钻孔扩孔和铰孔
- 格式:ppt
- 大小:1.40 MB
- 文档页数:25
扩孔、铰孔与攻丝1.扩孔工艺要求(1)钻削直径大于30mm的孔时应分两次钻,第一次先钻第一个直径较小的孔(为加工孔径的0.5~0.7倍);第二次用钻头将孔扩大到所要求的直径。
(2)第一次加工出的孔必须为扩孔留有0.2~0.4mm的加工余量。
扩孔用于扩大已加工出的孔(铸出、锻出或钻出的孔),它可以校正孔的轴线偏差。
(3)扩孔时可用普通麻花钻头,但当孔精度要求较高时常用扩孔钻。
扩孔钻的形状与钻头相似,不同的是,扩孔钻有3~4个切削刃,且没有横刃,其顶端是平的,螺旋槽较浅,故钻芯粗实、刚性好,不易变形,导向性好。
2.铰孔工艺要求(1)铰孔使用规定尺寸铰刀或可调尺寸铰刀。
(2)铰削工具:手铰一般使用铰杠,机械铰削工件较小时使用台钻,工件较大时使用手电钻。
(3)铰削将铰刀柄部夹持安装固定在铰削工具上。
将铰刀刃部伸入待铰削的孔中,注意保持铰刀与孔所在平面的垂直度。
(4)顺时针方向旋转铰刀,并施加适当的轴向压力即可进行铰削工作。
(5)控制铰削旋转速度不可过快,否则会烧坏铰刀。
铰孔时铰刀不能倒转,否则会卡在孔壁和切削刃之间,而使孔壁划伤或切削刃崩裂。
(6)铰孔时常用适当的冷却液来降低刀具和工件的温度,防止产生切屑瘤;并减少切屑细末黏附在铰刀和孔壁上,从而提高孔的质量。
3.攻丝工艺要求(1)丝锥是攻丝的专用刀具,柄部装入适合的铰杠传递扭矩,便于攻丝。
(2)M6~M24的手用丝锥通常制成两支一套,称为头锥和二锥。
它们的主要区别在于切削部分的锥度不同。
直径小于6mm或大于24mm的一般制成三支一套,分别称为头锥、二锥和三锥。
主要是小直径丝锥强度小,容易折断;大直径丝锥切削余量大,需要分多次切削,以降低切削力。
丝锥校准部分主要用于引导丝锥和校准螺纹牙形。
(3)检查攻丝前钻出的底孔尺寸正确,以免造成丝锥被挤住,发生崩刃、折断及工件乱扣现象,所以首先要根据不同材料确定螺纹底孔的直径(即钻底孔所用钻头的直径)和深度,对此可查有关手册或按下列经验公式计算:脆性材料(如铸铁、青铜等):底孔直径D o=螺纹大径D-(1.05~1.10)×螺距P韧性材料(如钢、紫铜等):底孔直径D o=螺纹大径D-螺距P攻盲孔(即不通孔)螺纹时,因丝锥不能攻到底,所以钻孔底深度要大于螺纹长度,即:底孔深度L=螺纹的有效长度L+0.7×螺纹大径D(4)钻削攻丝底孔时,必须对孔口进行倒角,其倒角尺寸一般为1~1.5螺距P×45°。


孔加工方法的工艺特点孔加工方法是一种用来加工材料中的孔洞或空腔的一种工艺。
根据加工的要求和材料的性质,可以选择不同的孔加工方法。
下面我将详细介绍孔加工方法的工艺特点。
首先,孔加工方法有多种。
常见的孔加工方法包括钻孔、扩孔、镗孔、铰孔、攻丝、钻镗孔、沉头孔等。
每种孔加工方法都有其独特的特点和适用范围。
钻孔是最常用的孔加工方法之一,一般用来加工较小直径的孔。
钻孔具有速度快、加工精度高、孔壁光洁等特点。
适用于加工金属、塑料、木材等材料。
钻孔时需要使用切削液来降低加工温度,提高切削效果。
在钻孔时,应注意选择合适的几何参数和切割速度,以避免切削力过大和切削震荡。
扩孔是一种用来加工比原孔直径大的孔的孔加工方法。
扩孔具有速度快、加工精度高、孔壁光洁等特点。
适用于加工一些需要拓宽孔径的材料。
扩孔时需要注意加工过程中的切削力和切割震荡,选择合适的切削速度和进给速度。
镗孔是一种用来加工较大孔径和较高精度的孔的孔加工方法。
镗孔具有加工精度高、孔壁光洁等特点。
适用于加工孔径较大的零件。
镗孔时需要注意加工后的孔径精度和圆度,保持切削稳定,以获得良好的加工质量。
铰孔是一种用来加工螺纹孔的孔加工方法。
铰孔具有速度快、加工精度高、孔壁光洁等特点。
适用于加工螺纹孔。
铰孔时需要注意选择合适的铰孔工具,并使用适当的切削液,以降低切削温度,提高切削效果。
攻丝是一种用来加工内螺纹的孔加工方法。
攻丝具有速度快、加工精度高、孔壁光洁等特点。
适用于加工内螺纹。
攻丝时需要选择合适的攻丝工具,并使用适当的切削液,以降低切削温度,提高切削效果。
钻镗孔是一种用来加工孔径较大和孔深较大的孔的孔加工方法。
钻镗孔具有加工精度高、孔壁光洁等特点。
适用于加工孔径较大的孔。
钻镗孔时需要注意切削过程中的切削力和切割震荡,选择合适的切削速度和进给速度。
沉头孔是一种用来加工带有沉头的孔的孔加工方法。
沉头孔具有孔底平整、孔口光洁等特点。
适用于加工需要孔底平整的材料。
沉头孔时需要注意沉头的深度和尺寸,以获得良好的孔底质量。
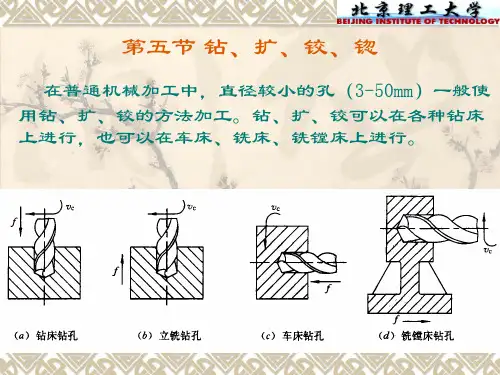
孔的加工方法
1.钻孔(钻头在实体材料上加工孔的方法,钻孔多在钻床或车床上完成)
钻孔属粗加工,可用于质量要求不高孔的终加工,也可用于精度高孔的预加工或攻螺纹前的底孔加工。
2.扩孔(用扩孔工具扩大已经有孔径的加工方法)
扩孔能提高孔的加工精度,并降低表面粗糙度。
3.铰孔(用铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和降低表面粗糙度的方法)钻——扩——铰是一种典型的孔加工方案,多在钻床上和车床上进行、也可在铣床和镗床上完成。
4.镗孔(用镗削方法扩大孔的方法)
对孔内环槽等内成形表面,直径较大的孔,镗削唯一适宜的加工方法。
一般镗孔精度可达IT8-IT7,表面粗糙度Ra可达1.6—0.8μm;尺寸公差等级可达IT7-IT6 ,表面粗糙度Ra 可达 0.8—0.4μm。
5.磨孔(高速旋转的砂轮精加工孔的方法)
尺寸精度可达IT7,Ra值0.8μm-0.4μm。
6.拉孔(用拉削方法加工工件的孔)
可达精度IT7 , Ra值0.8μm—0.4μm,用拉刀可拉削各种截形的通孔,也可拉削平面和沟槽。
7.研孔(用研磨方法加工工件的孔)
用于对精铰,精镗孔的进一步光整加工,其尺寸公差等级可达IT7-IT6 ,Ra值0.1μm—0.08μm。
8.珩孔(是用珩磨方法加工工件的孔)
珩磨工具(珩磨头)对工件表面施加一点压力,珩磨工具同时作相对旋转和直线往复运动,切除工件上极小余量的精加工方法,珩磨过程:工作时,安装在机床工作台上的工件固定不动,珩磨头下端插入精加工过的孔中;上端与机床主轴浮动联接,由主轴带动回转的同时,沿轴向作往复直线运动。
9.孔加工方案。
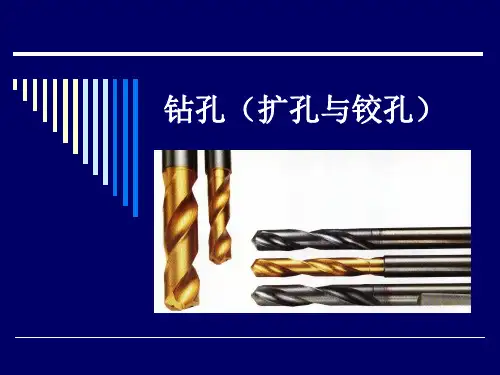
钻孔(扩孔与铰孔)工艺知识各种零件的孔加工,除去一部分由车、镗、铣等机床完成外,很大一部分是由钳工利用钻床和钻孔工具(钻头、扩孔钻、铰刀等)完成的。
钳工加工孔的方法一般指钻孔、扩孔和铰孔。
用钻头在实体材料上加工孔叫钻孔。
在钻床上钻孔时,一般情况下,钻头应同时完成两个运动;主运动,即钻头绕轴线的旋转运动(切削运动);辅助运动,即钻头沿着轴线方向对着工件的直线运动(进给运动),钻孔时,主要由于钻头结构上存在的缺点,影响加工质量,加工精度一般在IT10级以下,表面粗糙度为Ra12.5^ m左右、属粗加工。
一、钻床常用的钻床有台式钻床、立式钻床和摇臂钻床三种,手电钻也是常用的钻孔工具。
1.台式钻床简称台钻,是一种在工作台上作用的小型钻床,其钻孔直径一般在13mm以下。
台钻型号示例:Z 4 0 1 2------ 主参数:最大钻孔直径-------------- 型号代号:台式钻床类别代号:钻床由于加工的孔径较小,故台钻的主轴转速一般较高,最高转速可高达近万转/分,最低亦在400转/分左右。
主轴的转速可用改变三角胶带在带轮上的位置来调节。
台钻的主轴进给由转动进给手柄实现。
在进行钻孔前,需根据工件高低调整好工作台与主轴架间的距离,并锁紧固定(结合挂图与实物讲解示范)。
台钻小巧灵活,使用方便,结构简单,主要用于加工小型工件上的各种小孔。
它在仪表制造、钳工和装配中用得较多。
2. 立式台钻简称立钻。
这类钻床的规格用最大钻孔直径表示。
与台钻相比,立钻刚性好、功率大,因而允许钻削较大的孔,生产率较高,加工精度也较高。
立钻适用于单件、小批量生产中加工中、小型零件。
3. 摇臂钻床它有一个能绕立柱旋转的摇臂、摇臂带着主轴箱可沿立柱垂直移动,同时主轴箱还能摇臂上作横向移动。
因此操作时能很方便地调整刀具的位置,以对准被加工孔的中心,而不需移动工件来进行加工。
摇臂钻床适用于一些笨重的大工件以及多孔工件的加工。
二、钻头钻头是钻孔用的刀削工具,常用高速钢制造,工作部分经热处理淬硬至62〜65HRC—般钻头由柄部、颈部及工作部分组成(实物与挂图)。