涂敷工艺卡
- 格式:xls
- 大小:33.00 KB
- 文档页数:1

零(部)件名称工步定员号11.11.21.3标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.8自制吊具悬链输送系统布打磨掉表面浮锈,除锈后的工件应在牢固安全,要经常检查吊具,将接地线与纵梁牢固连接。
擦工件表面油污必要时蘸溶剂擦除.用砂工艺参数min 工 步 名 称 内 容 车 架 厂共 20 页第 1 页左右纵梁总成辆份工 时设 备材 料允许有毛刺、粉尘及钢丸等杂物.用抹布底漆人型 号名 称编号名称清理纵梁.加强梁及小件表面。
其表面不砂布毛刷抹布将工件用行车吊至输送链挂具上,要求3T行车工艺说明:工件要有合理间隙。
不粘连,不搭接。
每次上线前要检查吊具,避免脱钩。
24h内涂漆。
上线纵梁接地:设计(日期)校对(日期)审核(日期)更改文件号郑晓军杨建勇王美贤会签(日期)标准化(日期)2009.8零(部)件名称标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.82009.8王美贤 车 架 厂左右纵梁总成共 20 页第 2 页审核(日期)标准化(日期)会签(日期)郑晓军杨建勇更改文件号设计(日期)校对(日期)上线工件接地自制吊具零(部)件图号零(部)件名称工步定员号1.41.4.1标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平网将调好的油漆过滤一遍。
下限温度低时取上限)。
用75μm的过滤烧碱测〕,施工温度10℃-35℃,温度高时取粘度计DEPAINT[A。
B]漆雾凝聚剂释至施工粘度。
(20~26 s用涂-4粘度计MZS01-02-DT 专用稀释剂湿碰湿间隔:3分钟合,搅拌均匀,并用专用配套稀释剂稀涂-4L30专用固化剂施工温度:10-35℃按B:A=3:1(重量比)的比例将底漆混调漆间MZS01-02-D 专用底漆施工粘度:20-26S用搅拌棒将A、B两组分别充分搅拌均后,调漆电动搅拌器min 人辆份工 时喷漆左右纵梁总成工 步 名 称 内 容设 备材 料工艺参数型 号名 称编号名称济宁商用车有限公司涂装工艺卡片车 架 厂共 20 页第 3 页零(部)件名称标记更改文件号签字日期标记处数签字日期杨建勇王美贤王 旭王玉平2009.82009.82009.82009.8更改文件号设计(日期)郑晓军2009.8会签(日期)校对(日期)审核(日期)标准化(日期)车 架 厂共 20 页第 4 页左右纵梁总成调漆添加固化剂添加稀料零(部)件名称工步定员号1.4.2标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平报废。



版本版次A/0生效日期2013.08.08页码1/1适用范围塑胶涂装产品产品状态目的1234567目测温湿度计目测8目测/ /产品名称 W66/W77格栅本体□样件 □试生产 ■正式生产零件号8V3 853 651/8V5 8536512.油漆调漆1.调漆比例及标准粘度:油漆配比:面漆原漆:面漆固化剂 =100:5粘度:10-13s/20-30℃。
10.准备充足的调漆手套,擦漆布等低值易耗品。
W66/W77格栅本体油漆:WORWAG品牌油漆,主剂:WLF-106340,固化剂: WLF-6073811.按生产计划及BOM表定额准备好要调的油漆。
(WORWAG品牌油漆,主剂:WLF-106340,固化剂:WLF-60738)气动搅拌机(5加仑)8.准备1台气动搅拌机。
(5加仑气动搅拌机,保证机器可以正常使用)9.环境:温度:18-30℃,湿度:45-82%。
5.准备1块秒表。
搅拌棒6.准备1根搅拌棒。
电子秤(精度:0.1g)7.准备1台电子称。
(精度:0.1g)1.调漆前准备1.准备好相应涂装产品油漆调漆文件资料。
目测1次/班2.准备2个2000ml调漆用量杯,1个500ml调漆量杯。
过滤网200目3.准备充足的200目过滤网。
秒表调漆工调漆杯(2000ml量杯2个,500ml量杯1个)检查频次量杯(NK2号杯) 4.准备1个岩田2#浓度杯。
责任者代号.名称.规格文件名称W66/W77喷涂产品调漆工艺卡序号使用设备.工具.材料工序内容工艺要求检查方式按油漆使用的特定环境、油漆的物性及调漆比例表进行调配,保证喷涂产品的外观质量及性能质量。
版本版次A/0生效日期2013.08.08页码1/1适用范围塑胶涂装产品产品状态目的产品名称 W66/W77格栅本体□样件 □试生产 ■正式生产零件号8V3 853 651/8V5 853651检查频次责任者代号.名称.规格文件名称W66/W77喷涂产品调漆工艺卡序号使用设备.工具.材料工序内容工艺要求检查方式按油漆使用的特定环境、油漆的物性及调漆比例表进行调配,保证喷涂产品的外观质量及性能质量。
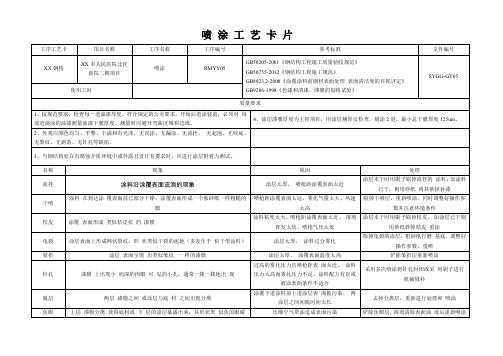
喷涂工艺卡片
喷涂工艺卡片是指在喷涂过程中所需的相关技术参数和工艺要求的一种记录卡片。
它记录了喷涂工艺的各个环节,包括底材处理、涂装设备、喷涂材料、喷涂方法和喷涂参数等内容。
一般来说,喷涂工艺卡片的内容包括以下几个方面:
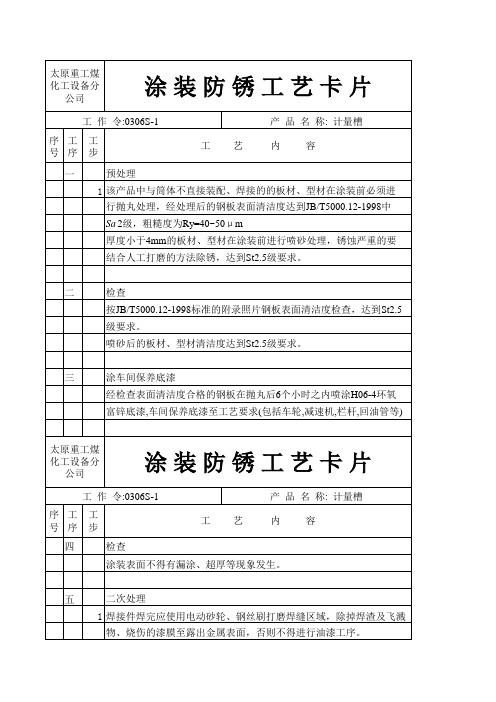
1. 底材处理:包括对底材的清洁、除锈、除油等预处理工作,这是确保喷涂效果好坏的重要环节。
2. 涂装设备:记录使用的喷涂设备型号、喷枪类型、气压要求等信息,确保喷涂设备的正常运行。
3. 喷涂材料:包括喷涂涂料的种类、规格、配方等信息,以及稀释剂、添加剂等辅助材料。
4. 喷涂方法:记录喷涂的方法和顺序,包括底漆、面漆的涂装顺序、涂装厚度、涂层结构等。
5. 喷涂参数:包括涂装速度、喷涂距离、喷涂角度、压力等喷涂参数,这些参数直接影响喷涂效果。
喷涂工艺卡片的作用主要有以下几个方面:
1. 标准化:喷涂工艺卡片记录了标准化的喷涂要求,使喷涂过程更加规范化,提高涂装质量的一致性和稳定性。
2. 信息共享:将喷涂工艺的相关信息记录下来,方便工艺人员、操作人员共同参考和使用。
3. 效率提升:喷涂工艺卡片可以提供喷涂工艺的参考依据,使工艺操作更加高效,减少浪费和返工。
总而言之,喷涂工艺卡片是一种记录和传递喷涂工艺要求的工具,它对于提高喷涂质量和工艺效率起到了重要的作用。