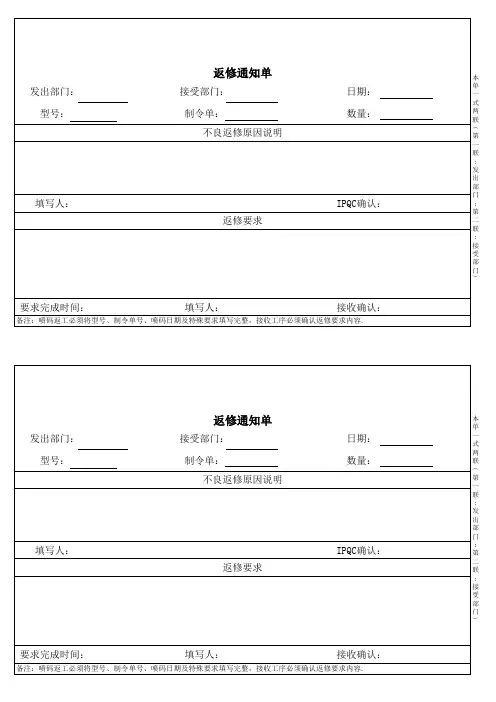
返工、返修通知单
- 格式:docx
- 大小:12.55 KB
- 文档页数:2
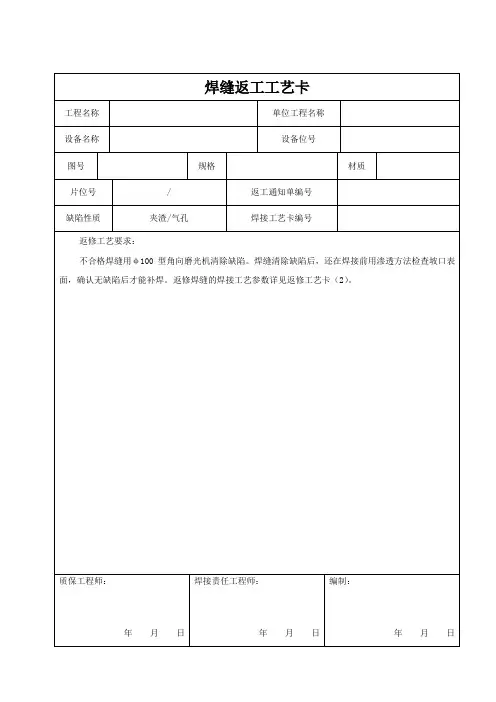
焊接接头:焊接工艺参数层数道数焊接方法焊条或焊丝牌号规格(mm)焊剂或保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)线能量(KJ/cm)1 1 SMAW J507RH φ4.0 / / 140~165 20~25 12~35 ≤202 1 SMAW J507RH φ4.0 / / 150~180 20~25 12~35 ≤203 1 SMAW J507RH φ4.0 / / 140~180 20~25 12~35 ≤204 2 SMAW J507RH φ4.0 / / 150~180 20~25 12~35 ≤205 3 SMAW J507RH φ4.0 / / 150~180 20~25 12~35 ≤206 3 SMAW J507RH φ4.0 / / 150~180 20~25 12~35 ≤207 3 SMAW J507RH φ4.0 / / 140~160 20~25 12~35 ≤208 1 SMAW J507RH φ4.0 / / 140~160 20~25 12~35 ≤209 1 SMAW J507RH φ4.0 / / 140~160 20~25 12~35 ≤20 送丝速度: / 喷嘴与工件的角度: /单丝或多丝: / 摆动焊或不摆动焊:摆动焊导电嘴至工件的距离: / 其他操作技术:环境温度≥0℃、相对湿度≤85﹪、风速≤8m/s喷嘴尺寸: /焊接接头外观质量及无损检验要求焊接接头外观质量要求射线探伤超声波探伤渗透探伤磁粉探伤﹪合格标准﹪合格标准﹪合格标准﹪合格标准无毛刺、咬肉、气孔、裂纹等/ / 100﹪I依标准和设计文件I依标准和设计文件I焊接接头:焊接工艺参数层数道数焊接方法焊条或焊丝牌号规格(mm)焊剂或保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)线能量(KJ/cm)10 1 SMAW J507RH φ4.0 / / 150~180 20~25 12~35 ≤2011 2 SMAW J507RH φ4.0 / / 150~180 20~25 12~35 ≤2012 3 SMAW J507RH φ4.0 / / 150~180 20~25 12~35 ≤20送丝速度: / 喷嘴与工件的角度: /单丝或多丝: / 摆动焊或不摆动焊:摆动焊导电嘴至工件的距离: / 其他操作技术:环境温度≥0℃、相对湿度≤85﹪、风速≤8m/s喷嘴尺寸: /焊接接头外观质量及无损检验要求焊接接头外观质量要求射线探伤超声波探伤渗透探伤磁粉探伤﹪合格标准﹪合格标准﹪合格标准﹪合格标准无毛刺、咬肉、气孔、裂纹等/ / 100﹪I依标准和设计文件I依标准和设计文件I。
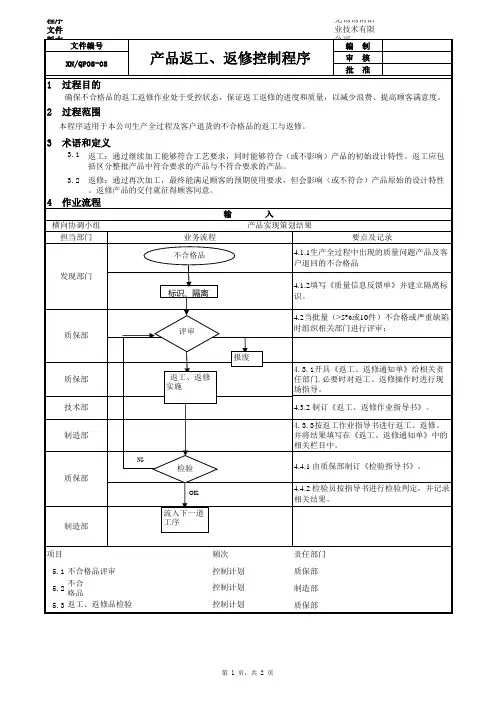
1.目的本管理规定规范了产品返工或返修的过程,以防止“问题”或“隐患”产品的错用、误用,提高客户满意度;本管理规定中的返工/返修产品,是指可返工或返修的生产中的不良品及客户退回的经评审可返工/返修的产品。
2.适用范围本管理规定适用于本公司所有加工产品。
3.职责3.1由生产工艺部制订《返工/返修作业指导书》,规定返工/返修作业要求和重新检验要求;3.2生产部将《返工/返修作业指导书》放置在返工工位处,易于得到;3.3产生不良品的部门,按照《返工/返修作业指导书》安排返工/返修;3.4产品返工/返修完毕后,检验员重新检验并做好记录;3.5仓库对不合格品进行实物报废,填写“报废单”。
4.作业要求4.1检验员对需返工/返修的产品做好标识,向生产部发出“返工/返修通知单”,生产部负责组织产品的返工/返修;4.2质量部依据“客户退货信息”,对于客户退回的可返工/返修的产品,向生产部发出“返工/返修通知单”或“返修工令单”,由生产部安排返工/返修;质量部组织检查仓库里同批次的产品,如存在同样的问题,则同时返工/返修;4.3返工/返修须按《返工/返修作业指导书》进行。
返工开始前操作工需做首件自检,检验员确认合格后方可进行返工作业;4.4质量部相关人员需跟踪整个返工/返修过程,并保证所有需返工/返修的产品都进行了处理;4.5所有返工/返修的动作都须被记录,包括产品的不良描述,人员,使用的工具、方法,时间及客户等相关信息,在“返工/返修通知单”上做好记录;4.6返工/返修完毕后,检验员按《返工/返修作业指导书》中规定的检验项目和方式重新检验并做好记录,检验合格后才允许放行。
在没有得到顾客批准前,不应将外观可见返工痕迹产品作为合格件。
4.7经检验合格的返工/返修产品,做好标识单独流转;如返工后产品数量短缺,须进行补货。
4.8对返工/返修后仍不合格的产品,检验员填写“不合品评审单”,报相关部门会签确认,评审确定无法返修处理的,则由质量部填写“报废单”,经总经理批准后报废。

返工返修管理规定 The document was finally revised on 2021
返工/返修管理规定
1目的
为降低公司损失成本,对不合格品采取一定的措施后,使其符合要求或满足预期使用。
2范围
生产过程中不合格半成品、成品。
3职责和权限
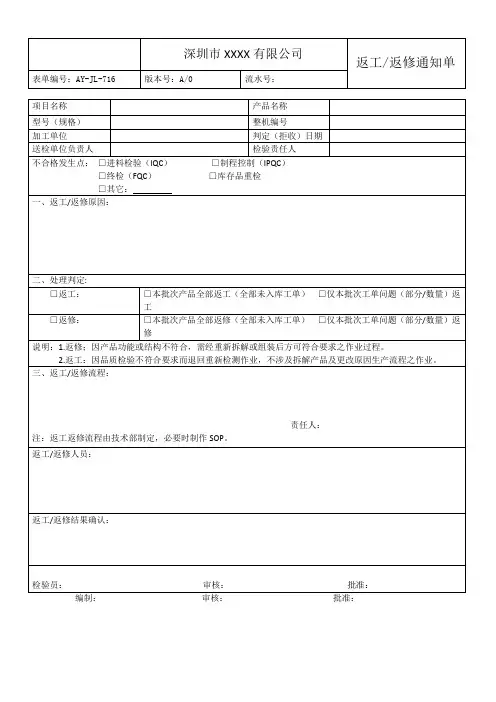
单件、简单产品的返工/返修,由品管部门负责开出返工/返修通知单。
批量或复杂产品的返工/返修,由技术部门判定定返工/返修工艺。
生产单位负责返工/返修的实施。
品管部门负责返工/返修完成后产品的验证。
生产单位负责记录返工/返修的所有数据。
4 内容和要求
生产单位指定专人返修作业,其他作业员自己不能够返工/返修或拆卸任何产品。
单件、简单产品的返工/返修,由品管部门负责开出返工/返修通知单,注明返修方法、部位,交线长安排返修人员返修。
批量或复杂产品的返工/返修,由技术部门判定返工/返修工艺。
详细说明不合格品的返工/返修流程,过程不良产生原因分析报告以及注意事项,以利于现场作业人员有所依循。
生产单位接收需返工产品后,张贴‘返工物料’标识,在返工工站返修。
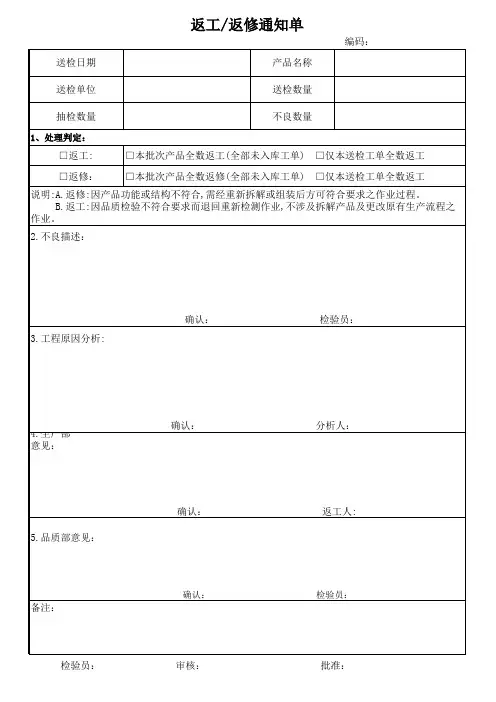
复检
产品返修完成后,通知车间线长及检验人员全检。
返工产品的质量要求依据产品图纸要求,满足客户WI文件使用要求为准。
返工/返修产品须经检验员检验合格后,才可继续进一步加工和使用。
复检不合格,经检验不合格,依据《不合格品管理程序》管理。
编制:审核:批准:。
返工(返修)品管理规定
和处理流程
4.3.1返工/返修品需在产品上标识“返工/返修品”,并在返
工/返修通知单上注明标识方法;
4.3.2返工/返修品需单独储存,不得与合格品混放;
4.3.3返工/返修品处理流程:返工/返修部门完成作业后,
填写《返工/返修品处理单》,由品质部审核后交由生产部处理,生产部根据返工/返修措施进行再次检验,合格后方可继
续使用或出库;
4.4返工/返修品的统计和分析
4.4.1品质部负责返工/返修品的统计和分析工作,每月汇
总一次;
4.4.2汇总内容包括返工/返修品数量、原因、措施、费用等;
4.4.3分析返工/返修品的原因,制定改进措施,防止同类
问题再次出现。
以上规定适用于公司内部所有返工/返修品的管理,各部
门需按照规定认真执行,确保返工/返修品的及时处理和管理。
同时,对于返工/返修品的处理过程中出现的任何问题,各部门应及时汇报并协同解决。
产品返工通知书范文英文回答:Product Rework Notice.Dear Team,。
I hope this message finds you well. I am writing to inform you about the need for a product rework. It has come to our attention that there are certain issues with the quality of the product that require immediate attention. As a result, we will be implementing a rework process to rectify these issues and ensure that the product meets the required standards.The rework process will involve identifying thespecific areas of concern and implementing corrective measures to address them. This may include repairing, replacing, or modifying certain components of the product. Our goal is to ensure that the final product meets allquality requirements and customer expectations.I understand that this may cause some inconvenience and additional work for all of you. However, I assure you that it is necessary to maintain the reputation of our company and the satisfaction of our customers. We value your hard work and dedication, and I am confident that together we can overcome this challenge.To facilitate the rework process, we will be providing detailed instructions and guidelines. It is crucial that everyone follows these instructions carefully to ensure consistent and effective rework. In addition, we will be conducting regular meetings and inspections to monitor the progress and address any concerns or questions that may arise.I would like to emphasize the importance of open communication during this process. If you come across any issues or have any suggestions for improvement, please do not hesitate to share them with me or the designated team leader. Your input is invaluable and will contribute to thesuccess of the rework process.I understand that this situation may be frustrating, but I believe that by working together, we can overcome any challenges that come our way. Let's remain positive and focused on achieving the best possible outcome.Thank you for your understanding and cooperation. If you have any questions or concerns, please feel free to reach out to me.Best regards,。