506多刀分板机程序调节
- 格式:ppt
- 大小:3.08 MB
- 文档页数:7
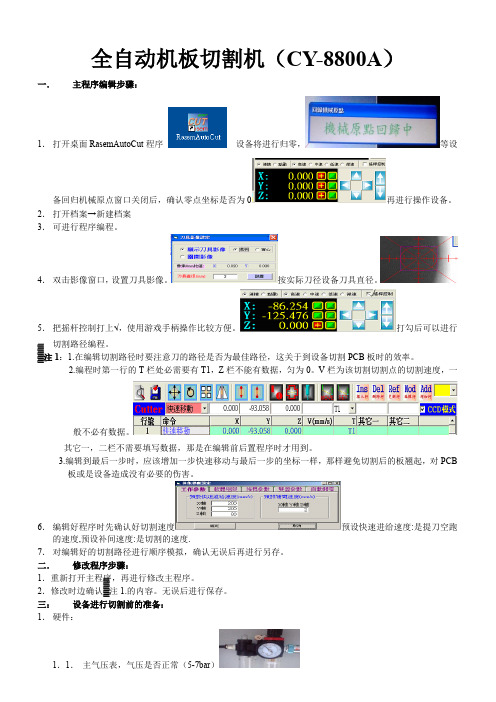
全自动机板切割机(CY-8800A)一.主程序编辑步骤:1.打开桌面RasemAutoCut程序设备将进行归零,等设备回归机械原点窗口关闭后,确认零点坐标是否为0再进行操作设备。
2.打开档案→新建档案3.可进行程序编程。
4.双击影像窗口,设置刀具影像。
按实际刀径设备刀具直径。
5.把摇杆控制打上√,使用游戏手柄操作比较方便。
打勾后可以进行切割路径编程。
▓注1:1.在编辑切割路径时要注意刀的路径是否为最佳路径,这关于到设备切割PCB板时的效率。
2.编程时第一行的T栏处必需要有T1,Z栏不能有数据,匀为0。
V栏为该切割切割点的切割速度,一般不必有数据。
其它一,二栏不需要填写数据,那是在编辑前后置程序时才用到。
3.编辑到最后一步时,应该增加一步快速移动与最后一步的坐标一样,那样避免切割后的板翘起,对PCB板或是设备造成没有必要的伤害。
6.编辑好程序时先确认好切割速度预设快速进给速度:是提刀空跑的速度,预设补间速度:是切割的速度.7.对编辑好的切割路径进行顺序模拟,确认无误后再进行另存。
二.修改程序步骤:1.重新打开主程序,再进行修改主程序。
2.修改时边确认▓注1.的内容。
无误后进行保存。
三:设备进行切割前的准备:1.硬件:1.1.主气压表,气压是否正常(5-7bar)1.2.主轴气压表(3-4bar)1.3.Table上的夹具是否固定完好。
1.4.Table后顶块的螺丝是否有松动的向象。
1.5.Table进出活动是否顺畅。
1.6.主轴控制器工作是否正常。
正常时主轴显示30,AUTO,FWD灯为亮着的状态。
1.7.Table气缸后的感应器位置是否正常。
1.8.确保PUSH按扭接触良好。
(如果有TABLE分完板后,出来后又自动进入,说明PUSH按钮有异常,需拆开保养.)2.软件:2.1.打开主程序顺序模拟无误后,打开双盘执行模式,在主程序的设置处打开PCB板程序,在主程序前面打上√,然后点击确定。
(不打勾设备不会进行切板.)2.2.确认刀库设定是否正常。
深圳市熳瑞达科技有限公司走板式分板机系列操作说明一、功能对有V-CUT槽的PCB(基板)分割。
二、特点1、以机器分割减少应力发生,防止焊点龟裂。
2、手动调整上限位护刀的高低,解决V-CUT深浅不一的问题。
3、分割时用V槽导向,以确保产品的品质。
4、效率高:Vmax=200mm/s,且速度可调。
5、精确度高,保养容易,安全性高。
6、机器小巧,操作容易。
7、上刀座调整范围:0~15mm。
8、对于PCB上的超高零件或特殊PCB,可依其特点进行改装。
三、规格与性能1、电压:AC 220V/50HZ,功率:40W2、外形尺寸(MRD-908): L390 x W300 x H420mm(MRD-908S):L390 x W400 x H420mm3、可切基板的厚度:0.6mm~1.6mm。
4、基板上面零件限高30mm,基板下面零件限高10mm,机器内侧可切PCB板最大宽度为240mm,另一边无限制。
5、切板速度为0~200mm/s四、结构说明:五、操作方法:1、平台的安装:1)把机器置于平稳的工作台上。
2)调松升降旋钮至上下刀距离最大,倾斜着缓慢安放平台,平台高度要略低与下刀刃边缘。
3)平台放置到位后,安装固定螺丝(如下图):2、刀片的调节:1)降低升降旋钮,调整至下刀刚刚可带动上刀转即可(上刀是从动刀,本身不转的)2)根据拼板宽度调整限位滑块位置(MRD-908S升级版以上配置才有此模块) 3)根据板子厚度调整千分尺至使板子可沿V槽左右滑动,但不可前后移动为佳,可开始尝试分板.若分不开,可再扭紧点升降旋钮,直至分开板子为止。
注意:1)上下刀刃左右间的距离出厂时已调整好,约为0.05-0.1mm,一般无需再调试。
2)千万不要使上下刀片垂直接触(应左右错位),以免损坏刀片。
3、限位护刀的调节:1)、上限位护刀的调节:稍微松开上限位护刀紧固螺丝把PC板的V-CUT对齐上限位护刀与下限位护刀的V型顶部,用手来回拉动PCB板,同时调节微分头,使板来回稍有阻力即可,然后锁紧紧固螺丝.2) 、下限位护刀的调节:稍微松开下限位护刀上的紧固螺丝,调整下限位护刀使其V型顶部比下刀片略低0.2-0.3mm,然后锁紧。
1 目的
(图一) (图二)
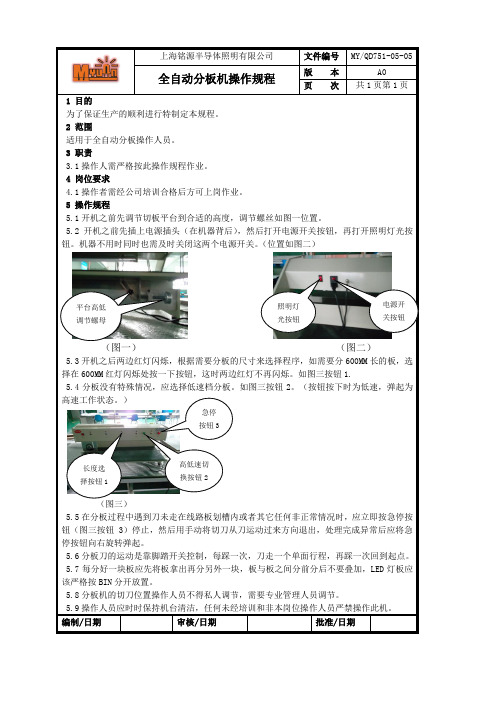
5.3开机之后两边红灯闪烁,根据需要分板的尺寸来选择程序,如需要分600MM 长的板,选择在600MM 红灯闪烁处按一下按钮,这时两边红灯不再闪烁。
如图三按钮1.
5.4分板没有特殊情况,应选择低速档分板。
如图三按钮2。
(按钮按下时为低速,弹起为高速工作状态。
)
(图三)
5.5在分板过程中遇到刀未走在线路板划槽内或者其它任何非正常情况时,应立即按急停按钮(图三按钮3)停止,然后用手动将切刀从刀运动过来方向退出,处理完成异常后应将急停按钮向右旋转弹起。
5.6分板刀的运动是靠脚踏开关控制,每踩一次,刀走一个单面行程,再踩一次回到起点。
5.7每分好一块板应先将板拿出再分另外一块,板与板之间分前分后不要叠加, 照明灯光按钮 电源开关按钮照明灯
光按钮 平台高低调节螺母 高低速切长度选
择按钮1。
( 操作规程 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改铝基板分板机安全操作规程(最新版)Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.铝基板分板机安全操作规程(最新版)一.设备参数:分板厚度:0.3~3mm被切割电路板材质:铝基板、铜基板、玻璃纤维送板速度:20m/min铝基板分板机调试使用说明一、关于4组刀的调法第一组刀根据所要分板的厚度调节上下刀间的间隙,调法标准板子V槽平移到2刀之间,要求板子左右平移顺畅,前后移动时,V 槽不会跑出2刀间。
第二组刀调节上下刀之间的间隙,使之比第一组刀间隙更小,小的程度可根据所分板子V槽灯深度而定,(V槽越深,间隙可以大点,反之亦然),无特定的标准。
第三组刀调节上下刀的间隙比第二组刀还要小。
第四组刀调节上下刀的间隙要比第三组刀还要小,尽量控制在上下刀接触面小的情况下分开板子。
以上调刀首先要求每调一组刀时,相对应灯上到后面灯锁紧螺丝要松开,再旋转刀上面的螺丝调节上下刀间隙,调好后,必须把锁紧螺丝锁紧;其次,每次调好刀后,必须上刀刃口在下刀的外侧。
二、关于定位条的调法首先松开定位条上面2个蝶形螺丝,把所要份的板子以V槽从第一组刀平移到第三组刀,然后把定位条轻靠于板子侧面,锁紧蝶形螺母;当第一条板子分好后,分第二条板子的时候,请注意一下,靠着定位条平移板子到第一组刀的时候,V槽进去的是否顺畅,如果很顺畅,那就说明定位条调节正常,不顺畅需要重新调节。
大家知道分板机操作过程的准备步骤是怎样的吗?下面小编与您一同分享,希望对各位有所帮助。
首先分板机的操作员需要将要切割的PCB板确定好方向和正反面放到专用的分板治具中,放的时候要用手掌轻轻的向下压,确认放置到位后把分板治具的盖子盖紧。
这时候一切都准备就绪,操作员按左手或右手边的绿色进料按钮,工作台就会自动进入到分板位置,点击分板机的软件按钮,注意览检时按钮是红色的,要观察每一个需要切割的位置是否正确,览检完成时工作台会自动退出。
待览检完成无误后,先点软件上的停止按钮,此时按钮呈红色,等待几秒后就会变为绿色。
完成一系列的检测之后,分板机开始正式加工了,操作员要点击软件上的按钮,分板机开始工作,吸尘器,主轴,静电消除器等也会自动开起。
气动加工时模板检测完成后会有主轴起动等待时间,连续加工时就没有主轴起动等待时间。
在分板机工作时要注意观察切割位置是否正确,如果切割位置不正确,偏移或没在切割位置上,在机器左边和右边各有一个红色紧急停止按钮,此时只要按下其中一个机器就会马上停止,机器停止后需要找到工程师来解决。
当分板机将PCB板切割完成后,工作台会自动退出,切割好的PCB板要求都是合格的,如果有不合格产品就要找工程师来修改一下铣刀运转的路径。
确定切割好的PCB板是合格的以后,操作员就可以把加工好的PCB板拿出来,然后重新放入需要加工的PCB板到分板治具内放置时用手掌轻轻的向下压,确认放置到位后把分板治具盖子盖上。
按左手或右手边的绿色进料按钮,此时工作台自动进入到分板位置加工继续。
目的:为了给分板作业提供正确的操作方法,使操作流程规范化,减少不良品的产生,提高生产效率,延长设备的使用寿命.分板机之所以受到各行各业的青睐,是因为它所用到的特殊的材料和设计可以很好的防止焊点的龟裂;而且它拥有稳定的操作机构,这样就可以有效的防止外力对PCB锡道面之类的回路产生损坏。
切板机的正确操作方法,能够使操作流程更加规范化,减少不良品的产生,提高生产效率,延长设备的使用寿命。
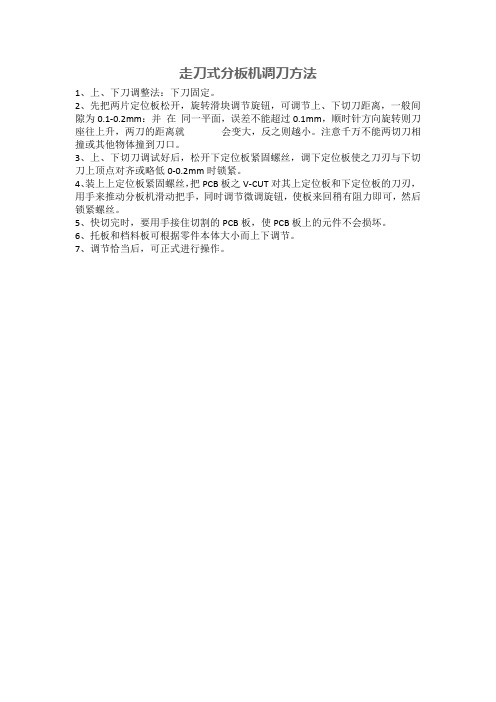
走刀式分板机调刀方法
1、上、下刀调整法:下刀固定。
2、先把两片定位板松开,旋转滑块调节旋钮,可调节上、下切刀距离,一般间隙为0.1-0.2mm:并在同一平面,误差不能超过0.1mm,顺时针方向旋转则刀座往上升,两刀的距离就会变大,反之则越小。
注意千万不能两切刀相撞或其他物体撞到刀口。
3、上、下切刀调试好后,松开下定位板紧固螺丝,调下定位板使之刀刃与下切刀上顶点对齐或略低0-0.2mm时锁紧。
4、装上上定位板紧固螺丝,把PCB板之V-CUT对其上定位板和下定位板的刀刃,用手来推动分板机滑动把手,同时调节微调旋钮,使板来回稍有阻力即可,然后锁紧螺丝。
5、快切完时,要用手接住切割的PCB板,使PCB板上的元件不会损坏。
6、托板和档料板可根据零件本体大小而上下调节。
7、调节恰当后,可正式进行操作。
508走刀式分板机刀具调整
1.先检查直刀跟圆刀是否在同一水平线上
•检查方法:(1)断电后,用手来回推动圆刀,沿着直刀行程推,看圆刀有没有转动,如果圆刀转动,这说明圆刀跟直刀已碰到刀口了,就需进行调整。
否则,刀口对刀口,很容易刀口就崩坏了。
•(2)用手摸一下,感觉他们是否在同一水平面上,最好留下一点空隙
•解决方法:先把圆刀锁紧,以圆刀为基准,松开如图中所示左右两边2颗螺丝,用工具轻顶一下直刀的前后,能调整圆刀跟直刀的水平线。
•2.圆刀在走刀过程中,一边高一边低
•解决方法:断电后,先把圆刀锁紧,以圆刀为基准,把机器侧斜,看到如图片所示,底部露出两颗螺丝,把螺丝向上顶,就可进行直刀上下调节,使直刀平行。
•3.直刀跟圆刀间距太大
•解决方法:(1.)先把圆刀锁紧,以圆刀为基准,松下如图中所示左右两边2颗螺丝,用工具轻顶一下直刀,能调整圆刀跟直刀的水平线。
•(2)把圆刀后面的松紧手柄松开,把圆刀右侧的五星按钮顺时针旋转,圆刀向下,反之亦然。
PCB分板机的准确操作方法是如何的?下面一起来了解:
1.承认线路板上的元器件不会和机体及刀片相碰,板上的元件不要超出分板机的高度,如果线路板上的零件碰到刀片时,不要分板,要及时告诉技术人员调整刀片或告诉供应商对刀片加工.依据所分PCB板的厚度不一样对其上刀高度进行调理,最好调整成果:鄙人?刀上放置一厚度为0.1MM的纸张,拨动上刀座滑动时,纸上有清晰平直均匀的?划痕为最好;
2.依据需要切开线路板的巨细,调整感应开关。
3.上刀片高度调整:线路板沿导板送入机器内,能否干净利落的被刀片分隔,取决于上刀片和下刀片的距离是不是适宜来决议的,所以分板前要将刀片高度调好,试切结束后没有问题后,拧紧调整旋钮固定螺丝.用双手将待分PCB的V-CUT槽卡在上刀行程之内的下刀刀刃上(不行倾斜),用脚踩脚踏开关进行分板作业。
4.最后调整分板速度,速度依据调整微电脑来挑选,板上的V型槽深的就挑选5000转摆布,反之挑选4500以下.依据所分PCB上元件的高底对分板机前后托板的高度进行调理,前托板以可放手作业、不易疲惫为易,后托板以不影响正常作业为易;
5.上述调整好后,就开端分板.?首先将PCB板的V型槽放到放到分板机的下刀片上如图2,然后就踩脚关,进行分板,牢记:切板过程中PCB不动,圆刀滑移,保证基板电子元件不因移动而损坏.翻开电源对上刀的行程(以PCB的巨细决议)和速度进行设定(SPEED灯绿色灭时为低速作业,反则为高速作业);
6.将电源线一端刺进机体电源插孔中,另一端与220V交流电源相接;将脚踏?开关连接到脚踏开关插孔中,暂不翻开电源开关;把机器放置在水平的作业台上,并使机体接地、避免静电产生;每次作业结束,铲除机器上的残屑;如长期不用时,需在上、下刀涂维护油以防生锈,滑轨加注润滑油。
本文由东莞亚兰电子整理。
508走刀式分板机的改造方案一.我们现有508走刀分板机,资料如下:图一图二特点1.1.(看图二)完全独立开发,使用微电脑程序控制,定点精准,稳定性强。
一刀切断0-460MM长以内单条板2. 切板走刀速度可调高、低两种,速度500mm/S和300mm/S3. 刀轮走刀行程:0-460mm。
刀轮上下高度微调:0-2mm以适用各种铝基板厚度,解决铝基板V-CUT槽深浅问题。
操作台高低可调整:0-50mm。
4 .走刀行程可随板的长度设定前进停止定点,停止定点为人工设定5 .后挡板深度范围:0-150mm。
最大板切断宽度:150mm ,最大板切断长度:400mm ,板最大厚度:0.2-3.2mm ,V槽间最大厚度:0.25-2.0mm6.上、下刀为进口高速钢料,耐用无比,刀子不利时,可再研磨7.可另配套加输送带,方便切好的PCB板自动送出二.如果按照按照客户要求进行改造后资料如下:2.1.(看图一)完全独立开发,使用微电脑程序控制,定点精准,稳定性强。
一刀切断0-620MM长以内单条板2. 切板走刀速度可调高、低两种,速度500mm/S和300mm/S3. 刀轮走刀行程:0-620mm。
刀轮上下高度微调:0-2mm以适用各种铝基板厚度,解决铝基板V-CUT槽深浅问题。
操作台高低可调整:0-50mm。
4 .走刀行程可随板的长度设定前进停止定点,停止定点为人工设定5 .增加限位装置,可根据板的宽度,进行精确定位,最大板切断长度:620mm ,板最大厚度:0.2-3.2mm ,V槽间最大厚度:0.25-2.0mm6.上、下刀为进口高速钢料,耐用无比,刀子不利时,可再研磨7.可另配套加输送带,方便切好的PCB板自动送出三.为什么不用一把刀而用两把刀具合成?由于刀具长度太长,在分板过程中,会容易变形.所以需要用两把进行合并,这样增加刀具的使用寿命.。