内孔焊接定位工装说明
- 格式:docx
- 大小:94.56 KB
- 文档页数:1
-焊接冶金学课程设计说明书题目——气动铰链—杠杆夹紧器系别:机电工程系专业:焊接技术及自动化班级:Z110355学号:Z11035512:王志胜日期:2021年6月25日目录1.夹具设计的目的意义及要求12.焊接件的分析构造42.1构造组成分析 (4)2.2焊接构造件焊接性能分析43.制定焊接构造件的焊接工艺53.1焊接方法及焊接规53.2 焊接质量的保证措施54.主要零件设计的说明64.1-夹具体64.2夹具的设计64.2.1基准面的选择64.2.2定位器的设计64.2.3夹紧装置的设计64.2.4夹紧材料的设计74.2.5夹具尺寸公差及粗糙度74.3 绘制正式装配图零件图(见图)74.4气动铰链——杠杆夹紧机构设计75.装焊夹具使用说明85.1 夹具的操作步骤85.2夹具使用考前须知、保养及维护86.参考文献9设计小结91.夹具设计的目的意义及要求焊接工装夹具就是将焊件准确定位和可靠夹紧,便于焊件进展装配和焊接、保证焊件构造精度方面要求的工艺装备。
在现代焊接生产中积极推广和使用与产品构造相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。
在焊接生产过程中,焊接所需要的工时较少,而约占全部加工工时的2/3以上的时间是用于备料、装配及其他辅助的工作,极大的影响着焊接的生产速度。
为此,必须大力推广使用机械化和自动化程度较高的装配焊接工艺装备。
焊接工装夹具的主要作用有以下几个方面:(1)准确、可靠的定位和夹紧,可以减轻甚至取消下料和划线工作。
减小制品的尺寸偏差,提高了零件的精度和可换性。
(2)有效的防止和减轻了焊接变形。
(3)使工件处于最正确的施焊部位,焊缝的成型性良好,工艺缺陷明显降低,焊接速度得以提高。
(4)以机械装置代替了手工装配零件部位时的定位、夹紧及工件翻转等繁重的工作,改善了工人的劳动条件。
(5)可以扩大先进的工艺方法的使用围,促进焊接构造的生产机械化和自动化的综合开展。
课程设计课程名称:焊接工装课程设计设计课题: “长江750B停车支架”焊接工装设计指导教师:专业:焊接技术与工程班级:姓名:学号:二O一年月日“长江750B停车支架”焊接工装设计摘要:在“长江750B摩托车停车支架”的焊接中,焊接的夹具在施焊的过程中必不可少,良好的焊接夹具可以保证焊接尺寸的准确性,保证焊接过程的快速稳定,以保证零件和产品的质量,并以提高生产效率。
在装配定位焊时,如果不使用工装夹具,即使焊接组合件是由两三个零件组成的,欲保证各零件精确的相对位置,也是不可能的。
焊接工艺装备就是在机械加工,产品检验,装配和焊接等工艺过程中,使用大量的工艺装备,简称焊接工装。
在现代焊接生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。
采用工装夹具,不仅可以保证装配定位焊时各零件正确的相对位置,而且可以防止或减少工件的焊接变形。
尤其是批量生产时,可以稳定和提高焊接质量,减少焊接尺寸偏差,保证产品的互换性。
关键词:焊接技术;工装设计;停车支架目录1夹具设计的目的意义及要求 (1)1.1焊接工装夹具的使用 (1)1.2焊接工装夹具设计的基本要求 (1)2 课程设计任务 (2)2.1 焊接组合件的分析 (2)2.2 工装夹具定位原理及定位方式 (3)2.3 需要保证的关键尺寸 (3)3焊接夹具设计说明 (4)3.1踏杆、支撑板挡板 (4)3.2站脚管钩形夹管器 (4)3.3踏杆钩形夹管器 (5)3.4 站脚管v形压管器 (6)3.5限位块楔形挡块 (6)3.6 支撑管法兰以及螺栓 (7)3.7横管钩形夹管器 (8)3.8底板 (8)3.9绘制正式装配图以及零件图 (9)4夹具的装配 (9)4.1夹具的工艺要求 (9)4.2夹具体的操作步骤 (9)4.3注意事项 (10)5 夹具技术经济指标分析 (10)6 制定焊接结构件的焊接工艺 (10)6.1焊接方法 (10)6.2 焊接规范 (10)6.3被焊工件焊接顺序的确定 (11)7 小结 (11)参考文献 (12)致谢 (13)附录 A 工艺规程路线单 (14)附录 B 焊接工艺规程 (15)1 夹具设计的目的意义及要求1.1 焊接工装夹具的使用在机械加工、产品检验,装配和焊接等工艺过程中,使用着大量的工艺装备,简称焊接工装,用以安装加工的对象,使之占有正确的位置,以保证零件和产品的质量,并以提高生产效率。
管路在整个产品装配过程中,不仅管路两端要与其他配套零件连接在一起,还要在有限装配空间中实现无干涉准确定位。
而管路中导管与密封接头之间焊接定位准确性直接对管路最终装配起决定性作用,所以设计新的管路焊接定位工装势在必行。
1 问题提出根据下发的生产任务,在管路焊接试制完成后,部分管路使用专用检测工装检验不合格,整批管路检测结果一致性较差,无法满足产品最终装配要求。
经过对生产过程中所涉及工序分析、排查,认为导管与密封接头焊接时,存在无法准确定位问题,所以需要设计新的焊接定位工装。
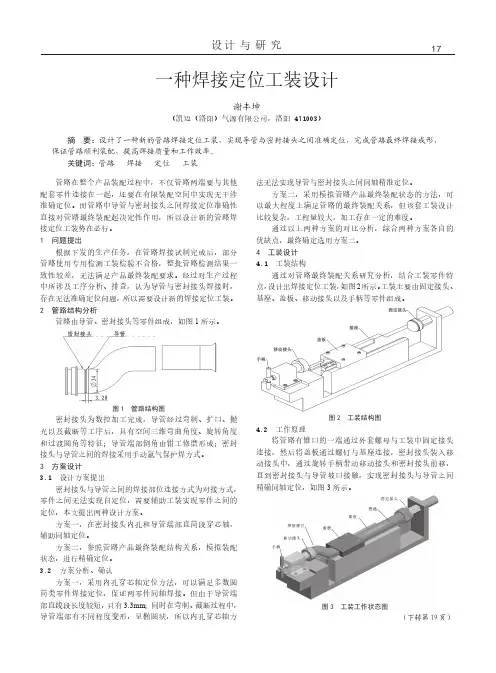
2 管路结构分析管路由导管、密封接头等零件组成,如图1所示。
图1 管路结构图密封接头为数控加工完成,导管经过弯制、扩口、抛光以及截断等工序后,具有空间三维弯曲角度、旋转角度和过渡圆角等特征;导管端部倒角由钳工修磨形成;密封接头与导管之间的焊接采用手动氩气保护焊方式。
3 方案设计3.1 设计方案提出密封接头与导管之间的焊接部位连接方式为对接方式,零件之间无法实现自定位,需要辅助工装实现零件之间的定位,本文提出两种设计方案。
方案一,在密封接头内孔和导管端部直筒段穿芯轴,只有3.3mm;同时在弯制、截断过程中,法无法实现导管与密封接头之间同轴精准定位。
方案二,采用模拟管路产品最终装配状态的方法,可以最大程度上满足管路的最终装配关系,但该套工装设计比较复杂,工程量较大,加工存在一定的难度。
通过以上两种方案的对比分析,综合两种方案各自的优缺点,最终确定选用方案二。
4 工装设计4.1 工装结构通过对管路最终装配关系研究分析,结合工装零件特点,设计出焊接定位工装,如图2所示。
工装主要由固定接头、基座、盖板、移动接头以及手柄等零件组成。
图2 工装结构图4.2 工作原理将管路有锥口的一端通过外套螺母与工装中固定接头连接,然后将盖板通过螺钉与基座连接,密封接头装入移动接头中,通过旋转手柄带动移动接头和密封接头前移,直到密封接头与导管坡口接触,实现密封接头与导管之间精确同轴定位,如图3所示。
工件1焊接工装夹具方案
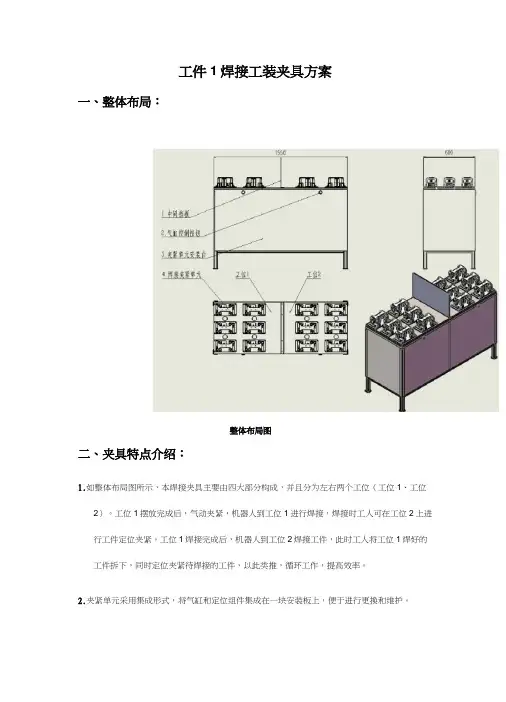
一、整体布局:
整体布局图
二、夹具特点介绍:
1.如整体布局图所示,本焊接夹具主要由四大部分构成,并且分为左右两个工位(工位1、工位
2)。
工位1摆放完成后,气动夹紧,机器人到工位1进行焊接,焊接时工人可在工位2上进行工件定位夹紧。
工位1焊接完成后,机器人到工位2焊接工件,此时工人将工位1焊好的工件拆下,同时定位夹紧待焊接的工件,以此类推,循环工作,提高效率。
2.夹紧单元采用集成形式,将气缸和定位组件集成在一块安装板上,便于进行更换和维护。
3.此焊接夹具单次可装夹24套工件。
三、夹具工作说明
1.气缸满行程(气缸杆伸出状态)时,按图所示进行工件的摆放和定位。
2.按下控制按钮,如图所示,压紧气缸组件动作,完成把手的夹紧。
3.工件全部焊接完成后,按下控制按钮,气缸动作,松开工件。
4.取下工件。
四、配置清单
五、其他
其他未提及事项,双方秉承合作精神、积极沟通,以解决客户生产需求为导向,实现结果的最优化。
关于WZNK60内孔焊定位工装说明
WZNK60内孔焊枪定位工装的设计必须保证能够满足不同规格集箱与接管或接管与接管的焊接,并且使焊缝达到协议要求。
内孔氩弧焊对接管及定位工装都提出了相对苛刻的要求:
1、要求接管内径必须加工,所提供
的尺寸为加工尺寸,并须给出加工公
差。
无论是集箱与接管或接管与接管
内孔焊接,均需加工接管内径。
不加
工内径不能保证接口处相互错边量
的大小。
若错边过大,会导致焊接质
量不好,使电弧在错边处发飘,不集
中。
严重时,使钨极在错边大的地方
与接管粘连。
2、定为工装定位直径φD建议加工
公差为(-0.05,-0.1),使定位工装插
入接管后与接管间隙保持在0.1mm
左右,这样才能不影响焊接。
3、对于一种规格的接管理论上对
应一种尺寸的工装。
但实际在设计上
若接管内径较大(≥26mm),我们可将工装设计成在接管L方向上有更大调节量的工装,调节量最大可达30mm,甚至有些情况可实现调整范围达到50mm。
4、对于内径较小的接管,使用设备本身自带调节旋转手柄推动定位管,也可以实现0~
10mm的调整范围,实际中设备本身可能还更大些。
例如我们接管长L(接管)=90mm时,我们制作的定位工装L(工装)=66mm,那么它实际上对长度在80~90mm区间的接管都适用。
这里L(接管)- L(工装)=24mm的差量是为了使定位工装调整量最大时,钨极夹与定位工装距离足够大,不至于“打火”,影响焊接。
5、采用内孔氩弧焊焊接不同规格的接管时,对应的钨极夹尺寸也不同。
但当接管内径≥
26mm时,接管内径差别在+5mm之内的情况下,可以使用同一种钨极夹。
对于较小尺寸的钨极夹须要使用GB/T77 内六角螺钉代替原GB/T70.1 螺钉来固定钨极,防止GB/T70.1 螺钉帽与接管距离过近而“打火”。
综上所述,对于影响内孔焊焊接的几个要点:接管内径,接管长L(接管),工装外定位尺寸φD,工装有效长度L(工装)及钨极夹。
这些因素决定了成形焊缝的好坏。
注:南京奥能后来提供的几种尺寸接管(φ33.7×5、φ33.7×6.3),其实际内径已小于φ25mm,已超出协议约定的焊接范围。
这部分接管由于内径很小,所以无法制作成可调节的工装。
另外焊接此类小接管,必须使用小尺寸且表面处理过的钨极夹。