导柱导套与孔的公差资料讲解
- 格式:xls
- 大小:219.50 KB
- 文档页数:9
导柱导套间隙
导柱导套间隙是指导柱(或导套)的外径与导孔(或导套孔)的内径之间的间隙。
导柱-导套耦合是一种常见的机械连接方式,常用于机械设备的定位和导向。
导柱-导套间隙的大小直接影响耦合的紧密度和精度。
导柱-导套间隙的选取要根据实际应用需求进行,一般需要考虑以下几个方面:
1. 紧密度要求:间隙过大会导致耦合不紧密,容易产生松动和偏移,而间隙过小会导致装配困难和磨损加大。
根据需要的紧密度要求选择适当的间隙。
2. 公差配合:导柱和导套的尺寸公差对间隙有直接影响,需要根据公差选择合适的间隙。
通常,选择配合公差为H7/g6或
H7/h6时,导柱导套间隙可控制在0.01-0.05mm范围内。
3. 摩擦和磨损:导柱和导套之间的间隙大小会影响摩擦力和磨损程度。
间隙较大时,摩擦力较小,磨损较少,但精度相对较低;间隙较小时,摩擦力较大,磨损较多,但精度相对较高。
根据具体情况选择合适的间隙。
总之,导柱导套间隙的选择需要根据具体情况综合考虑紧密度要求、公差配合和摩擦磨损等因素,以保证耦合的准确度和可靠性。
导柱导套的结构工艺性和技术要求分析天津市米思达模具配件厂是专业生产导柱导套,精密导柱,滚珠导套,冲针,顶针,司筒等非标模具配件加工厂。
本厂对于导柱导套有多年的研发经验,今天和大家一起分享一下分析导柱导套的结构工艺性和技术要求。
一、关于导柱导套的结构工艺性分析:该零件是典型的套类零件,主要加工方法为钻、镗、车、磨。
二、关于导柱导套的技术要求分析(1)主要表面及其加工方案主要表面为内圆柱面Ø32H7 Ra0. 2um,外圆柱面Ø45r6 Ra0. 4um,其加工方案:内圆柱面:钻—粗镗(扩)—半粗镗—粗磨—精磨;对于外圆柱面:粗车—半精车—粗磨—精磨。
(2)定位基准根据基准选择的原则选用内、外圆柱面互为基准。
(3)热处理如导套材料为20钢渗碳,则热处理为渗碳,淬火、低温回火;如导套材料为T10A钢,则热处理为淬火低温回火。
(4)技术关键及其采取的措施1、导柱导套主要表面和精密导柱一样为内圆柱面,尺寸公差等级高,表面粗糙度值Ra值小。
采取的措施:划分加工阶段,工艺路线采用:钻—粗镗(扩)—半精镗(铰)—粗磨—精磨—研磨;选择精密机床;控制切削用量;充分冷却。
2、由于外圆柱面的尺寸公差等级高,表面粗糙度值Ra值小,故采取的措施是:在加工阶段划分、机床选用、切削用量的控制方面的要求与内圆柱面加工相同。
此外,工艺路线为:粗车—半精车—粗磨—精磨。
3、外圆柱Ø45r6对内孔Ø32H7径向跳动要求高,采取的措施之一:以非配合外圆柱面定位夹紧,一次装夹磨削内孔Ø32H7、外圆柱Ø45r6,即“一刀下”的方法。
但此方法调整机床频繁,辅助时间长,生产效率低,仅适用于单件生产。
采取的措施之二:利用内圆柱面采用锥度心轴限位,以心轴两端中心孔定位磨削外圆柱面。
此方法操作简便,生产效率高,质量稳定可靠,但需要制造专用机床夹具,因此,适用于成批生产。
4.机械加工顺序安排车端面-车外圆-钻孔-镗孔-磨孔。
导套导柱标准尺寸导套导柱是模具加工中常用的零部件,其尺寸标准对于模具的精度和稳定性具有重要影响。
下面将介绍导套导柱的标准尺寸,以供大家参考。
一、导套的标准尺寸。
1. 外径,导套外径的尺寸标准通常以公差等级来表示,一般为H7。
在实际使用中,外径的尺寸应符合设计要求,以确保导套与配合零件的匹配性。
2. 内径,导套内径的尺寸标准也通常以公差等级来表示,一般为H7。
内径尺寸的精度直接影响着导套的使用效果,因此在加工过程中需严格控制内径的尺寸。
3. 长度,导套的长度应符合设计要求,一般来说,长度的公差范围在正负0.5mm左右。
二、导柱的标准尺寸。
1. 直径,导柱的直径尺寸标准通常以公差等级来表示,一般为h6。
导柱的直径尺寸直接影响着模具的定位和导向效果,因此在加工过程中需严格控制直径的尺寸。
2. 长度,导柱的长度应符合设计要求,一般来说,长度的公差范围在正负0.5mm左右。
导柱的长度对于模具的结构稳定性和使用效果具有重要影响。
3. 表面处理,导柱的表面通常需要进行镀铬处理,以提高其耐磨性和使用寿命。
表面处理的质量直接关系着导柱的使用效果,因此在加工过程中需严格控制表面处理的质量。
三、导套导柱的配合尺寸。
1. 间隙配合,导套和导柱的配合尺寸应符合设计要求,一般来说,配合间隙的公差范围在0.01mm左右。
配合间隙的大小直接关系着模具的精度和稳定性。
2. 表面配合,导套和导柱的表面配合应保持良好的接触状态,以确保其在使用过程中的稳定性和精度。
表面配合的质量直接关系着模具的使用效果,因此在加工过程中需严格控制表面配合的质量。
综上所述,导套导柱的标准尺寸对于模具的精度和稳定性具有重要影响,因此在加工过程中需严格控制其尺寸和配合质量,以确保模具的使用效果。
希望以上内容能够对大家有所帮助,谢谢阅读!。
导套导柱标准尺寸导套导柱是模具中常见的零部件,其尺寸标准对模具的精度和性能有着重要影响。
在模具设计和制造过程中,正确选择和使用标准尺寸的导套导柱,对于提高模具的精度和使用寿命具有重要意义。
本文将介绍导套导柱的标准尺寸,帮助模具设计者和制造者更好地应用于实际生产中。
1. 导套的标准尺寸。
导套是模具中用于导向模具零件相对运动的零件,其主要作用是保证模具零件的定位和稳定性。
导套的标准尺寸一般包括内径、外径和长度等几个方面。
在实际设计和选择导套时,需要根据模具的具体要求和使用环境来确定导套的尺寸。
一般情况下,导套的内径应略大于导柱的直径,以保证导向的精度和稳定性;导套的外径和长度则需要根据模具的结构和安装位置来确定,以保证其在模具中的合适安装和使用。
2. 导柱的标准尺寸。
导柱是模具中用于定位和支撑模具零件的零件,其主要作用是保证模具零件的定位精度和稳定性。
导柱的标准尺寸一般包括直径、长度和表面处理等几个方面。
在实际设计和选择导柱时,需要根据模具的具体要求和使用环境来确定导柱的尺寸。
一般情况下,导柱的直径应略小于导套的内径,以保证导向的精度和稳定性;导柱的长度则需要根据模具的结构和安装位置来确定,以保证其在模具中的合适安装和使用;此外,导柱的表面处理也需要根据具体要求来确定,以保证其在使用过程中的耐磨性和稳定性。
3. 导套导柱的配合尺寸。
在实际使用过程中,导套和导柱的配合尺寸也是非常重要的。
配合尺寸一般包括间隙、圆度和粗糙度等几个方面。
在设计和制造过程中,需要根据模具的具体要求和使用环境来确定导套导柱的配合尺寸。
一般情况下,导套和导柱的配合间隙应适当,以保证导向的精度和稳定性;配合的圆度和粗糙度也需要根据具体要求来确定,以保证其在使用过程中的稳定性和耐磨性。
4. 结语。
导套导柱作为模具中常见的零部件,其标准尺寸对于模具的精度和性能有着重要影响。
正确选择和使用标准尺寸的导套导柱,可以有效提高模具的精度和使用寿命。
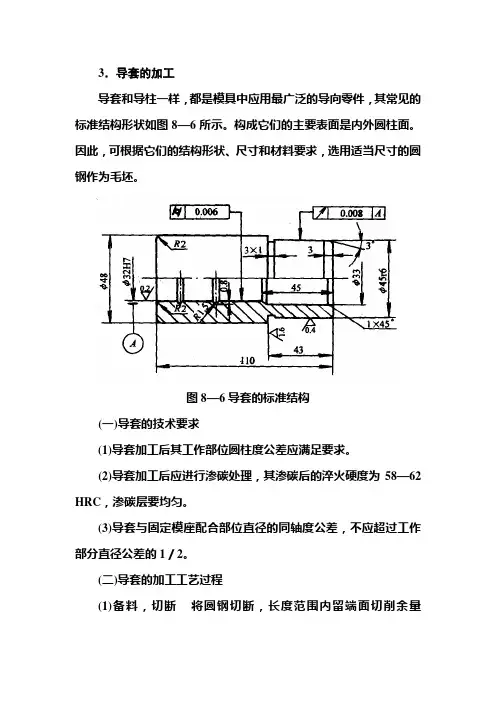
3.导套的加工
导套和导柱一样,都是模具中应用最广泛的导向零件,其常见的标准结构形状如图8—6所示。
构成它们的主要表面是内外圆柱面。
因此,可根据它们的结构形状、尺寸和材料要求,选用适当尺寸的圆钢作为毛坯。
图8—6导套的标准结构
(一)导套的技术要求
(1)导套加工后其工作部位圆柱度公差应满足要求。
(2)导套加工后应进行渗碳处理,其渗碳后的淬火硬度为58—62 HRC,渗碳层要均匀。
(3)导套与固定模座配合部位直径的同轴度公差,不应超过工作部分直径公差的1/2。
(二)导套的加工工艺过程
(1)备料,切断将圆钢切断,长度范围内留端面切削余量4mm(两端),在圆柱直径上应留3~4 mm的车削余量。
(2)车削车削端面留2—3 mm余量,钻导套孔留2mm车、磨削余量,车削外圆刀留磨削余量,镗孔、镗油槽。
(3)车削车削另一端至尺寸要求,车削外圆至尺寸。
(4)检验检验前几道工序尺寸。
(5)热处理按热处理工艺进行,保证渗碳层深度0.8-1.2mm,硬度58、62 HRC。
(6)磨削磨削内孔留0.01 mm研磨余量,磨削外圆至尺寸。
导柱导套标准规格尺寸导柱导套是模具中常用的一种配件,其作用是在模具中起到定位、导向和支撑的作用。
因此,导柱导套的标准规格尺寸对于模具的精度和稳定性至关重要。
本文将对导柱导套的标准规格尺寸进行详细介绍,以便广大模具制造者和使用者能够更好地了解和选择适合自己需求的导柱导套。
首先,导柱的标准规格尺寸包括直径、长度和表面粗糙度等几个方面。
导柱的直径一般分为φ3、φ4、φ5、φ6等不同规格,长度则根据具体模具的设计要求来确定,通常在10mm~200mm之间。
表面粗糙度则需要根据导柱的材质和使用要求来选择,常见的粗糙度有Ra0.4、Ra0.8等。
这些标准规格尺寸的选择需要综合考虑模具的使用环境、工作要求以及导柱自身的材质和加工工艺等因素。
其次,导套的标准规格尺寸也是非常重要的。
导套的内径和外径是导套最基本的尺寸参数,内径一般与导柱的直径相匹配,外径则根据模具的安装空间来确定。
此外,导套的长度也需要根据模具的具体结构和工作要求来确定,通常在10mm~150mm之间。
选择合适的导套规格尺寸可以有效地提高模具的精度和稳定性,减少模具在使用过程中的磨损和故障。
最后,需要注意的是,导柱导套的标准规格尺寸并非一成不变的,而是需要根据具体的模具设计和使用要求来确定。
因此,在选择导柱导套时,需要充分了解模具的使用环境和工作要求,结合导柱导套的材质、加工工艺和表面处理等因素,进行综合考虑和选择。
只有选择合适的标准规格尺寸,才能确保模具的精度和稳定性,延长模具的使用寿命,提高生产效率。
总之,导柱导套作为模具中重要的配件,其标准规格尺寸对于模具的精度和稳定性至关重要。
在选择导柱导套时,需要充分考虑模具的使用环境和工作要求,结合导柱导套的材质、加工工艺和表面处理等因素,进行综合考虑和选择,以确保模具的精度和稳定性,提高生产效率。
导套导柱标准尺寸导套导柱是机械传动装置中常用的连接零部件,其尺寸标准对于机械设备的性能和精度具有重要影响。
在实际应用中,了解导套导柱的标准尺寸是非常重要的,下面将介绍导套导柱的标准尺寸及其相关知识。
1.导套的标准尺寸。
导套是一种圆筒形零件,通常用于支撑和定位导柱。
导套的标准尺寸通常包括内径、外径、长度等参数。
在实际选择导套时,需要根据导柱的直径和工作要求来确定合适的导套尺寸。
一般情况下,导套的内径应略大于导柱的直径,以确保导套能够轻松地安装在导柱上,并具有良好的定位和支撑作用。
2.导柱的标准尺寸。
导柱是一种圆柱形零件,通常用于支撑和传递力量。
导柱的标准尺寸通常包括直径、长度等参数。
在实际选择导柱时,需要根据机械设备的工作要求来确定合适的导柱尺寸。
一般情况下,导柱的直径应根据承受的力量和工作环境来确定,长度应根据安装位置和工作要求来确定。
3.导套导柱的配合。
导套和导柱是一对配合件,其配合质量直接影响机械设备的性能和精度。
在实际应用中,需要保证导套和导柱的配合间隙适当,既要保证有一定的间隙以确保装配和运动的顺畅,又要保证配合间隙不过大,以确保机械设备的精度和稳定性。
4.导套导柱的材质选择。
导套和导柱通常采用金属材料制造,常见的材质包括碳素钢、合金钢、不锈钢等。
在选择材质时,需要考虑机械设备的工作环境、工作温度、承受的力量等因素。
一般情况下,导套和导柱的材质应具有良好的耐磨性、耐腐蚀性和高强度,以确保机械设备的长期稳定运行。
5.导套导柱的安装和维护。
在安装导套导柱时,需要保证导套和导柱的清洁度和光洁度,以确保良好的配合质量。
在使用过程中,需要定期对导套导柱进行检查和维护,及时发现和处理配合间隙过大、磨损严重等问题,以确保机械设备的正常运行。
总结。
导套导柱作为机械传动装置中重要的连接零部件,其标准尺寸对于机械设备的性能和精度具有重要影响。
在实际应用中,需要根据工作要求和配合质量的要求,选择合适的导套导柱尺寸和材质,并进行正确的安装和维护,以确保机械设备的正常运行和长期稳定性。
冲压模具导柱导套规格尺寸
冲压模具中的导柱和导套是非常重要的组成部分,它们的规格尺寸对模具的精度和性能有着直接的影响。
一般来说,导柱的规格尺寸包括直径、长度和表面粗糙度等方面,而导套的规格尺寸包括内径、外径、长度和材质等方面。
首先,导柱的直径通常是根据模具的承载能力和工作要求来确定的,常见的直径规格有4mm、6mm、8mm等,具体尺寸会根据模具的具体设计要求而定。
导柱的长度也是根据模具的结构和工艺来确定的,一般来说,长度越长,模具的稳定性和刚度就会越好。
而导柱表面的粗糙度对模具的摩擦阻力和使用寿命有着重要影响,通常要求表面光洁度高,粗糙度低。
其次,导套的规格尺寸包括内径和外径,内径要和导柱的直径配合,以确保导柱能够顺利地在导套内部运动。
导套的外径一般要和模具的安装座孔匹配,以确保模具的安装稳固。
导套的长度也要根据模具设计的要求来确定,通常要求导套的长度能够提供足够的支撑和引导作用。
此外,导套的材质也是非常重要的,常见的材质有铜、铝、钢等,选择合适的材质可以提高模具的使用寿命和稳定性。
综上所述,冲压模具中的导柱和导套规格尺寸的确定需要考虑多个方面的因素,包括模具的工作要求、结构设计、材料选择等。
只有合理确定规格尺寸,才能确保模具的精度和性能达到要求。
冲压模具导柱导套标准一、导套的定义和作用导套是冲压模具中的一个重要组成部分,主要用于引导导柱的运动和定位。
它通过在导柱和模板之间形成一定的间隙,保持导柱的运动平稳并减少摩擦阻力,提高模具的工作精度和寿命。
二、导套的分类根据不同的标准和用途,导套可以分为以下几类: 1. 普通导套:用于一般的冲压模具,材质通常为低碳钢或合金钢。
2. 高硬度导套:用于冲压材料较硬的模具,材质通常为高速钢或硬质合金。
3. 自润滑导套:表面涂覆一层含有固体润滑剂的涂层,可降低摩擦系数和磨损,提高模具使用寿命。
4. 紧密耦合导套:导套与导柱之间采用螺纹结构,可实现导套与导柱的紧密耦合,提高导向精度和稳定性。
三、导套的主要标准1.外径尺寸:导套的外径尺寸应符合模具的设计要求,保证导套与孔配合良好,不产生过度间隙或过紧现象。
2.内径尺寸:导套的内径尺寸应与导柱配合,确保导柱的运动自由且不产生明显的摩擦。
3.长度尺寸:导套的长度应根据模具的结构确定,通常为导柱长度加上适当的冗余长度,以方便维修和更换导套。
4.材料硬度:导套的材料硬度应根据冲压材料的硬度和模具工作条件进行选择,以确保导套的耐磨性和寿命。
5.表面光洁度:导套的表面光洁度应满足模具的要求,以便保证导柱的润滑和运动平稳。
四、导套的选用与安装注意事项1.根据模具的要求选择合适的导套类型和材料,确保导套与模具的配合精度和可靠性。
2.安装导套时,要保证导套的安装面与模板的安装面平行,避免产生倾斜或偏移,影响导柱的运动。
3.在安装过程中,要注意导套的定位孔与模板的定位柱的配合,确保导套的位置准确,避免产生倾斜或偏移。
4.导套安装后,要进行必要的润滑和清洁工作,以保证导柱的顺畅运动和导套的使用寿命。
5.定期检查导套的磨损情况,如有必要及时更换,以避免因导套磨损而导致模具的工作精度下降和工作效率降低。
五、导套维护与保养1.建立导套的使用档案,记录导套的使用寿命、更换情况和维修记录,及时制定维护计划和更换周期。
模具导柱,导套的规格及使用,收藏起来会用到模具导柱的品质相信是我们行业的朋友们最常关心的话题之一,因为模具导柱品质的好坏将会直接影响到我们产品的质量、迭代周期等方面。
若是模具导柱品质不达标,造成不仅是模具损耗更换的费用,还有因此而造成的效率低下及产品不佳所带来的经济成本。
那么,模具导柱的质量如何判断呢?辨认模具导柱品质的好坏主要通过这几个方面:1、模具导柱产品质量:模具制成产品的尺寸的稳定性、符合性,制品表面的光洁度、制品材料的利用率等可以反映出模具本身的质量高低。
2、模具导柱使用寿命:在确保制品质量的前提下,模具所能完成的工作循环次数或生产的制件数量。
3、模具导柱的使用维护:使用是否最方便、生产辅助时间能否尽可能的短。
4、维修成本、维修周期性:模具导柱维修周期性的长短、维修的费用也都是纳入到模具质量好坏的考核范围内。
要想延长普通的标准模具导柱使用寿命、提高精度、不伤害工件,那么在模具配件装配时要注意些什么呢?导柱导套是模具常用的导向元件,作为导向装置,在设计和装配时都要注意。
导柱与导套应在凸模工作前或压料板接触到工件前充分闭合,并且此时应保证导柱上端距上模座上平面留有10- 15mm的间隙。
导柱、导套与上、下模板装配后,应保证导柱与下模座的下平面、导套上端与上模座的上平面均留2-3mm的间隙。
而对于形状对称的工件。
为避免合模安装时引起的方向错误,两侧导柱直径或位置应有所不同;当冲模有较大的侧向压力时。
模座上应装设止推垫,避免导套、导柱承受侧向力;导套应开排气孔以排除空气。
每一个小细节都会影响到生产,无论是生产者还是使用者都不能忽视细节的重要性。
所以,决定模具导柱使用寿命不只是质量和模具配件厂家的专业性,还有使用者的细心。
经过统计,模具导柱使用寿命跟使用环境关系密切。
如果模具导柱能够保证正常润滑,正常使用,使用寿命可以达十几万次,甚至达到几十万次都没问题。
导柱导套规格1. 引言导柱导套是一种常用的连接零件,主要用于支撑和定位机械部件,保证其精确运动。
导柱导套的规格对于机械装配的精度和稳定性有着重要的影响。
本文将介绍导柱导套的规格及其重要性。
2. 导柱规格导柱是一种圆柱形的零件,通常由高精度的合金钢制成。
导柱的规格主要包括直径、长度、圆度和表面精度等。
•直径:导柱的直径决定了其在装配中的承载能力。
常见的导柱直径有2mm、4mm、6mm等多种选择,根据具体装配需求选择合适的直径。
•长度:导柱的长度决定了其在装配中的定位和支撑功能。
根据具体装配需求选择合适的长度。
•圆度:导柱的圆度表示其截面的圆形度,影响装配时的精确定位能力。
通常在规格中会标注圆度的公差要求,如H7、H8等。
•表面精度:导柱的表面精度决定了其在装配中的滑动摩擦和密封性。
通常采用光洁度值(Ra)来表示表面精度,如Ra0.4、Ra0.8等。
3. 导套规格导套是一种套筒形的零件,常见的材质有铜、铝、塑料等。
导套的规格主要包括内径、外径、长度和表面精度等。
•内径:导套的内径决定了其与导柱的配合间隙,影响装配的精度和稳定性。
常见的内径有2mm、4mm、6mm等多种选择,根据具体装配需求选择合适的内径。
•外径:导套的外径决定了其安装在机械部件中的尺寸。
通常根据装配的要求选择合适的外径。
•长度:导套的长度决定了其在装配中的支撑和保护作用。
根据具体装配需求选择合适的长度。
•表面精度:导套的表面精度决定了其与导柱之间的滑动摩擦和密封性。
通常采用光洁度值(Ra)来表示表面精度,如Ra0.4、Ra0.8等。
4. 导柱导套配合要求导柱与导套的配合间隙是重要的装配要求,直接影响机械部件的精度和稳定性。
通常有以下几种配合方式:•游隙配合:导柱与导套之间有微小的间隙,允许导柱在装配中有一定的偏移。
适用于需要机械间隙或运动间隙的场合。
•紧配合:导柱与导套之间配合紧密,能够保证装配的高精度和稳定性。
适用于要求高精度和稳定性的场合。
导柱导套配合间隙及形位公差确定方法导柱导套配合间隙及形位公差的确定方法。
在具体设计导柱导套时其思路和方法步骤如下:1、根据工件形状,排料方式及压机的情况首先确定导柱的布置方式;2、根据冲裁间隙的变化量,分配各部分公差,一般凸、凹模制造公差为二分之一至三分之一的变化量,导柱弯曲挠度为四分之一至五分之一的变化量,导柱导套配合间隙对冲裁间隙的改变量为二分之一至三分之一的变化量;3、依据允许的导柱弯曲挠度及冲裁时的侧向力大小确定导柱的尺寸(主要是冲切不封闭的制件时);4、依据分配的配合间隙对冲裁间隙的改变量及导柱导套的布置形式确定导柱导套的最大配合间隙;5、依据导柱导套的最大配合间隙及导柱导套的加工公差确定导柱导套的最小配合间隙;6、依据导柱导套的最小配合间隙确定导柱导套的形位公差。
水恩,乃幸福之源也。
鱼离不开水,人离不开亲人和朋友,当你处于逆境和灾难时,帮助你一臂之力,渡过难关的人,都是你的亲人和朋友。
吃水不忘挖井人,度过苦难,不能忘记援助过你的人。
知恩图报,善莫大焉。
一个人要想获得幸福,必须懂得感恩。
生活需要一颗感恩的心来创造,一颗感恩的心需要生活来滋养。
一饭之恩,当永世不忘。
顺境里给你帮助的人,不能全部称作朋友,但是能够在你逆境时依然愿意援助你,走出困境的人,一定是你要用一生去感谢和珍惜的人。
唐代李商隐的《晚晴》里有这样一句诗:天意怜幽草,人间重晚晴。
久遭雨潦之苦的幽草,忽遇晚晴,得以沾沐余辉而平添生意。
当一个人闯过难关的时候,一定要记住那些支撑你,陪你一起走过厄运的朋友和亲人,这个世界谁也不亏欠谁,帮你是情分,不帮你是本分。
如古人所说:淡看世事去如烟,铭记恩情存如血。
学会感恩父母养育之恩,学会感恩朋友的帮助之情,生活里做一个有情有义的人。
你要知道,父母,永远是你最亲近的人,是最爱你的人,不管他们的方法怎么错误?可是爱你的心,都是一样的。
千万不要因为自己一时的私心,而忘记感恩。
我们常常希望别人都对自己有情有义,可是想得到别人你真情,首先你必须先付出真情。
一、模具零件的公差配合模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。
过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。
模具中二、模具零件的形位公差形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。
根据模具零件的技术要求,应合理选用其形位公差的种类及数值。
模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下:1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。
2.滚动式导柱模架的模座平行度公差采用公差等级4级。
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。
与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差4.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应注:基本尺寸是指被测零件的直径。
5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。
注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合: H7/f6与导柱配合: H7/m6 ,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合: H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块: K7 ,其中槽深公差:+与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块: K7 ,其中槽深公差:+与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合: H7 ,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合: H7/p6顶针孔深度公差:与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:侧边与平面垂直度:上下平行度:模仁配合侧边与平面垂直度:孔:位置度二、顶针、复位杆等长轴类:直线度:圆度:同轴度:三、定位圈:面轮廓度:四、带锥度型芯:面轮廓度:,2个锥度标注一个直径尺寸同轴度:第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
D
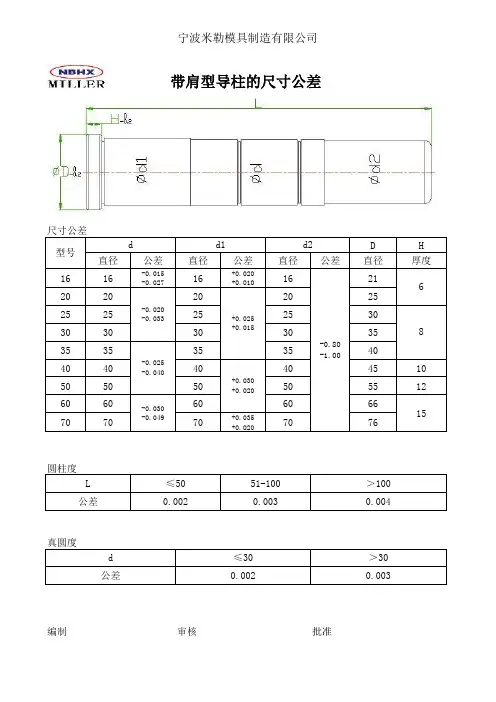
H 直径公差
直径公差
直径公差
直径厚度1616-0.015-0.027
16+0.020+0.010
162120202020
2525252525303030303035
353535354040404040
451050505050551260606060
6670
70
70
+0.035+0.020
70
76
编制审核批准
>300.003
d ≤300.002
公差
51-100圆柱度
L >100-0.025-0.040-0.030-0.049+0.025+0.015
+0.030+0.020
-0.020-0.033
6
8
15
-0.80-1.00
带肩型导柱的尺寸公差
d
尺寸公差d2
d1
型号公差
≤500.002
真圆度
0.003
0.004
螺丝过孔
螺丝孔直径公差
直径公差
直径公差
M
M
1616-0.015-0.027
16+0.020+0.010
1620202020
25252525303030303535353540404040
M10M2050505050M12M2460606060
70
70
70
+0.035+0.020
70
编制审核批准
M8M16M30
直杆型导柱的尺寸公差
尺寸公差型号d
d1
d2
-0.80-1.00
-0.020-0.033
+0.025+0.015
-0.025-0.040+0.030+0.020
-0.030-0.049无无
M16
圆柱度
L ≤5051-100>100真圆度
d ≤30>30公差
0.002
0.003
公差
0.002
0.003
0.004
直径公差
直径公差
厚度公差
1616+0.040+0.030
21202025252530303035353540404045105050551260606670
70
+0.055+0.04076
编制审核批准
导柱孔的尺寸公差
尺寸公差
6
8
15
±0.05
±0.05
+0.045+0.035
型号d1D
H
+0.050+0.040
D
H 直径公差
直径公差
直径厚度1616+0.018+0.007
253062020303525253540
303042473535485440405561
50507076126060808670
70
90
96
编制审核批准
导套的尺寸公差
尺寸公差
型号d
d1
+0.020+0.008
+0.025+0.008+0.035+0.01515
10
+0.020+0.009
+0.025+0.010
+0.035+0.015
8
圆柱度
L ≤3031-50>500.004
公差
0.003
0.0035
真圆度
d ≤30>30公差
0.0025
0.003
M*P L1直径公差直径公差直径公差螺纹深度
1616-0.015
-0.02716+0.020
+0.010
16M6*1.0012
20202020M8*1.2516
25252525
30303030
35353535
40404040
50505050
60606060
707070+0.035
+0.020
70
编制审核批准
24
32 M20*2.5040
直杆型导柱的尺寸公差
尺寸公差
型号
d d1d2
圆柱度
-0.80
-1.00
-0.020
-0.033+0.025
+0.015
-0.025
-0.040
+0.030
+0.020
-0.030
-0.049
M16*2.00
M12*1.75
L≤5051-100>100公差0.0020.0030.004
真圆度
d≤30>30
公差0.0020.003
塑料制件尺寸
塑料注塑件尺
常用塑料制件的壁。