汽车焊装夹具设计PPT(共31页)
- 格式:ppt
- 大小:1.21 MB
- 文档页数:31
汽车车身焊装夹具设计汽车焊接生产线是汽车制造中的关键,焊接生产线中的各种工装夹具又是焊装线的重中之重,焊接夹具的设计则是前提和基础。
设计工装夹具时,不仅要考虑生产纲领,还必须要熟悉产品结构,了解钣金件变形特点,通晓工艺要求等诸多内容。
汽车制造四大工艺中,焊装尤其重要,而在焊装的前期规划中,车身焊接夹具的设计又是关键环节。
工装夹具的设计是一门经验性很强的综合性技术,在设计时首先应考虑的是生产纲领,同时还必须熟悉产品结构,了解钣金件变形特点,把握零部件装配精度及容差分配,通晓工艺要求。
只有做到这些,才能对焊接夹具进行全方位的设计,满足生产制造要求。
下面就汽车车身焊装夹具设计做一些探讨。
一、生产纲领生产纲领即合格产品的年产量,它决定了焊接夹具的自动化水平及焊接工位的配置,是通过生产节拍体现的,是焊接夹具设计首先应考虑的问题。
生产节拍由夹具动作时间、装配时间、焊接时间、搬运时间等组成。
夹具动作时间主要取决于夹具的自动化程度;装配时间主要取决于冲压件精度、工序件精度、操作者的熟练程度;焊接时间主要取决于焊接工艺水平、焊接设备的自动化程度、焊钳选型的合理化程度等;搬运时间主要取决于搬运的自动化程度、物流的合理化程度及生产现场管理水平等。
只要把握以上几点,就能合理地解决焊接夹具的自动化水平与制造成本的矛盾。
二、汽车车身的结构特点汽车车身一般由外覆盖件、内覆盖件和骨架件组成,覆盖件的钢板厚度一般为0.8~1.2mm,有的车型外覆盖件钣金厚度仅有0.6mm、0.7mm,骨架件的钢板厚度多为1.2~2.5mm,也就是说它们大都为薄板件。
对焊接夹具设计来说,应考虑如下特点:1、刚性差、易变形经过成型的薄板冲压件有一定的刚性,但与机械加工件相比,刚性要差得多,而且单个大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。
以轿车车身大侧围外板为例,一般材料厚度为0.7~0.8mm,绝大多数是0.8mm,拉延形成空腔后,刚性非常差,当和内板件焊接形成侧围焊接总成后才具有较强的刚性。
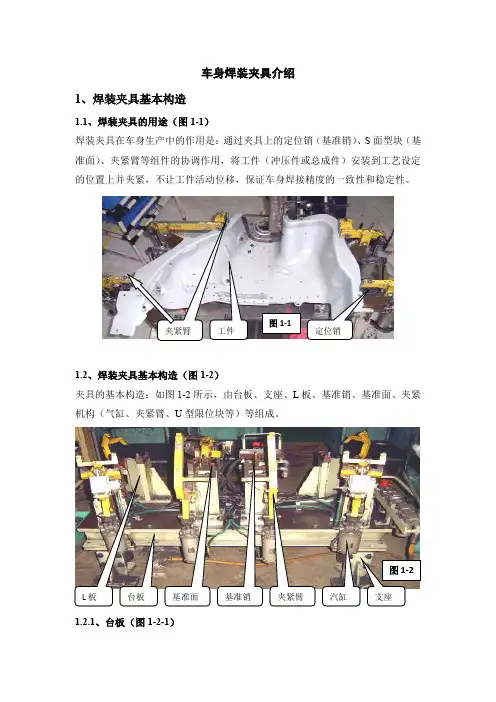
车身焊装夹具介绍1、焊装夹具基本构造1.1、焊装夹具的用途(图1-1)焊装夹具在车身生产中的作用是:通过夹具上的定位销(基准销)、S 面型块(基准面)、夹紧臂等组件的协调作用,将工件(冲压件或总成件)安装到工艺设定的位置上并夹紧,不让工件活动位移,保证车身焊接精度的一致性和稳定性。
1.2、焊装夹具基本构造(图1-2)夹具的基本构造:如图1-2所示,由台板、支座、L 板、基准销、基准面、夹紧机构(气缸、夹紧臂、U 型限位块等)等组成。
1.2.1、台板(图1-2-1)图1-2夹紧臂汽缸L 板支座基准面台板基准销图1-1夹紧臂 工件定位销用于安装夹具组件,上表面加工有坐标刻度线,用于夹具基准状况的检测(如:三座标检测仪检测用)。
b 、安装要求台面应处于水平状态(工艺设计要求倾斜放置的除外),安装时用测量仪、水平仪或透明胶管灌水检查校水平。
多台连线安装的夹具(特别是采用举升自动搬送的装置),同轴度和水平度、节距应符合设计要求。
c 、使用保养保持台面清洁、无焊渣、油污、灰尘附着、无分流烧伤或撞击凸凹痕迹,座标刻度线清晰完整,严禁在台面上敲击作业。
1.2.2、支座(图1-2-2)图1-2-1图1-2-2连接螺栓垫板调节螺杆支座用于支撑夹具台板、夹具高度调节和安放水平调整,使夹具按工艺布置要求定置安放。
b、安装要求连接螺栓紧固可靠,调节螺杆应有垫板支撑,夹具定置调整符合要求后,要将调节螺杆螺母拧紧,若是大型夹具或连线夹具垫板应和基础预埋件可靠连接(焊接)。
c、使用保养定期检查拧紧连接螺栓和螺杆锁紧螺母,定期检查调整台板的水平度。
1.2.3、L板(图1-2-3)图1-2-3a、用途用于安装夹具型块(S面元件)、基准销组件、夹紧机构、导向装置等夹具组件。
b、安装要求采用高强螺栓与台板连接,并配定位销定位,同夹具组件的连接也应采用高强螺栓连接,并配定位销定位。
c、使用保养定期检查拧紧连接螺栓(最好用记号笔做标记),定期检查定位销有否松动或脱落。
车身焊装夹具车身焊装夹具·汽车车身焊装夹具设计(2)随着工装制造水平与检测手段的提高,车身焊接夹具的定位转化为定位板定位,板的厚度在16、19、25几档中选用。
整个夹具本体改为焊接合件,在制造、装配上都缩短了周期,相对降低了成本。
定位板与角支座、角支座与底板各定位销孔均采用镗孔,孔间距偏差...·汽车车身焊装夹具设计,覆盖件的钢板厚度一般为0.8-1.2mm,骨架件的钢板厚度多为1.2-2.5mm,也就是说它们大都为薄板件。
对焊接夹具设计来说,有以下特点:1、结构形状复杂,构图困难汽车车身都是由薄板冲压件装焊而成的空间壳体,为了造型美观和壳体具有一定的...·汽车车身焊装夹具的设计尤其重要,而在焊装的前期规划中,车身焊接夹具的设计又是关键环节。
工装夹具的设计是一门经验性很强的综合性技术,在设计时首先应考虑的是生产纲领,同时还必须熟悉产品结构,了解钣金件变形特点,把握零部件装配精度及容差分配,通晓工艺要求。
只有做到这些...·汽车车身焊装夹具的设计装尤其重要,而在焊装的前期规划中,车身焊接夹具的设计又是关键环节。
工装夹具的设计是一门经验性很强的综合性技术,在设计时首先应考虑的是生产纲领,同时还必须熟悉产品结构,了解钣金件变形特点,把握零部件装配精度及容差分配,通晓工艺要求。
只有做到...·汽车车身焊装夹具设计(4)结束语汽车车身焊接夹具的设计与冲压件、工序件结构及精度关系极为密切,充满了丰富的特殊性,在设计时,除了考虑遵循一般的规律外,还必须具体问题具体对待。
共4页: 上一页1234下一页 ...·汽车车身焊装夹具设计(3)焊接通常在两个工件间进行,夹紧点一般都比较多,电阻焊是一种高效焊接工艺,为减少装卸工人的辅助时间,夹紧应采用高效快速装置和多点联动机构。
对于薄板冲压件,夹紧力作用点应作用在支承点上,只有对刚性很好的工作才允许作用在几个支承点所组成的平面...·保证车身焊装夹具设计的基础条件1.2-2.5mm,也就是说它们大都为薄板件。

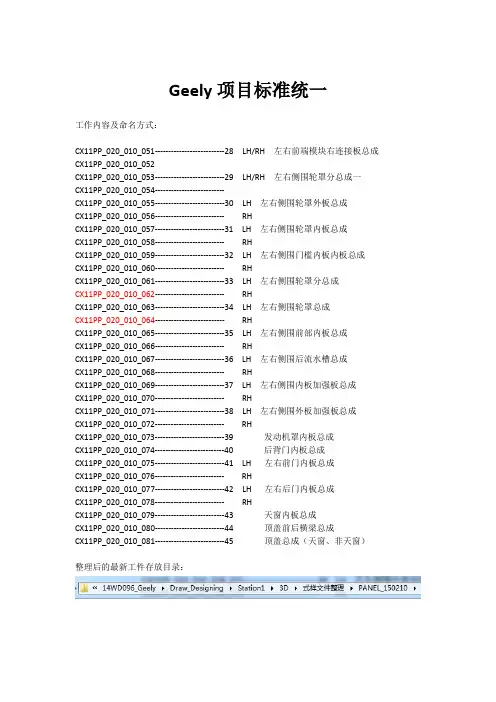
Geely项目标准统一工作内容及命名方式:CX11PP_020_010_051--------------------------28 LH/RH 左右前端模块右连接板总成CX11PP_020_010_052CX11PP_020_010_053--------------------------29 LH/RH 左右侧围轮罩分总成一CX11PP_020_010_054--------------------------CX11PP_020_010_055--------------------------30 LH 左右侧围轮罩外板总成CX11PP_020_010_056-------------------------- RHCX11PP_020_010_057--------------------------31 LH 左右侧围轮罩内板总成CX11PP_020_010_058-------------------------- RHCX11PP_020_010_059--------------------------32 LH 左右侧围门槛内板内板总成CX11PP_020_010_060-------------------------- RHCX11PP_020_010_061--------------------------33 LH 左右侧围轮罩分总成CX11PP_020_010_062-------------------------- RHCX11PP_020_010_063--------------------------34 LH 左右侧围轮罩总成CX11PP_020_010_064-------------------------- RHCX11PP_020_010_065--------------------------35 LH 左右侧围前部内板总成CX11PP_020_010_066-------------------------- RHCX11PP_020_010_067--------------------------36 LH 左右侧围后流水槽总成CX11PP_020_010_068-------------------------- RHCX11PP_020_010_069--------------------------37 LH 左右侧围内板加强板总成CX11PP_020_010_070-------------------------- RHCX11PP_020_010_071--------------------------38 LH 左右侧围外板加强板总成CX11PP_020_010_072-------------------------- RHCX11PP_020_010_073--------------------------39 发动机罩内板总成CX11PP_020_010_074--------------------------40 后背门内板总成CX11PP_020_010_075--------------------------41 LH 左右前门内板总成CX11PP_020_010_076-------------------------- RHCX11PP_020_010_077--------------------------42 LH 左右后门内板总成CX11PP_020_010_078-------------------------- RHCX11PP_020_010_079--------------------------43 天窗内板总成CX11PP_020_010_080--------------------------44 顶盖前后横梁总成CX11PP_020_010_081--------------------------45 顶盖总成(天窗、非天窗)整理后的最新工件存放目录:命名标准截图:参考如上每台分配的信息01项目post标准结构颜色参考;02 各类标准件统一;01 托压块标准;02 pin设计标准;03 STOPPER标准;04 shim 标准;05 标准BASE板调用06 夹钳机制统一调用;good hand夹钳托压块标准连接支座连接块pin07 夹钳追加工图纸;08 此次设计统一要求:VDL DR提出要求1.垫片用3D参考上的标准,如下图,可以有2孔,3孔,4孔,厚度5mm,出2D图纸时厚度尺寸范围为3mm~7mm,按3.0mm,3.2mm,3.4mm……6.6mm,6.8mm,7mm配备,装配时只允许使用一种规格的垫片2.定位销为一个圆销,一个菱形销,只允许用止付螺丝固定,不允许从下面锁螺丝。