次)6)3 电源线类检查项目测试工具缺陷判定缺陷等级Maj Min包装目视包装无标识,外标识与实物不一致V包装箱破损及严重脏污V 不同规格型号混装V外观目视破损、脏污、端子变形、生锈V 线号目视/卡尺与要求不符V 线径目视/卡尺与要求不符V 规格目视与资料要求不符V 认证符合目视与资料要求不符V 尺寸卡尺与资料要求不符V 颜色目视与要求不符V 端子目视与要求不符V目视/万用线位与要求不符V表导通万用表不导通或电阻过大V耐压耐压测试仪击穿V 实际装配相应端子无法装配或者装配困难V手/相应机摇摆试验接触不良V器供应商目视不是公司承认的合格供应商V目视/电烙可焊性引线氧化,不好焊接V铁*.电源线的端子形状、认证符号、标示的电压、电流值要与资料核对;*.耐压测试是安规项目,电压和电流要按照规格书设定检查;AQL是0收1拒.7、支持性文件《来料检验规范》《IQC试验测试规范》8、相关记录《IQC检验报告》IQC检验报告表编号:填写日期:采购单号零件名称料号数量检验项目标准抽样结果记录合格数1 2 3 4 5 6检验结果检验员复核。
绞线来料检验作业指导书修订状态01 (控制状态) 页码2/3检验项目检验计划检验方法/工具检验标准包装方式外箱全检,内包装每袋数量需一致目视1.包装纸箱必须完好无损(参照包装不良图片进行判定);2.外箱必须有符合三盛要求的的合格标签以及月份标签;3.标识内容必须清晰明了,合格标签贴于外箱侧面的左上角,环保标签和月份标签贴于合格标签旁(针对外箱);4.符合三盛环保要求的产品内外包装上都必须张贴我司规定的环保标识.5.安规材料外箱和最小包装需加贴安规料标识,标识格式及大小不限,但必须清晰明了;6.允收标准:0收1拒.安规确认有安规要求时目视1.确认《安规材料管制表》有效期;2.确认外箱标签UL No.是否与《安规材料管制表》一致;3.确认供应商提交《材质证明书》是否合格外观AQL 0.65 特殊检查水平 S-2,以轴为单位目视1.表面光滑,无伤痕,色泽均匀;2.用手指甲刮擦漆膜应无损伤,不脱落;3.绞合均匀,排线良好,观察其绞向是否一致;4.允收标准:0收1拒.股数特殊检查水平 S-2,以轴为单位目视1.分开抽样的每一股单线,其股数应完全符合订单要求;2.允收标准:0收1拒.绞距特殊检查水平 S-2,以轴为单位目视卷尺1.每轴取350mm长的试样,按绞线缠绕的反方向分开其中任意一股,以350除于总的缠绕圈数,所得数值即为绞距.2.绞距标准按原物料承认书要求.3.允收标准:0收1拒.完成外径特殊检查水平 S-2,以轴为单位千分尺卡尺卷尺1.取长约200mm的样品,以大体相等的角度测量4次以上,用测量总和除于测量次数即为总完成外径.2.单股线完成外径按漆包线来料检验标准执行;3.总完成外径(绞合线径)标准按原物料承认书要求;4.允收标准:0收1拒.电阻测试特殊检查水平 S-2,以轴为单位电阻测试仪1.检验方法按漆包线来料检验标准;2.电阻标准按原料物承认书要求;3.允收标准:0收1拒.绞线来料检验作业指导书修订状态01 (控制状态) 页码3/3检验项目检验计划检验方法/工具检验标准耐压测试特殊检查水平 S-2,以轴为单位耐压测试仪1.检验方法同漆包线来料检验标准;2.耐压标准参照原料物承认书;3.允收标准:0收1拒.漆膜厚度(单线) 特殊检查水平 S-2,以轴为单位酒精灯千分尺检验标准按漆包线来料检验标准可焊性特殊检查水平 S-2,以轴为单位目视锡炉1.将样品其中一端浸入锡炉中,观察浸锡后状态,其上锡面积应大于95%,无黑点,无漆皮残留;2.锡炉温度:380±10℃---B级绞线410±10℃---F级绞线3.浸锡时间:总完成外径mm浸锡时间B级浸锡时间F级0.349以下4秒< 5秒<0.350-0.499 5秒< 6秒<0.500-0.999 6秒< 7秒<1.000-1.499 7秒< 9秒<1.500-1.999 8秒< 10秒<2.000以上9秒< 12秒<4.如原物料承认书有特殊要求以原物料承认书为准;5.允收标准:0收1拒.针孔试验特殊检查水平 S-2,以轴为单位目视电源机溶液盒卷尺1.取6M无任何损作,弯曲(自然弯曲除外)的样品,浸5.5M于测试溶液中(2%浓度食盐溶液,并滴入适量3%浓度的酚酞酒精溶液),测试溶液接正极,样品浸锡端接电源负极,样品另一端不可接触溶液;2.测试电压约12V,通电一分钟内产生的紫红色点数即为针孔数;3.检验标准(每卷),n代表股数,如原物料承认书有特殊要求以原物料承认书为准.1UEW: <1*n2UEW: <2*n3UEW: <3*n环境有害物管控检查供方提供的ICP报告和MSDS1.依据来料检验作业指导书检查ICP报告和MSDS;2.允收标准:环境不合格判退。
来料检验作业指导书标题:来料检验作业指导书引言概述:来料检验是生产过程中非常重要的环节,通过对原材料的检验,可以确保生产出的产品质量符合标准要求。
本文将详细介绍来料检验的作业指导书,帮助企业建立科学的来料检验流程,提高产品质量。
一、检验前准备1.1 确定检验标准:根据产品要求确定来料检验的标准,包括外观、尺寸、化学成分、力学性能等。
1.2 确定检验设备:准备好必要的检验设备,如显微镜、千分尺、硬度计等,确保检验工作的顺利进行。
1.3 制定检验流程:建立明确的来料检验流程,包括检验人员的责任分工、检验样品的采集方法等。
二、检验方法2.1 外观检验:首先进行外观检验,检查原材料的表面是否有瑕疵、裂纹或变形等情况。
2.2 尺寸检验:使用合适的测量工具对原材料的尺寸进行检验,确保符合产品要求。
2.3 化学成分检验:根据产品要求对原材料的化学成分进行检验,确保符合标准要求。
三、检验记录3.1 记录检验结果:对每一批原材料的检验结果进行记录,包括合格、不合格等情况。
3.2 留样管理:对合格的原材料进行留样管理,以备日后的追溯和核查。
3.3 不合格处理:对不合格的原材料进行及时处理,如退货、报废等,确保不合格品不会进入生产环节。
四、检验报告4.1 编制检验报告:根据检验结果编制来料检验报告,包括检验项目、检验结果、检验人员等信息。
4.2 报告审核:对检验报告进行审核,确保准确无误。
4.3 报告归档:将检验报告进行归档管理,以备日后的查阅和追溯。
五、持续改进5.1 定期评估:定期对来料检验流程进行评估,发现问题及时改进。
5.2 培训人员:对检验人员进行培训,提高其检验技能和水平。
5.3 反馈机制:建立反馈机制,接受来料检验相关的意见和建议,不断改进检验流程。
结语:通过建立科学的来料检验作业指导书,企业可以提高产品质量,降低质量风险,确保生产过程的顺利进行。
希望本文对您有所帮助,谢谢阅读!。
来料检验作业指导书一、引言来料检验是指对供应商提供的原材料、零部件或者成品进行检验,以确保其质量符合公司的要求和标准。
本作业指导书旨在为来料检验人员提供准确的操作指导,以确保检验工作的准确性和一致性。
二、检验准备1. 检验设备准备来料检验需要使用一系列的检验设备,包括但不限于量具、显微镜、试验设备等。
在进行检验前,检验人员应确保所有设备的正常运行,并进行必要的校准和维护。
2. 检验环境准备来料检验应在整洁、璀璨、无风尘、无湿度的环境中进行,以确保检验结果的准确性。
检验人员应定期清洁检验区域,并保持良好的工作秩序。
三、检验流程1. 检验计划制定根据公司的质量要求和标准,制定来料检验计划。
检验计划应包括待检验物料的种类、数量、检验方法、检验标准等内容。
2. 来料接收当供应商送达物料时,检验人员应与供应商的送货员一起进行来料接收。
检验人员应核对送货单上的物料信息与实际物料是否一致,并进行必要的记录。
3. 外观检验外观检验是来料检验的首要步骤,其目的是检查物料的外观是否符合要求。
检验人员应根据标准要求对外观进行检查,并记录检验结果。
4. 尺寸检验尺寸检验是来料检验的重要环节,其目的是检查物料的尺寸是否符合要求。
检验人员应使用适当的量具对物料的尺寸进行测量,并与标准要求进行比对。
5. 功能性检验功能性检验是针对特定物料的功能要求进行的检验。
检验人员应根据标准要求进行相应的功能性测试,并记录测试结果。
6. 化学成份检验对于需要进行化学成份检验的物料,检验人员应采取适当的取样方法,并使用相应的试剂进行化学分析。
检验人员应根据标准要求对化学成份进行检验,并记录检验结果。
7. 特殊检验根据具体物料的特殊要求,进行相应的特殊检验。
特殊检验可以包括但不限于温度测试、压力测试、电气测试等。
检验人员应根据标准要求进行相应的特殊检验,并记录检验结果。
8. 检验结果判定根据检验结果,判定物料是否合格。
合格的物料可以进入下一步的生产流程,不合格的物料应进行相应的处理,如退货、返工等,并进行记录。