锡须检测与判定标准
- 格式:ppt
- 大小:3.41 MB
- 文档页数:28
锡线的测试标准包括以下方面:
1.外观:锡线表面应光滑、无氧化物,不得有明显的凹坑、裂纹、破损、毛刺、错边等表
面缺陷。
2.尺寸:锡线的直径、长度、误差和圆度应符合相关标准要求。
3.材质:锡线应符合相关标准的化学成分、物理性能和金相组织等要求。
4.包装:锡线应妥善包装,保证不受潮、污染和物理损坏等影响。
具体的检测项目包括成分检测、材质检测、含银量检测、元素成分检测、度数检测、出渣率检测、含量检测、含铜量检测、杂质含量检测、熔点检测等。
此外,还有一些与锡线相关的国家或行业标准,如DB34/T 2981-2017、DB34/T 2980-2017、SN/T 3999-2014等,这些标准详细规定了锡线中各种元素的测定方法,包括波长色散X射线荧光光谱法等多种方法。
以上信息仅供参考,如需了解更多关于锡线测试标准的信息,建议咨询专业人士。
焊锡检验规范篇一:铆端焊锡产品检验规范铆端产品标准判定HSGHSG卡点埙伤:平齐端子受力1KG不脱出HSG杂色:杂色直径1.0mm MAXHSG印字模糊:能辨认字体4. HSG窗口堵塞:窗口不可有异物5. HSG窗口受损:不可以有毛边6. HSG弹片断:HSG弹片不可断7. HSG规格:依印字辨别,依照工程资料图示规格8. HSG带LOCK:手捏要有弹力,LOCK不可断掉二.端子1. 端子规格:依照工程资料规格确认2. 端子退PIN:不可以有退PIN3. 端子打包不良:弹片不可以过高过低,功能区部可以变形,胶皮夹层必须包住芯线胶皮。
不可以错开,打包不皮见铜丝4. 端子料带:标准0.2-0.5mm检验时端子料带不可超出HSG 边沿,且不可以翘起5. 地端:地端料带1.0mmMAX 端子不可以刮伤见铜,铜丝不可以伸入功能区端子不可以变形,扭曲6. 端子翘PIN:检验时竖看端子不可以超出HSG胶芯面三.芯线1. 芯线紧绷:左右弯折芯线不可以单根或者单对线受力紧绷2. 芯线破皮:芯线破皮不可以见铜丝3. 芯线烫伤(烘伤):芯线不可以粘连在一起,分开不可破在皮(若芯线外露,不可以有撕开之痕迹)4. 芯线规格:依工程资料核对线材印字,AWG数来区分规格5. 搭接芯线:必须是同规格颜色做搭接,且LVDS线1条线最多只可以搭接2根芯线,并要穿烘TUBE不可以四.TUBE1. TUBE规格:依照工程资料确认TUBE印字规格2. 烘TUBE品质: (1)TUBE要烘紧,不可有喇叭口,尺寸要符合(2)TUBE不可以刺破(3)TUBE不可以扭曲起皱五.中剥1. 尺寸:必须符合SOP要求2. 编织:(1)裸露在外:编制不可以整股断,编织松散不可以见铝箔在内:最多只能断一股(2)编织不可以氧化发黑六.标签1.印字内容:印字要清晰,不能模糊,内容要与SOP一致2.日期标签:LVDS产品必须是当日生产日期;周期标签为±1周七.线径1.印字:线径印字与工程资料一致,不可印字模糊2.线径不能烫伤,破皮见编织,刮伤,鼓包,颗粒八.胶布1. 不可以错开1mm MAX2. 导电布不可以发黄3. 接口要在HSG背面,要平齐不能错开九.打UV胶1.胶不可以过多,高于HSG平面,必须包住芯线2-3mm2.不可以漏打胶3.胶不可以沾在PIN针及HSG上4.端子上面不可以有绞丝十.扎带品质1.扎带外露1mm MAX不可以刮手2.扎带颜色,规格依照工程资料要求,不可以有色差及杂色十一.夹片1. 针对铜材质夹片可使用治具压,铁材质不可使用治具必须用手压2. 夹片旋钮60度MAX,且错开1mmMAX3. 方向依照资料要求一.什么叫焊锡?焊锡:通过锡丝加热到一定温度时把铜线与连接头接在一起两种原物料经过锡丝加热液化后连接在一起二.焊线所用工具及原物料是什么?焊锡所用的工具是:焊锡机,烙铁,烙铁头,烙铁架,锡丝,海绵焊锡所用的原物料是:线材,连接器三.焊锡规范及作业流程:1)烙铁:220V-240v60W 焊锡温度:380±30℃2)焊接时间1-1.5”3)冷却时间为0.1”4)线材:去皮,长度为1.5-2.0㎜5)胶皮后缩0.5㎜最大6)焊接:锡点要光滑,完整四.焊锡前所做动作:1)分线并排好线位2)焊锡前先把铜丝扭成一股3 )需要TUBE的先套上套管后在焊锡五.焊锡有哪几种不良?是怎么样造成的?1.错位:1)未对SOP线位图记清楚2)疏忽2.冷焊:1)温度不够2)烙铁尖有杂物3.假焊:焊线时间不够4.空焊:1)锡点在表面没有与PIN位接触2)锡量不足送锡时间或者锡丝长度不够5.锡点过大或者过小:是锡量过多或者过少造成6.锡尖:焊锡烙铁温度不够或者焊锡时间过长7.锡渣:PIN与PIN之间有杂物造成或者多次重焊8.胶皮后缩:铜丝剥的太长,焊锡时烫到胶皮,焊锡时间太长9.铜丝分差:铜丝未理顺或者铜丝未完全放入杯口六.焊锡自检项目:1.检查CONN,锡丝是否符合SOP要求2.检查铜丝有无剥伤剥断现象3.自己的每个焊点是否(转载于: 小龙文档网:焊锡检验规范)符合标准4.焊后有无芯线打绞篇二:焊锡检验规范HYX-WI085批准:审核:编写:批准:审核:编写:。
镀锡检验标准摘要:一、镀锡概述二、镀锡检验标准的重要性三、镀锡检验标准的具体内容1.镀层厚度2.镀层均匀性3.镀层结合力4.镀层外观四、检验方法及设备五、检验流程六、注意事项七、总结正文:一、镀锡概述镀锡是金属表面处理的一种重要方法,主要用于提高金属的耐腐蚀性、美观性和焊接性能。
在各种工业领域中,镀锡产品得到了广泛的应用。
因此,对镀锡质量的检验显得尤为重要。
二、镀锡检验标准的重要性镀锡检验标准是对镀锡产品质量的评判依据,它可以帮助企业和个人了解镀锡产品的优劣,确保消费者的利益。
同时,检验标准还有助于规范市场秩序,提高整个行业的竞争力。
三、镀锡检验标准的具体内容1.镀层厚度:镀层厚度是衡量镀锡质量的重要指标。
根据GB/T 1519化学镀锡薄钢板标准,镀层厚度应不小于0.02mm。
2.镀层均匀性:镀层均匀性是指镀层在金属表面的分布情况。
检验方法通常采用硫酸铜点滴试验,通过观察镀层颜色的变化来判断均匀性。
3.镀层结合力:镀层结合力是指镀层与金属基体之间的结合程度。
常用的检验方法有划痕试验、振动试验等。
4.镀层外观:镀层外观包括光泽、颜色、均匀性等方面。
外观检验通常采用肉眼观察或光学仪器检测。
四、检验方法及设备镀锡检验方法包括实验室检验和现场检验。
实验室检验主要采用仪器设备进行,如厚度测量仪、光谱分析仪等。
现场检验则主要依靠人工观察和简易设备进行。
五、检验流程1.取样:从生产线上随机抽取一定数量的镀锡产品作为检验样品。
2.制备试样:将取样的镀锡产品切割成适当尺寸的试样。
3.检验:按照检验标准,对试样进行各项指标的检验。
4.数据处理:记录检验数据,计算各项指标的合格率。
5.判定结果:根据检验数据,判断镀锡产品是否符合标准要求。
六、注意事项1.检验过程中应确保仪器设备的准确性和可靠性。
2.检验人员应具备专业知识和实践经验。
3.检验过程中应注意安全,避免因操作不当导致的意外伤害。
4.检验结果应真实、客观、公正,不得篡改或伪造数据。
第三方有机锡检测-有机锡有毒
1、所有用于海洋,沿海,河口和内陆水道和湖泊的船舶;
2、用于鱼类或贝类养殖的网箱,浮筒,网和任何其他器具或设备;
3、任何完全或部分浸入式设备或设备。
有机锡含量检测的标准:
MSZ 8653/12-1984 镍化学检测.锡含量检测;
MSZ 8652/3-1970 锡化学检测.铁含量检测;
MSZ 8652/4-1970 锡化学检测.铜含量检测;
MSZ 8652/7-1970 锡化学检测.锑含量检测;
MSZ 8652/8-1970 锡化学检测.硫磺含量检测;
MSZ 8652/2-1970 锡化学检测.砷含量检测;
MSZ 8651/p-1968 铅化学检测.锡和锑含量检测;
MSZ 3612/p-1961 罐装食品锡含量检测;
MNOSZ 8674-1952 铜和铜合金化学检测.锡含量检测。
1. 业务咨询:申请人提供产品资料、图片及测试要求;
2. 工程报价:根据申请人提供的资料,工程师作出评估,并向申请方口头报价;
3. 提供资料:申请方接受口头报价后,测试样品提交到我司;
4. 支付款项:收到样品后向申请方发出书面报价,申请方根据书面报价安排付款;
5. 样品测试:依照所适用的标准或客户要求进行产品测试;
6. 出具报告:测试完成优耐实验室出具CNAS测试报告,结案。
优耐检测是一家独立的第三方检测及认证机构,专业提供认证服务。

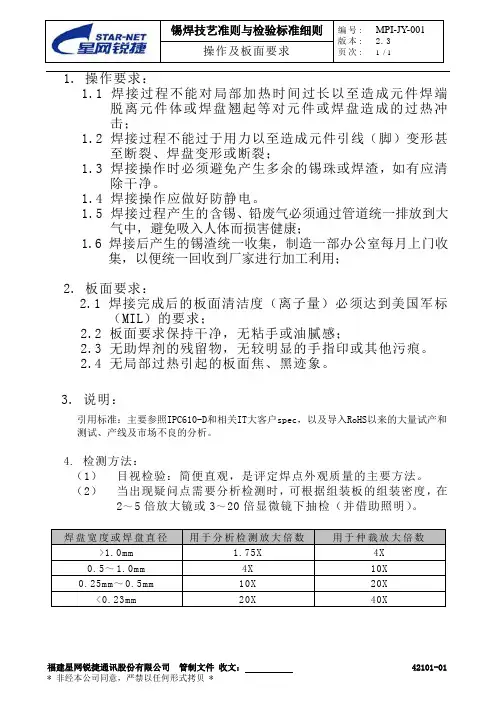
锡焊技艺准则与检验标准细则编号: MPI-JY-001版本: 2.3操作及板面要求页次: 1 / 11. 操作要求:1.1 焊接过程不能对局部加热时间过长以至造成元件焊端脱离元件体或焊盘翘起等对元件或焊盘造成的过热冲击;1.2 焊接过程不能过于用力以至造成元件引线(脚)变形甚至断裂、焊盘变形或断裂;1.3 焊接操作时必须避免产生多余的锡珠或焊渣,如有应清除干净。
1.4 焊接操作应做好防静电。
1.5 焊接过程产生的含锡、铅废气必须通过管道统一排放到大气中,避免吸入人体而损害健康;1.6 焊接后产生的锡渣统一收集,制造一部办公室每月上门收集,以便统一回收到厂家进行加工利用;2. 板面要求:2.1 焊接完成后的板面清洁度(离子量)必须达到美国军标(MIL)的要求;2.2 板面要求保持干净,无粘手或油腻感;2.3 无助焊剂的残留物,无较明显的手指印或其他污痕。
2.4 无局部过热引起的板面焦、黑迹象。
3. 说明:引用标准:主要参照IPC610-D和相关IT大客户spec,以及导入RoHS以来的大量试产和测试、产线及市场不良的分析。
4. 检测方法:(1)目视检验:简便直观,是评定焊点外观质量的主要方法。
(2)当出现疑问点需要分析检测时,可根据组装板的组装密度,在2~5倍放大镜或3~20倍显微镜下抽检(并借助照明)。
焊盘宽度或焊盘直径用于分析检测放大倍数用于仲裁放大倍数>1.0mm 1.75X 4X0.5~1.0mm 4X 10X0.25mm~0.5mm 10X 20X<0.23mm 20X 40X一、表面贴装元件NO. 项目规格与方法参考图片判定1片式元件(含圆柱体)焊点高度(E)最佳焊点高度为焊锡高度加元件可焊端高度。
OK◆最大焊点高度可超出焊盘或爬伸至金属镀层可焊端顶部,但不可接触元件体。
◆最低应爬伸至元件可焊端1/4处,形成弯月形(E>G+1/4H)。
可接受◆焊锡接触元件体。
◆少锡:锡未爬至元件可焊端25%高度。


防腐食品锡的检测方法26935—86国标该标准适用于肉罐头,晒干,熏制等方法保存的食品,植物肉,果蔬类,奶类,鱼类食品和饮料,定量包装的马口铁铁筒罐头,并确定用比色法测定锡。
方法主要以测定锡与苯芴酮的配价化合物颜色强度为基础测定锡。
1.采样及样品的准备1.1 对于各种具体产品采样方法及试验的准备应该在标准—技术文件中作出了规定。
2. 仪器,材料,试剂按24104国标,2级精确度,最大称重量为200g,容许的称量误差为±0.01g的实验室通用天平。
按24104国标,3级精确度,最大称重量为1Kg,容许的称量误差为±0.1g的实验室通用天平。
按标准技术文件,实验室带有光密度值读数装置和滤光器λmax=(440±5)nm光电比色计或用于测定可视光谱的分光光度计。
水浴锅。
按28498国标,工业用玻璃温度计,其测定范围从0-50℃,容许的测量误差为±1℃。
测时器容许的测量误差为±1分钟。
按14919国标,或其它商标的家用电炉。
化学支架。
按25336国标,В-25-38ХС, В-36-50ХС, В-100-150ХС型漏斗。
容积25ml,单位值(刻分度值)为0.1ml的滴定管(量管)。
按1770国标,2-50-2,2-100-2,2-1000-2型量度烧瓶。
容积为1,2,5和10ml的刻度移液管。
按21400国标,玻璃棒。
按25336国标,В-1-50ТХС, В-1-100ТХС, В-1-250ТХС, В-1-600ТХС,В-1-1000ТХС型空玻璃杯。
按1770国标,1-25或3-25,1-250或3-250,1-500或3-500型量筒。
红色石芯试纸或2,4—二硝基苯酚,在乙醇中的溶液为1g/L。
无尘过滤器。
按6709国标,蒸馏水。
按10929国标,过氧化氢。
栎精(酸),在乙醇中的溶液为2.0g/L,经滤纸过滤。
按3118,х.ч或ч.д.а国标,盐酸,浓缩的且溶液为83g/L(8%)。
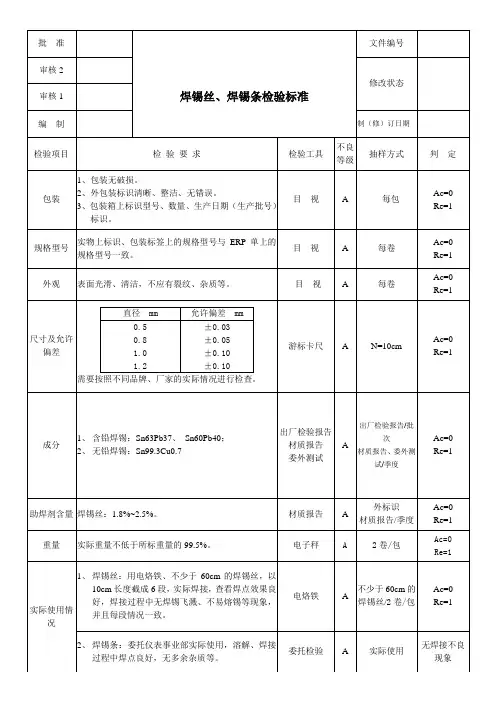
批准焊锡丝、焊锡条检验标准文件编号审核2修改状态审核1编制制(修)订日期检验项目检验要求检验工具不良等级抽样方式判定包装1、包装无破损。
2、外包装标识清晰、整洁、无错误。
3、包装箱上标识型号、数量、生产日期(生产批号)标识。
目视 A 每包Ac=0Re=1规格型号实物上标识、包装标签上的规格型号与ERP单上的规格型号一致。
目视 A 每卷Ac=0Re=1外观表面光滑、清洁,不应有裂纹、杂质等。
目视 A 每卷Ac=0 Re=1尺寸及允许偏差直径 mm 允许偏差 mm0.50.81.01.2±0.03±0.05±0.10±0.10需要按照不同品牌、厂家的实际情况进行检查。
游标卡尺 A N=10cmAc=0Re=1成分1、含铅焊锡:Sn63Pb37、Sn60Pb40;2、无铅焊锡:Sn99.3Cu0.7出厂检验报告材质报告委外测试A出厂检验报告/批次材质报告、委外测试/季度Ac=0Re=1助焊剂含量焊锡丝:1.8%~2.5%。
材质报告 A外标识材质报告/季度Ac=0Re=1重量实际重量不低于所标重量的99.5%。
电子秤 A 2卷/包Ac=0 Re=1实际使用情况1、焊锡丝:用电烙铁、不少于60cm的焊锡丝,以10cm长度截成6段,实际焊接,查看焊点效果良好,焊接过程中无焊锡飞溅、不易熔锡等现象,并且每段情况一致。
电烙铁 A不少于60cm的焊锡丝/2卷/包Ac=0Re=12、焊锡条:委托仪表事业部实际使用,溶解、焊接过程中焊点良好,无多余杂质等。
委托检验 A 实际使用无焊接不良现象。
电子封装锡和锡合金表面晶须标准研究发布时间:2022-05-09T08:14:17.102Z 来源:《新型城镇化》2022年9期作者:杨雅丽曲乐[导读] 本文简述了晶须的来源,形成机理及抑制措施,并结合JEDEC的标准对锡晶须标准制定进行指导。
珠海格力电器股份有限公司广东珠海 519000摘要:在当前电子封装行业,锡和锡合金易于产生锡须致使电器发生故障是一直以来困扰的难题,随着环保要求的提高,在锡中添加铅可以抑制锡晶须的生长已经不再是解决这一难题的绝佳方案,因此对锡晶须标准的研究成为必不可少的课题。
本文简述了晶须的来源,形成机理及抑制措施,并结合JEDEC的标准对锡晶须标准制定进行指导。
1引言锡和锡合金由于本身物理特性,易于在表面形成晶须致使电器发生故障,这一现象严重阻碍了电子封装行业的发展,尤其在航空航天、军事等高精端应用场景中,这一难题始终悬而未决。
而在实际应用过程中,针对晶须建立相关标准对于评价其使用性能尤为重要,因此对晶须的标准研究也是电子封装中必不可少的课题。
本文结合JESD22-A121A和JESD201A标准,即锡和锡合金表面晶须生长测量的测试方法、锡和锡合金表面涂层的锡须灵敏度环境验收要求,深入对锡晶须标准分析研究。
2晶须来源晶须是指一种呈纤维状的晶体,均匀的横截面积是其主要特征。
锡晶须则是在锡或锡合金表面自发生长出的晶须。
电子器件使用过程中晶须的存在造成相邻导体间短路、晶须短路导致金属蒸发放电等。
晶须的形成机理一直是业界研究的重点也是难点问题,目前尚无公认一致的结论。
目前提出的生长机制主要有位错机制、再结晶机制、氧化膜破裂(COT)机制、金属间化合物氧化分解机制、氢致晶须生长机制5种。
基于对晶须生长机制的探讨研究,提出了合金化、去应力退火[1]、中间隔离层、镀后重熔[2]、有机涂层、电镀工艺改进等几种锡晶须的抑制措施。
尽管目前除添加铅元素外还发现一些抑制锡晶须的措施,但仍无可量产并实现产业性抑制晶须的措施,锡晶须的产生无可避免,因此亟需建立对电子元器件中锡晶须的标准要求。
广东步步高电子工业有限公司电脑电玩厂BBK ELECTRONICS CORP., LTD助焊剂的特性1、化学活性(Chemical Activity)要达到一个好的焊点,被焊物必须要有一个完全无氧化层的表面,但金属一旦曝露于空气中会生成氧化层,这中氧化层无法用传统溶剂清洗,此时必须依赖助焊剂与氧化层起化学作用,当助焊剂清除氧化层之后,干净的被焊物表面,才可与焊锡结合。
助焊剂与氧化物的化学反应有几种:1、相互化学作用形成第三种物质;2、氧化物直接被助焊剂剥离;3、上述两种反应并存。
松香助焊剂去除氧化层,即是第一中反应,松香主要成份为松香酸(Abietic Acid)和异构双萜酸(Isomeric diterpene acids),当助焊剂加热后与氧化铜反应,形成铜松香(Copper abiet),是呈绿色透明状物质,易溶入未反应的松香内与松香一起被清除,即使有残留,也不会腐蚀金属表面。
氧化物曝露在氢气中的反应,即是典型的第二种反应,在高温下氢与氧发生反应成水,减少氧化物,这种方式长用在半导体零件的焊接上。
几乎所有的有机酸或无机酸都有能力去除氧化物,但大部分都不能用来焊锡,助焊剂被使用除了去除氧化物的功能外,还有其他功能,这些功能是焊锡作业时,必不可免考虑的。
2、热稳定性(Thermal Stability)当助焊剂在去除氧化物反应的同时,必须还要形成一个保护膜,防止被焊物表面再度氧化,直到接触焊锡为止。
所以助焊剂必须能承受高温,在焊锡作业的温度下不会分解或蒸发,如果分解则会形成溶剂不溶物,难以用溶剂清洗,W/W级的纯松香在280℃左右会分解,此应特别注意。
3、助焊剂在不同温度下的活性好的助焊剂不只是要求热稳定性,在不同温度下的活性亦应考虑。
助焊剂的功能即是去除氧化物,通常在某一温度下效果较佳,例如RA的助焊剂,除非温度达到某一程度,氯离子不会解析出来清理氧化物,当然此温度必须在焊锡作业的温度范围内。
Sheet 3/8Title:Soldering wire、Soldering barspecification and inspection standard图1 共晶无铅焊料熔化温度测量的温度----热效应曲线图5.3、锡线可焊性测试:将烙铁温度设置为380±5℃,用烙铁加适量焊锡在PCB裸板的焊点上焊接,焊接时间3~6秒。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.4、锡条可焊性测试:将锡条熔在锡炉内,并保持炉温260±5℃,将刷过助焊剂的PCB放在锡炉上焊接3~5S。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.5、锡线拉伸强度测试:在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.6、锡条拉伸强度测试:将无铅焊料加工成哑铃状测试样件。
在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.7、冷热冲击:温度:置于-55℃± 3℃,30分钟,再转换至标准大气条件10~15分钟,再转换到85℃± 2℃,30分钟,再转换至标准大气条件10~15分钟,转换时间:最久5分钟,暴露次数:5次.物品应置于标准大气条件中1~2小时后再进行测量动作,判断标准:外观无不良。
5.8、恒温恒湿:温度40±2℃,湿度80% - 100%,测试96H,测试后置于室温下1~2小时后测试其它项目,判断标准:外观无不良。
5.9、振动测试:将试验样品固定在振动台上做振动测试,振动条件:1.频率: 一分钟内变换10Hz – 55Hz – 10Hz)Sheet 5/8Title:Soldering wire、Soldering barspecification and inspection standardP=F/S--------------------------(1)a=(L1-L)/L×100--------------(2)其中:P-抗拉强度N/mm2F-试样件断裂时的拉力NS-试样件基准处的横截面积mm2a-延伸率%L1-试样件断裂时两段标记之间的距离mmL-试验前试样件两端标记之间的距离mm一组(3个)试样件抗拉强度和延伸率的算术平均值即为该无铅焊料的抗拉强度和延伸率。
印锡检查标准印锡检查标准主要包括以下几个方面:1.印刷质量:印刷质量是衡量印锡的重要指标,包括印刷厚度、均匀度、形态、线宽和偏移情况等。
印刷厚度要符合设计要求,不应过厚或过薄;印刷的均匀度要良好,保证元件焊接质量;印刷形态要清晰规范,线宽一致,偏移控制在一定范围内。
2.印刷位置:印刷位置要准确,不应有偏差。
对于特定的印刷位置,例如引脚、焊盘等,要确保锡膏印刷准确,防止出现偏移或错位的情况。
3.锡膏质量:锡膏的质量直接影响印刷效果和焊接质量。
要确保锡膏无杂质、无颗粒、无气泡,且具有一定的粘性和湿润性。
锡膏应均匀分布在印刷表面上,无漏印或多印的现象。
4.锡膏厚度:锡膏的厚度要适中,不能过厚或过薄。
过厚的锡膏可能导致元件焊接不良,过薄的锡膏则可能影响焊接效果和可靠性。
5.桥接和连锡:要检查印刷后是否存在桥接和连锡现象。
桥接是指锡膏在不该连接的地方连接起来,连锡则是相邻的引脚或焊盘之间出现多余的锡膏连接。
6.锡膏边缘:检查锡膏边缘是否整齐、光滑,无塌落、拉尖、少锡等现象。
7.反白和少锡:在放大镜下检查印刷品,观察元件PAD上锡膏是否有上下偏移或左右偏移,是否出现反白现象和少锡现象。
反白是指PCB在斜视时有反光现象,少锡则是指引脚或焊盘上锡膏不足。
8.钢网和模板:检查钢网和模板是否清洁、无异物堵塞。
钢网及模板的翘曲度也需要进行检测。
9.温度和时间控制:在检查过程中要确保温度和时间控制符合要求。
温度过高可能导致锡膏粘稠度下降,温度过低则可能影响锡膏的流动性和焊接效果。
总之,印锡检查标准需要根据具体的产品要求和工艺要求来确定,并且需要按照相关标准进行严格控制。
在生产过程中,要定期对印锡进行检查和测试,以确保产品质量和可靠性。
纺织品锡含量要求纺织品是人们日常生活中必不可少的一种物品,它的质量和安全性直接关系到人们的健康和舒适感。
而纺织品中的锡含量是一个重要的指标,它可以影响纺织品的性能和品质。
本文将介绍纺织品中锡含量的要求和相关知识。
一、纺织品中锡的作用锡是一种金属元素,它在纺织品中起着重要的作用。
首先,锡可以增强纺织品的柔软性和弹性。
它可以与纤维形成化学键,使纺织品具有更好的柔软性和弹性,使穿着更加舒适。
此外,锡还可以增加纺织品的耐磨性和耐久性,延长纺织品的使用寿命。
二、纺织品中锡的要求根据国家相关标准,纺织品中锡的含量有一定的要求。
具体要求如下:1. 无锡纺织品:无锡纺织品是指纺织品中不含锡元素的产品。
根据相关标准,无锡纺织品的锡含量应小于等于0.1%。
2. 低锡纺织品:低锡纺织品是指纺织品中锡含量较低的产品。
根据相关标准,低锡纺织品的锡含量应小于等于0.5%。
3. 中锡纺织品:中锡纺织品是指纺织品中锡含量适中的产品。
根据相关标准,中锡纺织品的锡含量应小于等于1.0%。
4. 高锡纺织品:高锡纺织品是指纺织品中锡含量较高的产品。
根据相关标准,高锡纺织品的锡含量应小于等于2.0%。
三、纺织品中锡含量的检测方法为了确保纺织品中锡含量符合标准要求,需要进行锡含量的检测。
目前常用的锡含量检测方法有原子吸收光谱法、电感耦合等离子体质谱法和火焰原子吸收光谱法等。
这些方法可以准确、快速地检测纺织品中的锡含量,并确保产品质量符合要求。
四、纺织品中锡含量的影响因素纺织品中的锡含量受到多种因素的影响,主要包括以下几个方面:1. 原材料:纺织品的锡含量与原材料的锡含量有关。
不同原材料的锡含量不同,会影响最终产品的锡含量。
2. 加工工艺:纺织品的加工工艺也会对锡含量产生影响。
不同的加工工艺可能会导致锡含量的变化,需要在生产过程中进行严格控制。
3. 环境因素:纺织品的锡含量还受到环境因素的影响。
例如,生产过程中的温度、湿度等因素都可能影响锡的含量。