塑料电镀原理与工艺介绍
- 格式:ppt
- 大小:17.72 MB
- 文档页数:286
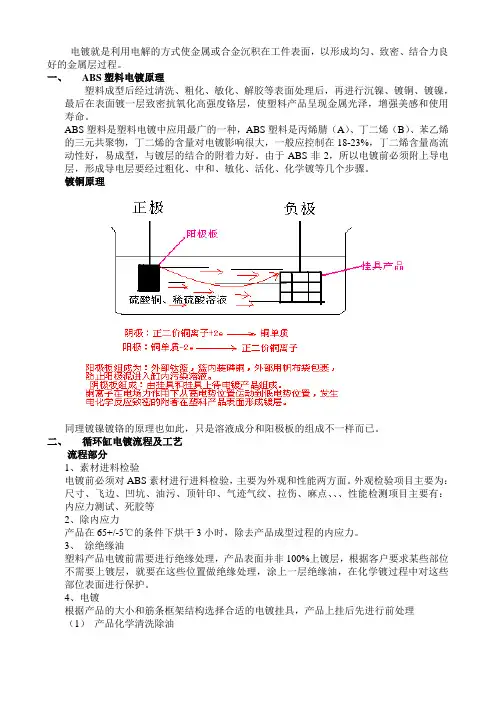
电镀就是利用电解的方式使金属或合金沉积在工件表面,以形成均匀、致密、结合力良好的金属层过程。
一、ABS塑料电镀原理塑料成型后经过清洗、粗化、敏化、解胶等表面处理后,再进行沉镍、镀铜、镀镍,最后在表面镀一层致密抗氧化高强度铬层,使塑料产品呈现金属光泽,增强美感和使用寿命。
ABS塑料是塑料电镀中应用最广的一种,ABS塑料是丙烯腈(A)、丁二烯(B)、苯乙烯的三元共聚物,丁二烯的含量对电镀影响很大,一般应控制在18-23%,丁二烯含量高流动性好,易成型,与镀层的结合的附着力好。
由于ABS非2,所以电镀前必须附上导电层,形成导电层要经过粗化、中和、敏化、活化、化学镀等几个步骤。
镀铜原理同理镀镍镀铬的原理也如此,只是溶液成分和阳极板的组成不一样而已。
二、循环缸电镀流程及工艺流程部分1、素材进料检验电镀前必须对ABS素材进行进料检验,主要为外观和性能两方面。
外观检验项目主要为:尺寸、飞边、凹坑、油污、顶针印、气迹气纹、拉伤、麻点、、、性能检测项目主要有:内应力测试、死胶等2、除内应力产品在65+/-5℃的条件下烘干3小时,除去产品成型过程的内应力。
3、涂绝缘油塑料产品电镀前需要进行绝缘处理,产品表面并非100%上镀层,根据客户要求某些部位不需要上镀层,就要在这些位置做绝缘处理,涂上一层绝缘油,在化学镀过程中对这些部位表面进行保护。
4、电镀根据产品的大小和筋条框架结构选择合适的电镀挂具,产品上挂后先进行前处理(1)产品化学清洗除油化学除油的原理为利用碱性溶液对油脂的皂化作用可除去皂化性油脂,利用表面活性剂的乳化作用除去非皂化性油脂。
清洗缸液主要为去污粉、10-20g/L氢氧化钠的水溶液,在打气的作用下,产品在60-68℃温度下,时间为1-5分钟对表面脱模剂、指纹、蜡质层等可见杂质进行清理。
皂化反应方程式是:(C17H35COO)3C3H5+3NaOH=3C17H35COONa+C3H5(OH)3(2)亲水浸泡亲水缸主要成分为稀硫酸(20-30ml/L)、亲水剂(5ml/L),在30-40℃温度下对产品清洗2-8分钟,目的是使后续处理过程中溶液能充分接触产品表面。
第1篇一、引言随着科技的不断进步,塑胶制品在日常生活、工业生产以及电子设备等领域得到了广泛的应用。
塑胶电镀作为一种表面处理技术,能够有效提高塑胶制品的耐腐蚀性、耐磨性、导电性等性能,使其在各个领域发挥更大的作用。
本文将详细介绍塑胶电镀工艺的技术原理、应用及发展趋势。
二、塑胶电镀工艺技术原理1. 塑胶电镀基本原理塑胶电镀是利用电化学原理,在塑胶表面形成一层金属镀层的技术。
其基本原理是:将塑胶制品作为阳极,金属离子作为电解质,通过电解作用,使金属离子在塑胶表面还原沉积,形成金属镀层。
2. 塑胶电镀工艺流程(1)预处理:对塑胶制品进行清洗、脱脂、活化等预处理,以提高镀层附着力。
(2)电镀:将预处理后的塑胶制品放入电镀液中,通过电流使金属离子在塑胶表面还原沉积,形成金属镀层。
(3)后处理:对电镀后的塑胶制品进行封孔、钝化、烘干等后处理,以提高镀层性能。
三、塑胶电镀工艺应用1. 电子行业塑胶电镀在电子行业中的应用十分广泛,如手机、电脑、家用电器等。
通过电镀技术,可以提高塑胶制品的导电性、耐磨性、耐腐蚀性等性能,从而提高电子产品的使用寿命。
2. 汽车行业在汽车行业,塑胶电镀技术主要用于提高汽车零部件的耐磨性、耐腐蚀性、装饰性等。
如汽车保险杠、仪表盘、座椅等。
3. 医疗器械行业医疗器械行业对产品的质量要求极高,塑胶电镀技术可以提高医疗器械的耐腐蚀性、耐磨性、生物相容性等性能,使其在临床应用中更加安全可靠。
4. 建筑材料行业在建筑材料行业,塑胶电镀技术可以提高塑料制品的耐腐蚀性、耐磨性、装饰性等性能,如排水管、电线电缆护套等。
四、塑胶电镀工艺发展趋势1. 绿色环保随着环保意识的不断提高,绿色环保成为塑胶电镀工艺的重要发展方向。
未来,环保型电镀液、环保型电镀工艺以及环保型设备将得到广泛应用。
2. 高性能化为满足不同行业对塑胶制品性能的要求,高性能化将成为塑胶电镀工艺的重要发展趋势。
如高导电性、高耐磨性、高耐腐蚀性等。
塑料电镀工艺
塑料电镀工艺是一种利用电解原理将金属镀层沉积在塑料
表面上的工艺。
它在塑料制品上形成一层金属镀层,提供
了金属外观和质感,同时增加了塑料制品的耐磨、耐腐蚀、导电性等特性。
塑料电镀工艺一般包括以下几个步骤:
1. 去污和表面处理:首先对塑料表面进行清洁,去除污垢
和杂质。
然后,通过化学或物理方法对塑料表面进行处理,增加镀层与塑料的附着力。
2. 金属化:将塑料制品放入电镀槽中,槽中含有所需的金
属盐溶液。
通过电解作用,金属离子在阳极上被氧化,然
后在塑料表面上还原成金属沉积。
3. 电流控制:控制电镀槽中的电流密度,以实现均匀的金
属沉积。
电流密度过大可能导致沉积不均匀或产生缺陷,
电流密度过小可能导致沉积速度过慢。
4. 镀层后处理:在金属沉积完成后,进行一些后处理步骤,如清洗、抛光、电镀层保护等,以提高镀层的质量和外观。
需要注意的是,塑料电镀工艺对于塑料表面的处理非常重要,只有表面处理得好,才能保证金属镀层的附着力和质量。
此外,不同的塑料材料可能需要不同的电镀工艺参数
和条件。
塑料电镀原理
塑料电镀是一种将金属层覆盖在塑料表面的工艺,其原理是利用化学反应将金属离子还原在塑料表面形成金属层,并利用塑料表面的静电吸引力来使金属层均匀地附着在塑料表面。
塑料电镀通常采用的金属包括铬、镍、银、钴等,这些金属具有抗氧化、抗腐蚀、高亮度等优良性能,被广泛用于制造高档家具、装饰品、电子产品以及汽车零件等。
塑料电镀的步骤分为准备工作、表面预处理、电镀液准备、电镀过程和表面处理五个阶段。
首先是准备工作,需要清洗塑料基材表面,确保其表面干净、平整、光滑,避免出现气泡或缺陷,影响成品的品质。
接下来是表面预处理阶段,通过酸洗、浸泡、磷酸化等处理,使基材表面形成钝化层,提高金属层与基材的附着力,同时消除表面杂质。
随后是电镀液准备阶段,根据不同的金属选用相应的电镀液,控制液体的温度、浓度、PH值等参数,以保证最佳的电镀效果。
然后进行电镀过程,将塑料基材放在电镀槽中,通过外加电压,将金属离子还原到基材上形成金属层,并通过液体的流动控制金属层的均匀分布,从而达到良好的电镀效果。
最后进行表面处理,包括磨光、抛光、镀色等,使金属层的外观更加美观,增加塑料电镀成品的附加值。
熟练掌握塑料电镀原理和操作技术,可以制造出高品质的产品,并且在塑料电镀的过程中应注意环保和安全生产,避免对环境造成污染和对生产者的伤害,以创造更美好的未来。
塑料电镀的特点及其工艺过程嘿,朋友们!今天咱来聊聊塑料电镀这档子事儿。
塑料电镀啊,那可真是个神奇的存在。
你想想看,普通的塑料,经过一番特殊处理后,就能变得闪闪发光,就像灰姑娘摇身一变成了公主一样!这可不是变魔术哦,这是实实在在的技术。
先来说说塑料电镀的特点吧。
它能让塑料制品拥有金属的质感和外观,哇塞,一下子就高大上了起来,这不是一般的厉害呀!而且它还能增加塑料制品的耐磨性、耐腐蚀性,就好像给塑料穿上了一层坚固的铠甲,让它更耐用。
还有啊,通过塑料电镀,我们可以实现各种丰富的色彩和效果,要多酷炫有多酷炫,这可比单纯的塑料有意思多了吧!那塑料电镀的工艺过程是怎样的呢?听我慢慢道来。
首先得把塑料表面处理干净,这就好比我们出门前要把脸洗干净一样,得让它清清爽爽的。
然后进行活化,这一步就像是给塑料打了一针兴奋剂,让它能更好地接受电镀。
接下来就是电镀啦,金属离子就像一群小精灵,纷纷跑到塑料表面安了家。
最后进行一些后续处理,让电镀层更加完美。
这一系列操作下来,原本普通的塑料就华丽转身啦!这过程听起来是不是挺简单的?但实际操作可没那么容易哦,就像做饭一样,看着菜谱觉得简单,自己做起来可能就不是那么回事儿了。
每一个步骤都得精心对待,稍有不慎,可能就会前功尽弃。
比如说活化这一步,如果没做好,那后面的电镀可能就不牢固,就跟贴春联没贴好会掉下来一个道理。
再说说电镀过程中的一些细节吧,那可真是得万分注意。
温度啦、电流啦、时间啦等等,这些都得把握得恰到好处,不然出来的效果可就大打折扣了。
这就好像烤蛋糕,温度高了低了,时间长了短了,烤出来的蛋糕味道可就不一样了。
塑料电镀在我们的生活中可有着广泛的应用呢!你看那些漂亮的汽车内饰、精致的电子产品外壳,很多都是通过塑料电镀来实现的。
它让我们的生活变得更加丰富多彩,更加有品质。
总之呢,塑料电镀就是这么一个神奇又有趣的技术。
它让普通的塑料变得不再普通,让我们的世界更加绚丽多彩。
大家可别小看了它哦,它可是有着大本事的呢!怎么样,是不是对塑料电镀有了更深的了解呀?。
塑料件电镀工艺流程塑料件电镀工艺流程塑料件电镀是一种常见的表面处理方式,可以使塑料件获得金属外观和表面的保护。
下面将介绍一种常见的塑料件电镀工艺流程。
1. 塑料件表面处理:首先,对塑料件进行清洗和去油处理,以去除表面的灰尘、油脂和污垢。
清洗通常使用碱性溶液进行浸泡或刷洗,去油则可以使用溶剂进行擦拭或浸泡。
2. 表面活化处理:对塑料件进行表面活化处理,以提高金属电镀层与塑料件表面的附着力。
表面活化处理可采用微波等活化方法,也可使用含活化剂的溶液进行浸泡。
3. 电镀金属层:经过表面活化处理后,将塑料件浸入电镀槽中进行电镀。
电镀槽中的金属离子通过电解作用在塑料件表面形成金属层。
常用的电镀金属包括镍、铬、铜和锌等。
4. 金属层处理:完成电镀后,对金属层进行处理以获得所需的外观效果。
常见的处理方式包括抛光、喷漆和刻划等。
对于需要镀铬的塑料件,还需要进行铬层的抛光和镀铬处理。
5. 检验和包装:对电镀后的塑料件进行检验,包括外观检查和功能测试等。
合格的产品经过清洗和干燥后,可以进行包装和存储。
需要注意的是,不同的塑料材料对电镀的适用性有一定要求。
一般来说,对于可塑性好、耐高温的塑料材料,如ABS和PC 等,适合进行电镀处理。
而对于热塑性塑料和耐高温塑料,如PP、PE和PTFE等,通常不适合进行电镀。
此外,塑料件电镀工艺还面临一些技术难题。
例如,塑料件表面的不均匀性和多孔性可能会影响电镀层的质量和附着力。
另外,塑料件的小切口和内部结构也会影响电镀的效果。
在实际生产中,塑料件的电镀工艺需要根据具体情况进行调整和优化。
不同的塑料件和要求可能需要采用不同的电镀方法和工艺参数。
因此,塑料件电镀工艺的研究和改进对于提高电镀质量和效率具有重要意义。
塑料电镀工艺流程塑料电镀是一种常见的表面处理工艺,通过在塑料表面镀上一层金属或合金,以提高其表面硬度、耐腐蚀性和美观度。
塑料电镀工艺流程包括预处理、化学镀、电镀、后处理等多个环节,下面将详细介绍这些环节的工艺流程。
一、预处理。
1. 清洗,首先,需要将塑料零件进行清洗,去除表面的油污、灰尘等杂质,以确保后续工艺的顺利进行。
2. 粗糙化处理,接下来,需要对塑料表面进行粗糙化处理,以增加其表面粗糙度,有利于化学镀液的附着。
二、化学镀。
1. 化学镀底,将经过预处理的塑料零件浸泡在化学镀液中,通过化学反应在塑料表面形成一层金属化合物,以增强金属镀层与塑料基材的结合力。
2. 中间层处理,在化学镀底后,还需要进行中间层处理,以进一步增强金属镀层与塑料基材的结合力。
三、电镀。
1. 阴极处理,经过化学镀后的塑料零件,需要进行阴极处理,即在其表面涂覆一层导电涂料,以便后续的电镀操作。
2. 电镀,将经过阴极处理的塑料零件置于电镀槽中,通过电解作用,在其表面镀上一层金属或合金。
电镀液中的金属离子在电流的作用下沉积在塑料表面,形成均匀的金属镀层。
四、后处理。
1. 清洗,经过电镀后的塑料零件需要进行清洗,去除表面的电镀液残留物,以确保其表面光洁。
2. 抛光,经过清洗后的塑料零件还需要进行抛光处理,以提高其表面光洁度和光泽度。
3. 检验,最后,需要对经过电镀的塑料零件进行检验,包括外观检验、厚度检测、附着力测试等,以确保其质量符合要求。
总结。
塑料电镀工艺流程包括预处理、化学镀、电镀和后处理等多个环节,每个环节都至关重要。
只有严格按照工艺流程操作,才能确保电镀后的塑料零件具有良好的表面质量和使用性能。
随着科技的不断进步,塑料电镀工艺也在不断改进,以满足市场对于高性能、高质量塑料制品的需求。
希望通过本文的介绍,读者能对塑料电镀工艺有更深入的了解。
塑料件电镀工艺过程塑料件电镀工艺是一种常用的表面处理技术,通过在塑料表面镀上一层金属或其他材料,可以增强其外观、耐腐蚀性能和导电性能。
在塑料产品制造领域,电镀工艺被广泛应用,但也存在着一些制程技术难题和质量控制难题。
本文将对塑料件电镀工艺过程进行深入研究,探讨其工艺流程、影响因素及优化方法。
一、塑料件电镀工艺过程概述塑料件电镀工艺是在塑料表面通过电化学反应沉积一层金属或其他材料,例如镍、铬、铜等,从而在塑料表面形成一层导电性较好、耐腐蚀性能较强的镀层。
通常,塑料件电镀工艺过程包括准备工艺、表面处理、电镀、后处理等环节。
1. 准备工艺在进行塑料件电镀之前,需要对塑料进行准备处理,包括去油、除尘、清洁等。
去油工艺是为了去除塑料表面的油污,以保证镀层的附着力;除尘工艺是为了去除表面的尘埃和杂质,保证电镀质量;清洁工艺是为了去除化学物质、残留物等,保证电镀的均匀性。
2. 表面处理表面处理是塑料电镀的关键环节之一,其目的是为了提高塑料表面的附着力。
常见的表面处理方法包括化学镀、阳极氧化、喷砂、喷丸等。
化学镀是指在塑料表面形成一层化学物质,增加其粗糙度和粘合力;阳极氧化是通过电化学方法在塑料表面形成一层氧化层,提高其耐腐蚀性;喷砂、喷丸则是通过物理力量在塑料表面形成一定的粗糙度,增强其附着力。
3. 电镀电镀是塑料件电镀工艺的核心环节,通过向塑料表面施加一定的电压和电流,在金属离子的作用下,使金属在塑料表面沉积形成一层薄膜。
电镀工艺可以选择不同的金属材料,根据产品的要求选择合适的镀层。
常见的电镀方法包括镍电镀、铬电镀、铜电镀等。
4. 后处理电镀完成后,需要进行后处理工艺,包括清洗、抛光、防腐蚀处理等。
清洗工艺是为了去除电镀过程中产生的残留物,保证电镀质量;抛光工艺是为了提高镀层的光泽度和光滑度;防腐蚀处理是为了增加镀层的耐腐蚀性能。
二、塑料件电镀工艺过程中的问题与挑战尽管塑料件电镀工艺在产品制造中应用广泛,但在实际应用中还存在着一些问题和挑战,主要包括以下几个方面:1. 塑料表面粘附力不足塑料表面的粘附力直接影响到电镀质量。
塑胶电镀工艺流程塑胶电镀是一种将金属镀层覆盖在塑料制品表面的工艺。
该工艺不仅可以增强塑料制品的外观,还可以提升其耐久性和导电性能。
下面是塑胶电镀的详细工艺流程。
1.塑料制品表面处理:首先,要对塑料制品进行表面处理,以确保清洁和增加其表面粗糙度。
常用的处理方法包括化学处理、机械处理和火焰处理。
化学处理主要是使用溶剂去除油脂和其他杂质,机械处理是通过刷洗或喷砂等方式增加表面粗糙度,火焰处理则是利用火焰燃烧去除塑料表面的杂质。
2.金属化处理:经过表面处理后,将塑料制品浸泡在金属化处理液中,以使其表面形成金属化层。
金属化处理液通常包括金属盐和还原剂。
在处理液中,金属盐被还原成金属物质,并沉积在塑料表面形成金属化层。
这一步骤是塑料电镀的关键步骤,金属化层的厚度和均匀性直接影响到电镀层的质量。
3.电镀:金属化处理后的塑料制品将被用作阳极,金属片将作为阴极。
它们一起浸泡在电解液中,通过电流将金属离子沉积在塑料制品表面形成金属电镀层。
常用的电镀电解液有镀铬电解液、镀镍电解液和镀铜电解液等。
在电流作用下,金属盐溶解成金属离子,并在塑料制品表面沉积成金属电镀层。
电镀时间的长短和电流的大小决定了金属电镀层的厚度和质量。
4.镀层处理:电镀完成后,将塑料制品从电解液中取出,经过清洗和处理,以去除剩余的电解液和其他杂质。
处理方法通常包括漂洗、酸洗和加热等。
漂洗可以用水冲洗掉残留的电解液,酸洗则是使用酸溶液去除表面的氧化层,加热可以提高镀层的硬度和光泽。
处理后的塑料制品将进行质检,以确保电镀层的质量满足要求。
5.后处理:质检合格后的塑料制品可以进行后处理,常见的后处理方法包括磨光、抛光和涂覆等。
磨光可以去除电镀层上的杂质和小坑,抛光可以提高电镀层的光泽,涂覆可以保护电镀层的耐用性和防止氧化。
总结:塑胶电镀工艺流程包括塑料制品表面处理、金属化处理、电镀、镀层处理和后处理等步骤。
通过这些步骤,可以在塑料制品表面形成均匀、耐用且具有导电性的金属电镀层。
塑料电镀工艺技术塑料电镀工艺技术(Plastic Electroplating Technology)塑料电镀工艺技术是将金属覆盖到塑料表面的一种表面处理技术,主要是为了增加塑料制品的耐磨性、导电性、导热性和装饰效果。
它是基于电解质溶液中金属离子在外加电场作用下的电化学反应原理而开发出来的。
下面将对该工艺技术进行详细介绍。
首先,塑料电镀工艺技术的主要原理是电化学反应。
当塑料制品浸泡在含有金属离子的电解质溶液中时,外加电流通过电解质溶液形成电化学反应。
金属离子在电极表面还原成金属原子,并通过导电层聚集在塑料表面,从而实现对塑料表面进行金属覆盖的目的。
其次,塑料电镀工艺技术的操作步骤主要包括:表面处理、电镀前处理、电镀、后处理。
首先,表面处理是为了去除塑料表面的污垢和杂质,提高金属与塑料之间的附着力。
通常使用机械刮除、喷砂或化学处理等方法进行表面处理。
接着,电镀前处理是为了增加塑料表面的导电性,通常使用导电涂层或喷涂导电漆等方法进行处理。
然后,电镀过程是将经过表面处理和电镀前处理的塑料制品浸泡在电解质溶液中,通过控制电流密度和电镀时间等参数进行电镀处理。
最后,后处理是为了提高电镀层的光洁度和硬度,通常采用清洗、擦拭、抛光等方法进行处理。
最后,塑料电镀工艺技术的应用非常广泛。
在日常生活中,我们可以看到许多塑料电镀制品,如手机壳、汽车零部件、家电外壳等。
塑料电镀不仅可以提供耐磨性和装饰效果,还可以增加导电性和导热性,提高产品的整体性能。
此外,塑料电镀还可以解决金属加工工艺复杂和成本高的问题,降低生产成本并提高生产效率。
总结起来,塑料电镀工艺技术是一种非常重要的表面处理技术,它可以实现对塑料制品表面的金属覆盖,从而提高产品的性能和装饰效果。
随着科技的发展和人们对产品质量要求的提高,塑料电镀工艺技术将会得到更广泛的应用和发展。
塑料电镀工艺
电镀是一种金属表面处理方法,它通过在表层上移动电流来添加一层涂层。
它已广泛应用于工业和工程方面,用于改善金属性能、美化表面外观和防腐蚀的功能。
而塑料电镀是将金属覆盖在塑料表面上的一种特殊形式的电镀。
由于塑料特有的耐用性、结构可塑性和抗腐蚀性,它已被广泛应用于汽车、家电以及其他电子产品表面处理等领域。
塑料电镀工艺主要由四个部分组成:预处理、电镀、涂装和烤漆。
首先,在预处理阶段,需要将塑料进行表面处理,例如去除杂质、污渍等,以便下一步程序能够有效地完成。
在此之后,塑料就可以进行电镀,电镀的过程涉及到高温电流的作用,其中要涂上高品质的金属材料,以便使塑料表面形成均匀的金属层。
接下来的涂装是一个重要的步骤,需要使用涂料、油漆或者其他色母来增强塑料表面的外观和质量。
最后是烤漆,其过程也有助于增强塑料表面的抗风化性、耐污染性和耐划伤性能以及外观美观度。
此外,塑料电镀工艺也有很多优点,包括低成本、绿色环保以及镀层表面质量高。
由于塑料电镀使用简便,生产成本比较低,低于其他表面处理方法,因此它在金属外层护理上有更大的经济优势。
另外,塑料电镀可以有效避免由涂料或墨水产生的有害物质,被认为是最绿色的一种表面处理方法。
最后,它还具有质量高、耐划伤性好以及耐腐蚀性强等特点,可以有效提高产品表面的外观和使用性能,大大延长使用寿命。
总之,塑料电镀是一种表面处理工艺,具有质量高、低成本、绿色环保等特点,已被有效应用于汽车、家电以及其他电子产品表面处理等领域。
由于它的多种优点,使得它的应用越来越广泛,并且深受业内客户的好评。
塑料电镀的工艺流程塑料电镀是一种常见的表面处理工艺,它可以使塑料制品表面具有金属光泽和防腐蚀性能,提高其外观和使用寿命。
塑料电镀工艺流程主要包括表面处理、化学镀前处理、电镀、化学镀后处理等环节。
下面我们将详细介绍塑料电镀的工艺流程。
1. 表面处理。
塑料制品在进行电镀之前,首先需要进行表面处理,以确保表面清洁、光滑和无油污。
表面处理通常包括去油、除尘、清洗和粗糙化处理等步骤。
去油是指利用溶剂或碱性清洗剂去除塑料表面的油污和污垢;除尘是指利用空气或机械设备将塑料表面的灰尘和杂质清除干净;清洗是指利用清洗液或清洗设备清洗塑料表面,去除残留的油污和污垢;粗糙化处理是指利用化学液或机械设备对塑料表面进行微触变化,增加表面附着力,提高电镀层的附着力。
2. 化学镀前处理。
在塑料表面处理完成后,需要进行化学镀前处理,以增强塑料表面与金属电镀层的结合力。
化学镀前处理通常包括活化处理、镀前活化处理和化学镀前处理等步骤。
活化处理是指利用化学液或物理方法对塑料表面进行活化处理,增加表面活性,提高镀层的附着力;镀前活化处理是指利用酸性或碱性溶液对塑料表面进行活化处理,增强镀层的附着力;化学镀前处理是指利用化学液对塑料表面进行处理,增强镀层的附着力和耐腐蚀性能。
3. 电镀。
在化学镀前处理完成后,开始进行电镀工艺。
电镀是指利用电解液和电流对塑料表面进行金属镀层处理。
电镀通常包括镀前处理、电镀、镀后处理等步骤。
镀前处理是指利用化学液对塑料表面进行处理,增强镀层的附着力和耐腐蚀性能;电镀是指将塑料制品浸入电解槽中,利用电流和电解液对塑料表面进行金属镀层处理;镀后处理是指利用化学液对电镀后的塑料制品进行处理,增强镀层的抗氧化性能和耐腐蚀性能。
4. 化学镀后处理。
在电镀完成后,需要进行化学镀后处理,以增强电镀层的抗氧化性能和耐腐蚀性能。
化学镀后处理通常包括清洗、封孔、抛光和包装等步骤。
清洗是指利用清洗液对电镀后的塑料制品进行清洗,去除残留的化学液和杂质;封孔是指利用化学液或封孔剂对电镀层进行封孔处理,增强其抗氧化性能和耐腐蚀性能;抛光是指利用抛光设备对电镀层进行抛光处理,使其表面光滑、均匀;包装是指将电镀后的塑料制品进行包装,以保护其表面光泽和防腐蚀性能。
塑料电镀工艺
塑料电镀工艺是将金属粉末涂敷于塑料表面,采用静电场技术使金属粉末附着塑料表面上。
通过改变静电场的结构可以生成不同层数、不同厚度和不同尺寸的金属粉末涂层。
塑料电镀技术是一种新兴技术,其成本相对于传统压铸技术低,性能不受金属表面特殊粗糙度等因素影响。
塑料电镀工艺是将特定尺寸的金属粉末置入集尘器中,在溅射面板上喷涂成细度均匀的粒径,然后将这些金属粉末载入步进马达,流入定量的电池组中。
在电池组中,金属粉末被原子电场带动,将粉末粘聚在塑料物体表面上形成镀层。
主要有金、银、铜、镍和锌等五种细小金属粉末,可以根据应用的需要来改变粉末的细度和涂料的厚度。
塑料电镀的涂料和表面处理有多重优点。
首先,涂料选择多样性,可选择各种粒径尺寸、形状、颜色粉末,而且金属粉末在电解液中不会腐蚀表面,确保表面纯净,外观上会有一定的抛光效果;其次,塑料电镀铺宽特定范围能够获得范围较长、损耗较小的长期防腐性;再次,塑料电镀可以根据用户的要求,提供各种流程处理,例如多色双金属、纳米处理等;最后,具有耐腐蚀以及耐磨性。
由于塑料电镀工艺具有良好的性能,其在电子行业、医疗器械、汽车制造、电气行业等领域都有很大的应用空间,其使用状况也愈发火爆。
它已经成为一种新型的表面处理技术,可以为消费者提供更高的价值。
第1篇摘要:随着科技的不断发展,塑料材料在各个领域的应用越来越广泛。
塑料电镀作为一种新型表面处理技术,具有环保、高效、经济等优点。
本文对塑料电镀工艺的基本原理、工艺流程、设备与材料以及应用进行了详细阐述。
一、引言塑料电镀工艺是一种在塑料表面形成金属镀层的表面处理技术。
通过在塑料表面涂覆一层金属薄膜,可以赋予塑料材料良好的导电性、耐腐蚀性、耐磨性等特性。
塑料电镀工艺在电子、汽车、家电、日用品等领域具有广泛的应用前景。
二、塑料电镀工艺的基本原理塑料电镀工艺的基本原理是在塑料表面形成一层金属镀层。
具体过程如下:1. 塑料表面预处理:将塑料工件进行表面处理,去除表面的油污、氧化物等杂质,提高塑料表面的亲水性。
2. 涂覆导电涂料:在塑料表面涂覆一层导电涂料,使塑料表面具有一定的导电性能。
3. 预处理:将涂覆导电涂料的塑料工件进行预处理,如清洗、干燥等,为电镀提供良好的条件。
4. 电镀:将预处理后的塑料工件放入电镀槽中,通过电解质溶液中的金属离子在塑料表面沉积,形成金属镀层。
5. 后处理:将电镀后的塑料工件进行清洗、干燥、烘烤等后处理,提高镀层的性能。
三、塑料电镀工艺流程1. 工件清洗:去除工件表面的油污、氧化物等杂质。
2. 表面预处理:对工件进行喷砂、喷丸、等离子清洗等表面处理,提高塑料表面的亲水性。
3. 涂覆导电涂料:在塑料表面涂覆一层导电涂料,干燥后形成导电层。
4. 预处理:清洗、干燥导电层,确保导电层与塑料表面结合牢固。
5. 电镀:将工件放入电镀槽中,通过电解质溶液中的金属离子在塑料表面沉积,形成金属镀层。
6. 后处理:清洗、干燥、烘烤等后处理,提高镀层的性能。
四、设备与材料1. 设备:塑料电镀工艺所需的设备主要包括电镀槽、电源、控制系统、搅拌器、加热器等。
2. 材料:塑料电镀工艺所需的材料主要包括导电涂料、电解质溶液、金属离子等。
五、应用1. 电子行业:塑料电镀工艺在电子行业中具有广泛的应用,如手机、电脑、家电等产品的塑料部件表面处理。
塑料电镀工艺简介塑料电镀工艺是一种将金属镀层通过化学或电化学方法附着在塑料表面的技术。
通过塑料电镀工艺,可以在塑料制品上形成金属光泽的外观,并增加其耐磨、耐腐蚀的性能,提高产品的质量和附加值。
塑料电镀的优势相比于传统的金属制品,塑料电镀具有以下几个优势: 1.轻质:塑料制品本身就相对轻盈,通过电镀工艺可以为其增加金属外壳,提高产品的质感和质量。
2. 成本低:相较于成品的金属产品,塑料制品更容易制造和加工,且制造成本更低。
3. 耐腐蚀性强:电镀过的塑料制品表面获得了金属的保护层,增加了其耐腐蚀性和耐磨性,延长了使用寿命。
4. 外观多样:塑料电镀可以获得各种金属的外观,如黄铜、镍、铬等,满足不同需求的产品设计。
塑料电镀工艺步骤塑料电镀的工艺主要包括以下几个步骤:1. 表面处理塑料制品的表面处理是塑料电镀的关键步骤。
通常,首先需要对塑料制品表面进行清洗,去除油污和杂质,确保金属镀层能够牢固附着在塑料表面。
然后,通过切割、打磨等方法,处理塑料制品表面的毛刺、凹凸不平等问题。
2. 金属预处理金属预处理是为了增强金属镀层与塑料表面的附着力。
首先,需要在塑料表面涂覆一层粘接剂,以增加金属镀层与塑料的结合力。
然后,在表面涂覆一层导电性物质,如导电涂层或金属膜,以便进行电镀过程。
3. 电镀电镀是将金属镀层沉积在塑料表面的核心步骤。
通常,将经过预处理的塑料制品放置在含有金属离子的电解质溶液中,通过电流的作用,在塑料表面形成金属镀层。
4. 后处理电镀后,需要对制品进行一些后处理工序。
比如,清洗掉残留的电解质和杂质,除去不良的镀层,平整表面等。
常用的塑料电镀工艺下面是一些常用的塑料电镀工艺:1. 化学镀金(Chemical Gold Plating)在塑料表面形成金色的金属镀层,增加产品的豪华感,广泛应用于装饰品、手表等领域。
2. 镀铬(Chrome Plating)在塑料表面形成铬质外观的金属镀层,提供高光泽度和低反射性能,广泛应用于汽车、电器等产品。
塑料电镀工艺一、塑料电镀制品的应用塑料电镀工艺在本世纪60-年代已实现工业化,目前工程塑料的电镀技术已日趋完善,而耐热性、耐药品性好,机械强度优异的超工程塑料的电镀工艺正在研制之中。
用品质优良、价格较低的塑料制品代替金属材料不仅可以降低生产成本,而且也大大降低产品重量。
塑料制品电镀不仅可提高其装饰效果而且也能更好发挥塑料本来的特性,因此在要求电性能好的电子电器领域,塑料电镀制品越来越受欢迎。
最初塑料电镀制品主要用于汽车工业,如做车轮护罩,汽车门把手等,目前已大量用在办公设备及通信设备上,如做个人电脑机壳的电磁屏蔽罩等。
随着研究的深入,塑料电镀制品的应用将会日益广泛。
二、塑料电镀工艺原理塑料湿法电镀工艺基本流程为:除油一(预处理)一浸蚀(粗化)一中和一(表面清洗)一添加催化剂(敏化)一活化一非电解电镀一电镀。
各个步骤的作用和原理如下。
(1)除油由于塑料制品表面常沾有指纹、油污等有机物,以及靠静电作用而附着的灰尘等无机物,这些污垢都应加以去除。
常用于除油的碱性试剂有硅酸盐和磷酸盐两类+其中硅酸盐会在表面形成硅酸盐薄膜,对后续浸蚀处理有影响,所以通常使用磷酸盐除油剂。
(2)预浸蚀由于工程塑料及超工程塑料耐化学药品性能好,一般难以被化学药品浸蚀,因此在浸蚀之前要进行预浸蚀。
预浸蚀常使用有机溶剂,利用有机溶剂使塑料表面产生膨润。
经过预浸蚀处理可提高浸蚀加工效果。
有的塑料较易被化学药品浸蚀,则可省略预浸蚀步骤。
(3)浸蚀浸蚀是采用强氧化剂或强酸、强碱对塑料进行化学处理,使塑料表面有选择性的溶解,产生凹凸不平的固定点—,结果使电镀产生良好的外观并保证镀层附着性好。
如ABS塑料(苯乙烯-丁二烯-丙烯腈共聚物)采用铬酸和硫酸的混合液做浸蚀剂,在强氧化性的铬酸作用下,塑料中的丁二烯氧化形成羰基等极性基并在塑料表面产生固定点。
这些固定点是发生电镀的有利位置i又如工程塑料和超工程塑料经预浸蚀处理后,再在铬酸作用下,膨润的表面层就会局部产生氧化的固定点。