03 筑炉材料
- 格式:ppt
- 大小:3.30 MB
- 文档页数:59

循环流化床锅炉炉墙耐火材料砌筑要求
根据现场安装进度和场地情况,预先提出相关材料进场的先后顺序和数量计划,确保筑炉材料按部就班、及时、有序进场,查清所用材料的品种、规格、数量、出厂时间和合格证,并及时报验。
筑炉材料进入现场,须分类堆放、保存,避免受潮,防止雨淋和杂质混入,材料底部应预先垫高20~30cm材料顶部及四周应用蓬布遮盖。
(一)锅炉炉墙耐火材料砌筑要求
(1)拌制不同浇注料、灰浆、抹面料等材料时,必须洗净所有机械机具,搅拌用水必须是结晶自来水,严禁使用碱水及含有机悬浮物的水,冬天气温低于-5℃时,不需采用冬季施工措施,要做好工作环境的封闭、挡风、加热和保温工作,确保砌筑后衬里的温度在5℃以上。
(2)炉墙应按图纸设计要求的规定留出膨胀缝,其宽度偏差±3mm,膨胀缝边界应平整,膨胀缝内应清洁,不得夹有灰浆、碎砖及其它杂物。
(3)砌砖时,灰缝必须错开并压缝,上下层不得有垂直通缝,每层
砌砖不得有里外通缝,砖缝的灰浆必须饱满均匀,饱满度不小于90%
(4)耐磨浇注料内采用“Y”型、“V”型抓钉安装时要按设计要求布置抓钉间距,浇筑前所有抓钉设计耐磨浇注料接触面均应涂刷2mm厚沥青,扎钉焊接一定要牢固。
(5)二次风和煤喷嘴部位,在浇注耐磨浇注料前应先涂1层2mm 厚沥青,以利于高温下的自由膨胀。
(6)施工用水应按耐磨浇注料施工要求,本工程内衬材料的施工用水必须是生活结晶水,并要求PH≥6.5,含氯根离子≤50X106 。
(7)配料、拌料施工时,配料严格按材料厂家的使用说明书进行过磅配水。
When the lives of employees or national property are endangered, production activities are stopped to rectify and eliminate dangerous factors.(安全管理)单位:___________________姓名:___________________日期:___________________燃气工业炉的热工过程及热力计算(最新版)燃气工业炉的热工过程及热力计算(最新版)导语:生产有了安全保障,才能持续、稳定发展。
生产活动中事故层出不穷,生产势必陷于混乱、甚至瘫痪状态。
当生产与安全发生矛盾、危及职工生命或国家财产时,生产活动停下来整治、消除危险因素以后,生产形势会变得更好。
"安全第一"的提法,决非把安全摆到生产之上;忽视安全自然是一种错误。
热工过程是工业炉内一个重要的物理、化学过程。
燃气工业炉的热工过程是指炉内燃气燃烧、气体流动及热交换过程的总和。
显然,它是直接影响工业炉生产的产品数量、质量及经济指标的关键。
燃气工业炉的热工过程的好坏,炉膛部位是核心。
因为物料的加热、熔炼及干燥等都主要是在炉膛内完成的,而炉膛热工过程又受炉子砌体各部位热工特性影响。
一、炉体的热工特性工业炉炉子砌体的结构与材料,决定砌体的基本热工特性,进而对于工业炉热工状态造成重大影响。
(一)不同炉子砌体的热工特性工业炉的炉墙、炉顶、炉底由不同材质的多层材料砌筑而成,而各层材料的导热系数与厚度都不一样,因而温度变化也各有差异。
图3—9—6所示炉墙,从内到外分别为粘土砖、绝热层和普通红砖。
炉膛内高温焰气的热量通过辐射与对流向炉墙内表面传递;内表面再通过传导,把热量传到外表面;而外表面再通过辐射、对流向周围空间散热。
图3-9-6炉墙厚度上的温度分布1-普通红砖层;2-绝热层;3-粘土砖层;4-炉膛空间;tin-内壁温度;tout-外壁温度一般砌体的作用是保证炉子空间达到工作温度,炉衬不被破坏,而加绝热层是为了减小损失。

中华人民共和国国家标准工业炉砌筑工程施工及验收规范GB 50211-2004主编部门:中国冶金建设协会批准部门:中华人民共和国建设部施行日期:2004年8月1日中国计划出版社2004 北京中华人民共和国建设部公告第248号建设部关于发布国家标准《工业炉砌筑工程施工及验收规范》的公告现批准《工业炉砌筑工程施工及验收规范》为国家标准,编号为GB50211—2004,自2004年8月1日起实施。
其中,第1.0.4、3.1.6、3.1.7、3.2.9、3.2.11、3.2.12、3.2.20、3.2.37、3.2.40、3.2.42、3.2.46、3.2.50、3.2.54、3.2.57、3.2.61、3.2.64、3.2.81、4.1.3、4.2.2、4.2.40、4.3.12、6.2.6、6.3.11、7.1.2、7.1.9、7.1.36、7.1.49、8.1.1、8.2.9、9.2.10、10.3.5、10.6.10、10.6.13、12.3.7、13.1.11、13.3.9、13.4.2、13.4.7、15.2.4、18.0.7、20.0.4、20.0.10条为强制性条文,必须严格执行。
本规范由建设部标准定额研究所组织中国计划出版社出版发行。
中华人民共和国建设部二〇〇四年六月十八日前言本规范是根据建设部建标[1997]108号文的要求,由武汉冶金建筑研究院会同冶金、化工、建材、有色金属行业所属的有关单位,对原《工业炉砌筑工程施工及验收规范》GBJ 211—87进行修订而成。
在修订过程中,修编组认真总结了近十年工业炉砌筑工程设计、施工、科研和生产使用方面的经验,并根据建设部建标[1996]626号文关于工程建设标准编写规定进行修订。
广泛征求了全国有关单位的意见,经反复讨论、修改,最后由建设部标准定额司和中国冶金建设协会主持的审查会议上审查定稿。
村规范共分20章,其中1、2、3、4、5、19和20章系通用部分,包括各种工业炉砌筑工程的共同规定;其余各章为所列专业炉砌筑工程的特殊要求。

筑炉工艺流程筑炉工艺流程是一项重要的技术活动,主要是指在炼钢过程中对炉膛进行修复和更换的工作。
下面是一份700字以内的筑炉工艺流程介绍:筑炉工艺流程是炼钢中不可或缺的一环。
首先,筑炉前需要做好准备工作。
这个阶段主要包括清理工作和准备工具。
清理工作是指将旧炉膛中的残渣、炉渣和化学物质清除干净,以确保新炉膛的能够顺利投入使用。
准备工具是指筑炉所需的各种仪器设备和原材料,包括砖头、水泥、土壤等。
接下来,是筑炉的具体过程。
首先,需要在现场进行测量,确定新炉膛的尺寸和形状。
然后,根据需要制作炉墙的模板,并用钢筋将模板固定在炉底上。
接下来,需要先用水泥勾缝填充模板四周,以确保炉墙与炉底之间的连接牢固。
然后,将预制的炉砖按照一定的规律和顺序放置在模板内部,同时用水泥将砖头黏合在一起。
在放置砖头的过程中,要确保砖与砖之间的接缝不大于一定的范围,以便适应高温和压力的情况。
当炉墙建设完成后,需要进行后续的工作,包括砖墙的维护和养护。
砖墙的维护是指对筑炉过程中可能出现的问题进行及时修补和处理。
如果发现炉墙出现裂缝或者砖块松动的情况,需要及时采取措施进行修复,以防止炉膛在使用过程中发生严重的问题。
养护阶段是指在炉墙修复后进行的一系列操作,以确保炉膛的正常使用。
这个阶段主要包括炉膛的干燥、预热和试运行等。
最后,需要进行炉膛的验收和记录工作。
验收工作是指对整个炉膛筑建的质量进行检查和评估,以确保其符合安全和技术要求。
如果发现问题,需要进行及时修复和处理。
记录工作是指对筑炉过程中的各个环节进行详细记录,以备后续的分析和总结。
筑炉工艺流程的每个环节都非常重要,需要严格按照要求进行操作。
只有做到每个环节都正确无误,才能确保炉膛的质量和安全。
最后,需要强调的是筑炉工艺流程需要经验丰富的技术人员来进行操作,以确保工作的顺利进行和炉膛的质量。
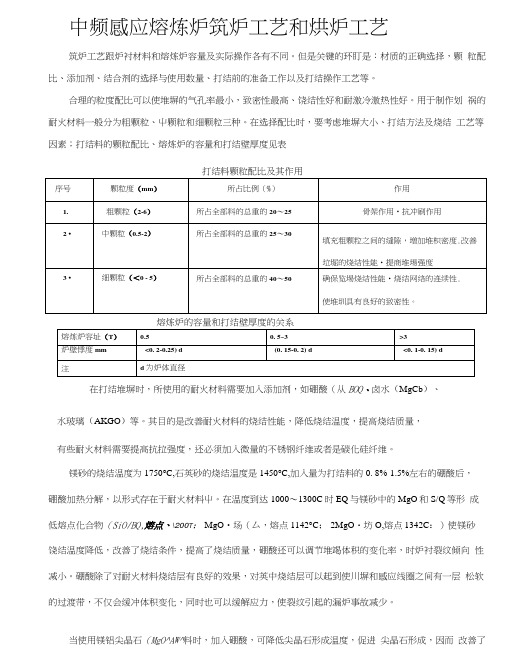
中频感应熔炼炉筑炉工艺和烘炉工艺筑炉工艺跟炉衬材料和熔炼炉容量及实际操作各有不同。
但是关键的环盯是:材质的正确选择,颗粒配比、添加剂、结合剂的选择与使用数量、打结前的准备工作以及打结操作工艺等。
合理的粒度配比可以使堆塀的气孔率最小,致密性最髙、饶结性好和耐激冷激热性好。
用于制作划祸的耐火材料一般分为粗颗粒、屮颗粒和细颗粒三种。
在选择配比时,要考虑堆塀大小、打结方法及烧结工艺等因素;打结料的颗粒配比、熔炼炉的容量和打结壁厚度见表打结料颗粒配比及其作用熔炼炉的容量和打结壁厚度的关系在打结堆塀时,所使用的耐火材料需要加入添加剂,如硼酸(从BOQ、卤水(MgCb)、水玻璃(AKGO)等。
其目的是改善耐火材料的烧结性能,降低烧结温度,提高烧结质量,有些耐火材料需要提髙抗拉强度,还必须加入微量的不锈钢纤维或者是碳化硅纤维。
镁砂的烧结温度为1750°C,石英砂的烧结温度是1450°C,加入量为打结料的0. 8%-1.5%左右的硼酸后,硼酸加热分解,以形式存在于耐火材料屮。
在温度到达1000〜1300C时EQ与镁砂中的MgO和S/Q等形成低熔点化合物(SiO/BQ,熔点、\200T; MgO•场(厶,熔点1142°C; 2MgO・坊O,熔点1342C:)使镁砂饶结温度降低,改善了烧结条件,提高了烧结质量,硼酸还可以调节堆竭体积的变化率,时炉衬裂纹倾向性减小。
硼酸除了对耐火材料烧结层有良好的效果,对英中烧结层可以起到使川塀和感应线圈之间有一层松软的过渡带,不仅会缓冲体积变化,同时也可以缓解应力,使裂纹引起的漏炉事故减少。
当使用镁铝尖晶石(MgO^AW^料时,加入硼酸,可降低尖晶石形成温度,促进尖晶石形成,因而改善了烧结质量,提髙了划竭的耐压强度,在含氧化镁(MgO) 92%,氧化铝(心)8%的打结料中加入料重1.2%的硼酸后,改善了烧结质量,使圮祸的耐压强度也增加了1〜2倍。
但是硼化物表而活性大,对镁质耐火材料也有不利之处,所以硼酸的加入量不宜过多,要适量调整。

3吨中频炉筑炉工艺
1、按配料单备好各种筑炉材料,
其中:石英砂氧化硅含量大于98%;
颗粒度符合规定,干砂、干粉干燥不潮湿。
2、用吸铁石出去含铁杂物
3、将石英砂、石英粉及硼酸进行干混,再加适量水拌均
匀。
4、靠感应线圈敷石棉布一层,玻璃丝布2层
5、炉底筑炉料厚度为250MM。
要求分四次捣固,捣锤用
力均匀,处处捣紧到位密度一致。
6、炉底捣固好后将坩埚放置炉堂中央,测量四周壁厚,
要求壁厚均匀一致。
在坩埚中放置重物进行定位。
7、炉壁每层加沙厚度为60—80MM,每层不间断捣固约
10分钟。
炉嘴、炉领用水玻璃调制的筑炉沙捣制。
8、筑炉后进行烘炉,烘炉料填装为满炉料的60%并且尽量高
出炉领,按照开炉要求检查各系统,检查无误后将功率调至80—150KV A烘烤10—12小时。
筑炉工操作规程有哪些(6篇)(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如工作报告、合同协议、心得体会、演讲致辞、规章制度、岗位职责、操作规程、计划书、祝福语、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample texts, such as work reports, contract agreements, insights, speeches, rules and regulations, job responsibilities, operating procedures, plans, blessings, and other sample texts. If you want to learn about different sample formats and writing methods, please pay attention!筑炉工操作规程有哪些(6篇)筑炉工操作规程有哪些篇1筑炉工操作规程一、施工前准备1.确认工程设计图纸,理解炉子的结构和材料要求。
电弧炉熔炼工艺规程—————————————————————————————1范围本规程规定了电弧炉的筑炉、修炉、烘炉及铸钢熔炼的工艺规程。
本规程适用于3.0吨电弧炉。
2引用标准3筑炉3.1 筑炉准备筑炉用原材料的规格按表1选用,原材料的理化指标应符合的规定。
3.1.2砌炉前,炉壳水冷系统要进行水冷检查,若发现漏水,需经修复或调换后再砌炉.筑炉材料和工具均应准备齐全。
3.2 筑炉工艺3.2.1炉底铺5mm~10mm厚石棉板。
石棉板应与铁板贴紧,铺到炉门口为止。
炉底平砌一层粘土砖,再平砌两层镁砖,上、下两层砖缝应交错45º。
砖缝应小于2mm,砌到炉底坡和炉壁接合处。
接合处镁砖应很好加工,最大限度地缩小接缝。
砌砖完成后,在砖上撒一层镁砂粉,然后用木锤敲打砌砖,使镁砂粉紧实充填砖缝。
最后清扫炉体,除去表面砂粉。
打结用卤水镁砂:镁砂加8%~10%卤水手工混合均匀。
卤水:卤粉加热溶于水,使用温度20ºC~40ºC,比重1.3~1.4。
将混好的卤水镁砂分层打结于炉底。
散料铺设厚度小于80mm,用捣固机大面积打结。
先打结球形部分,后打结炉坡处。
打至表面发白,有金属声响时为止,再加入下一批料,直至炉底全部打好。
3.3.7炉墙处铺5mm~10mm厚石棉板,平砌一层粘土砖。
———————————————————————————————————————在打好的炉底上,沿炉墙谱三至四层镁砂,铺成圆形,然后再往上铺高铝砖,铺到与炉体平齐为止。
砖缝用卤水镁砂填实,各层砖之间应错缝。
出钢槽用卤水镁砂打结,保证出钢顺利,并应仔细烘烤,使其具有较好的抗冲刷性能。
中修炉时应将不完整和不结实的砖块拆除,砖缝间的残渣、冷钢应全部除净。
4烘炉4.1 烘炉前仔细检查水冷系统和机电系统,发现异常应及时与有关人员联系解决修复,确认正常后方可送电。
4.2大修炉烘烤工艺用木炭或木柴烘烤4小时。
加入焦碳,降下电极,用低电压、电流1000A送电30分钟,然后停电20分钟。
筑炉工程手册(原创版)目录1.筑炉工程手册的概述2.筑炉工程的准备工作3.筑炉工程的具体步骤4.筑炉工程的注意事项5.筑炉工程的验收标准正文筑炉工程手册是一本为炉具制造和安装提供详细指导的工具书。
它包含了筑炉工程的各个方面,从准备工作到具体步骤,再到验收标准,为炉具制造和安装工作提供了全面的参考。
在开始筑炉工程之前,必须做好充分的准备工作。
首先,需要对施工现场进行清理,确保施工现场的平整和清洁。
其次,需要对施工人员进行技术培训,确保他们熟悉和了解筑炉工程的各个步骤和注意事项。
最后,需要准备充足的筑炉材料,包括耐火砖、隔热材料和钢材等。
筑炉工程的具体步骤包括基础施工、炉体砌筑、炉顶安装和炉内设备安装等。
基础施工是筑炉工程的第一步,也是最重要的一步。
它需要根据炉具的设计要求,进行基础的挖掘和夯实,以确保基础的稳定性和承重能力。
炉体砌筑是筑炉工程的核心环节,它需要按照设计图纸,使用耐火砖和隔热材料,一层一层地砌筑炉体。
炉顶安装和炉内设备安装则是在炉体砌筑完成后,进行的后续工作。
在筑炉工程中,有一些需要注意的事项。
例如,施工过程中需要严格遵守施工规范和安全规定,确保施工的安全和质量。
例如,炉体砌筑时,需要确保耐火砖的砌筑紧密,隔热层的厚度均匀,以保证炉体的密封性和保温性。
筑炉工程的验收标准主要包括两个方面,一是炉体的尺寸和形状是否符合设计要求,二是炉体的密封性和保温性是否达到设计标准。
只有当这两个方面都得到满足,筑炉工程才能算是合格。
总的来说,筑炉工程手册是一本非常重要的工具书,它为炉具制造和安装工作提供了全面的指导。