数控铣床的程序编制
- 格式:ppt
- 大小:16.39 MB
- 文档页数:54
数控铣床程序编制及操作数控铣床程序编制及操作数控铣床是一种高精度、高效率的机床,能够对工件进行高精度的加工,其程序编制和操作是数控加工的关键环节。
本文将从数控铣床的概念、程序编制、操作等方面进行介绍。
一、数控铣床的概念数控铣床是一种采用计算机控制系统的机床,能够对工件进行三维雕刻、镂空、倒角、孔加工等复杂加工。
数控铣床具有高效精密、自动化程度高等特点,可以替代传统手工加工及普通机床加工,成为重要的制造技术手段之一。
二、数控铣床程序编制数控铣床程序编制是指将加工工艺要求汇总,导入计算机中进行处理,然后生成控制加工中心的一系列加工程序。
具体流程如下:1、了解零件图纸编制加工程序之前,必须对要加工的零件图纸进行仔细分析,了解零件的几何形状、尺寸、位置及精度要求等方面。
2、确定加工工艺根据了解的要求,确定零件加工所需的加工工艺,包括加工方式、刀具类型、加工顺序及加工方式等。
3、计算参数根据零件的各项几何数据和零件加工顺序,逐步确定加工过程中所需的各个参数,如切削深度、切削速度、进给速度、刀具的路径等。
4、程序编写在加工程序编辑器中输入计算所得的加工参数,用相应的语言编写加工程序,并检查程序的正确性。
5、加工模拟对编写好的程序,进行加工模拟,查看刀具路径、零件加工状态等,以确保程序的正确性。
6、工艺文件汇总将零件图纸、加工工艺、加工参数、程序和加工模拟结果等整理在一起,形成一个工艺文件。
三、数控铣床操作数控铣床的操作需要进行详细规范的流程和过程,下面进行具体介绍:1、准备工作使用机床轴手轮进行零点调整,确定坐标系原点。
安装夹具或者卡盘固定工件,进行工件定位。
清理工作区域,检查机床各部分、夹具和工件的紧固性。
2、程序传输使用U盘或者网口将编写好的加工程序传入数控铣床。
3、加工参数输入根据工艺文件所列出的加工参数,手动输入或使用数控铣床的自动输入功能,将刀具、切削速度、进给速度等参数输入到数控铣床控制系统中。

数控铣床编程指令Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998数控铣床编程指令4.2.2子程序1、坐标轴运动(插补)功能指令(1)点定位指令G00点定位指令(G00)为刀具以快速移动速度移动到用绝对值指令或增量值指令指定的工件坐标系中的位置。
指令格式:G00X—Y—Z一;式中X—Y—Z一为目标点坐标。
以绝对值指令编程时,刀具移动到终点的坐标值;以增量值指令编程时,指刀具移动的距离,用符号表示方向。
使用G00指令用法如下。
如上图所示,刀具由A点快速定位到B 点其程序为:G00G90X120.Y60.;(绝对坐标编程)(2)直线插补指令G01用G01指定直线进给,其作用是指令两个坐标或三个坐标以联动的方式,按指定的进给速度F,从当前所在位置沿直线移动到指令给出的目标位置,插补加工出任意斜率的平面或空间直线。
指令格式:G0lX—Y—Z—F一;程序段G01X10.Y20.Z20.F80.使刀具从当前位置以80mm/min的进给速度沿直线运动到(10,20,20)的位置。
例3:假设当前刀具所在点为.,则如下程序段N1G;.;将使刀具走出如图所示轨迹。
(3)圆弧插补指令G02和G03G02表示按指定速度进给的顺时针圆弧插补指令,G03表示按指定速度进给的逆时针圆弧插补指令。
顺圆、逆圆的判别方法是:沿着不在圆弧平面内的坐标轴由正方向向负方向看去,顺时针方向为G02,逆时针方向为G03,序格式:XY平面:G17G02X~Y~I~J~(R~)F~G17G03X~Y~I~J~(R~)F~ZX平面:G18G02X~Z~I~K~(R~)F~G18G03X~Z~I~K~(R~)F~G19G02Z~Y~J~K~(R~)F~G19G03Z~Y~J~K~(R~)F~式中X、Y、Z为圆弧终点坐标值,可以用绝对值,也可以用增量值,由G90或G91决定。
由I、J、K方式编圆弧时,I、J、K表示圆心相对于圆弧起点在X、Y、Z轴方向上的增量值。

数控铣床的程序编制数控铣床是一种非常重要的机械加工设备,它能够对各种复杂的零件进行精确的加工。
而在数控铣床的工作过程中,程序编制则是非常重要的一步。
本文将详细介绍数控铣床的程序编制过程。
一、数控铣床的概述数控铣床是一种通过计算机程序来控制铣刀的运动轨迹的机床。
数控铣床能够通过预先编好的程序,在铣刀的移动轨迹中加以控制,从而实现对工件的高精度加工。
二、数控铣床的程序编制步骤1.选择合适的编程语言在进行数控铣床的程序编制之前,需要先选择合适的编程语言。
目前常用的编程语言有G代码和M代码两种。
其中,G 代码用于控制铣刀在工件表面的轨迹,M代码用于控制铣刀的速度、旋转方向、加速度等方面的参数。
一般来说,数控铣床所需的程序编制主要是G代码的编写。
2.准确绘制零件图纸在开始编制程序之前,需要首先准确绘制出零件的图纸,确定零件的尺寸、形状、材料等方面的内容。
只有在清晰的图纸基础上才能编写出准确的加工程序。
3.将零件图纸转化为加工程序在进行加工程序编制时,需要将零件图纸转化为可被数控铣床识别的程序语言。
此时需根据零件图纸的要求,依次编制出各个工序的G代码,包括铣刀的直线和圆弧轨迹等方面的内容。
同时还需设置合适的加工参数,如铣刀的转速、进给速度、切屑推力等方面的内容。
4.进行程序调试在编写出完整的加工程序后,需要对程序进行调试。
通过对G代码程序的编辑和调整,进一步优化程序的运行效果,以保证精度和加工质量的需求。
5.进行加工经过程序调试之后,即可进行实际的加工操作。
在加工过程中需要保持监控,随时观察加工效果,及时进行调整。
三、数控铣床程序编制的注意事项1.零件图纸必须准确,加工程序必须与零件图纸一一对应。
2.在进行编程前,要先理解数控铣床的原理和操作规程,避免出现错误操作。
3.在进行加工过程中,要注意刀具的选择和合适的工件固定方式。
4.在加工过程中,要根据铣削的情况,及时对加工速度和行程进行调整。
5.加工结束后,应检查工件的质量和精度是否符合要求,如有不合格,请调整程序并重新加工。
数控铣床程序编制及操作数控铣床程序编制及操作数控铣床是一种高效、精度高、功能多样化的机床,广泛应用于各个行业。
与传统的手动铣床相比,数控铣床拥有更高的加工精度、更广泛的应用范围、更低的人力成本等优点,因此被越来越多的制造企业所采用。
数控铣床的使用需要进行程序编制和操作,下面我们就来详细介绍一下。
一、数控铣床程序编制数控铣床的程序编制通常分为以下几个步骤:1. 工件的输入首先需要在数控铣床上输入工件的程序,这可以通过直接输入坐标、打开CAD文件等方式实现。
输入后,工件将会在机床上显示。
2. 定义工件坐标系在铣削之前需要先定义工件的坐标系,这可以通过输入坐标或使用机床的坐标系功能实现。
坐标系定义好之后,机床上的刀具将以此坐标系进行移动和铣削。
3. 设定加工参数设定加工参数是程序编制的重要步骤,具体包括刀头的转速、进给速度、进给量、切削深度、铣削方向等参数。
这些参数需要根据实际加工需求进行调整,以确保加工效果满足要求。
4. 编写铣削程序在设置好加工参数后,即可开始编写铣削程序。
铣削程序通常使用G代码编写,可以通过手工输入或使用CAM软件编写。
铣削程序应包括工件坐标、加工参数和刀具路径等信息。
5. 复核和修改程序编写好程序后,需要进行复核和修改。
在复核时需要检查程序中的数值是否正确、加工路径是否符合要求、刀具路径是否合理等,以确保程序的正确性和可行性。
如有必要可以进行修改,直至满足要求。
二、数控铣床的操作数控铣床操作复杂,需要进行以下几个步骤:1. 上料和刀具更换在进行铣削操作之前,需要进行上料和刀具更换。
首先需要将待加工的工件放置到机床的工作台上,然后再将所需刀具安装到刀库中。
2. 程序加载和调试将编写好的铣削程序通过存储介质(如U盘)导入机床,并在机床上进行加载和调试。
调试包括检查程序的正确性、刀具路径是否符合要求等。
3. 开始铣削确认程序无误后,方可开始铣削操作。
首先需要将加工台臂移至合适的位置,然后进行加工。
数控铣程序编制教案
一、教学课题:数控铣程序编制
二、教学目的与基本要求
1.理解数控铣的基本工艺以及编制流程;
2.熟练掌握数控铣程序编制的基本方法;
3.熟练描述CNC铣床使用的G代码及M代码;
4.熟练操作数控加工系统,将编制的程序转换为控制程序;
5.了解自动化数控技术在加工场景中的应用。
三、教学内容和基本要求
第一部分、数控铣的原理及基本工艺
1.了解数控加工基本概念
2.了解数控铣的原理及基本工艺
第二部分、数控铣程序编制
1.了解数控加工系统
2.掌握CNC铣床使用的G代码及M代码
3.熟悉数控铣程序的编制方法
4.编制简单的数控铣加工程序
四、设备准备
1.数控铣床
2.光学测量仪
3.加工软件
五、教学步骤
1.向学生介绍数控加工的基本概念,了解数控铣床的原理及基本工艺;
2.演示CNC铣床使用的G代码及M代码,详细讲解数控铣程序的编制
方法;
3.完成简单加工零件,并完成程序调试;
4.通过光学测量仪算出加工精度,精确测量零件大小;
5.讨论总结,引导学生了解自动化数控加工技术在加工场景中的应用
方式。
六、教学考核。
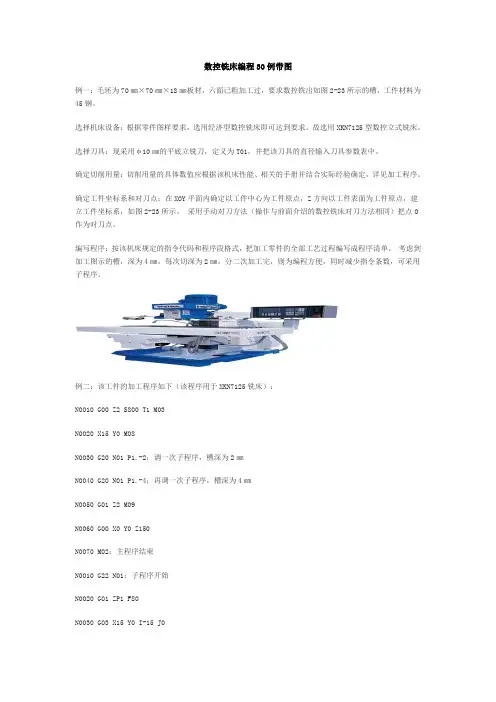
数控铣床编程30例带图例一:毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图2-23所示的槽,工件材料为45钢。
选择机床设备:根据零件图样要求,选用经济型数控铣床即可达到要求。
故选用XKN7125型数控立式铣床。
选择刀具:现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
确定切削用量:切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
确定工件坐标系和对刀点:在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O 作为对刀点。
编写程序:按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。
例二:该工件的加工程序如下(该程序用于XKN7125铣床):N0010 G00 Z2 S800 T1 M03N0020 X15 Y0 M08N0030 G20 N01 P1.-2;调一次子程序,槽深为2㎜N0040 G20 N01 P1.-4;再调一次子程序,槽深为4㎜N0050 G01 Z2 M09N0060 G00 X0 Y0 Z150N0070 M02;主程序结束N0010 G22 N01;子程序开始N0020 G01 ZP1 F80N0030 G03 X15 Y0 I-15 J0N0040 G01 X20N0050 G03 X20 YO I-20 J0N0060 G41 G01 X25 Y15 ;左刀补铣四角倒圆的正方形N0070 G03 X15 Y25 I-10 J0N0080 G01 X-15N0090 G03 X-25 Y15 I0 J-10N0100 G01 Y-15N0110 G03 X-15 Y-25 I10 J0N0120 G01 X15N0130 G03 X25 Y-15 I0 J10N0140 G01 Y0N0150 G40 G01 X15 Y0;左刀补取消N0160 G24;主程序结束例三:毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。

数控铣床编程指令子程序1、坐标轴运动〔插补〕功能指令(1〕点定位指令G00点定位指令(G00)为刀具以快速移动速度移动到用绝对值指令或增量值指令指定的工件坐标系中的位置。
指令格式:G00X—Y—Z一;式中X—Y—Z一为目标点坐标。
以绝对值指令编程时,刀具移动到终点的坐标值;以增量值指令编程时,指刀具移动的距离,用符号暗示标的目的。
例:图4.6使用G00指令用法如下。
如上图所示,刀具由A点快速定位到B点其程序为:G00G90X120.Y60.;〔绝对坐标编程〕(2〕直线插补指令G01用G01指定直线进给,其作用是指令两个坐标或三个坐标以联动的方式,按指定的进给速度F,从当前地点位置沿直线移动到指令给出的目标位置,插补加工出任意斜率的平面或空间直线。
指令格式:G0lX—Y—Z—F一;式中X—Y—Z一为目标点坐标。
可以用绝对值坐标,也可以用增量坐标。
F〔mm/min)为刀具移动的速度。
加工时进给速度F可以通过CNC的控制面板上的旋钮在〔0—120%〕之间变化。
程序段G01X10.Y20.Z20.F80.使刀具从当前位置以80mm/min的进给速度沿直线运动到(10,20,20)的位置。
例3:假设当前刀具地点点为X-50.Y-75.,那么如下程序段图4.7N1G ;N2X50.Y75.;将使刀具走出如下列图轨迹。
(3〕圆弧插补指令G02和G03G02暗示按指定速度进给的顺时针圆弧插补指令,G03暗示按指定速度进给的逆时针圆弧插补指令。
顺圆、逆圆的判别方法是:沿着不在圆弧平面内的坐标轴由正标的目的向负标的目的看去,顺时针标的目的为G02,逆时针标的目的为G03,程序格式:XY 平面:G17G02X ~Y ~I ~J ~(R ~)F ~ G17G03X ~Y ~I ~J ~(R ~)F ~ ZX 平面:G18G02X ~Z ~I ~K ~(R ~)F ~ G18G03X ~Z ~I ~K ~(R ~)F ~ YZ 平面:G19G02Z ~Y ~J ~K ~(R ~)F ~ G19G03Z ~Y ~J ~K ~(R ~)F ~式中X 、Y 、Z 为圆弧终点坐标值,可以用绝对值,也可以用增量值,由G90或G91决定。
数控铣床程序编制数控铣床是机床设备中应用非常广泛的加工机床,它可以进行平面铣削、平面型腔铣削、外形轮廓铣削、三维及三维以上复杂型面铣削,还可进行钻削、镗削、螺纹切削等孔加工。
加工中心、柔性制造单元等都是在数控铣床的基础上产生和发展起来的。
4.1数控铣床程序编制的基础数控铣床具有丰富的加工功能和较宽的加工工艺范围,面对的工艺性问题也较多。
在开始编制铣削加工程序前,一定要仔细分析数控铣削加工工艺性,掌握铣削加工工艺装备的特点,以保证充分发挥数控铣床的加工功能。
4.1.1数控铣床的主要功能各种类型数控铣床所配置的数控系统虽然各有不同,但各种数控系统的功能,除一些特殊功能不尽相同外,其主要功能基本相同。
1、点位控制功能此功能可以实现对相互位置精度要求很高的孔系加工。
2、连续轮廓控制功能此功能可以实现直线、圆弧的插补功能及非圆曲线的加工。
3、刀具半径补偿功能此功能可以根据零件图样的标注尺寸来编程,而不必考虑所用刀具的实际半径尺寸,从而减少编程时的复杂数值计算。
4、刀具长度补偿功能此功能可以自动补偿刀具的长短,以适应加工中对刀具长度尺寸调整的要求。
5、比例及镜像加工功能比例功能可将编好的加工程序按指定比例改变坐标值来执行。
镜像加工又称轴对称加工,如果一个零件的形状关于坐标轴对称,那么只要编出一个或两个象限的程序,而其余象限的轮廓就可以通过镜像加工来实现。
6、旋转功能该功能可将编好的加工程序在加工平面内旋转任意角度来执行。
7、子程序调用功能有些零件需要在不同的位置上重复加工同样的轮廓形状,将这一轮廓形状的加工程序作为子程序,在需要的位置上重复调用,就可以完成对该零件的加工。
8、宏程序功能该功能可用一个总指令代表实现某一功能的一系列指令,并能对变量进行运算,使程序更具灵活性和方便性。
4.1.2数控铣床的加工工艺范围铣削加工是机械加工中最常用的加工方法之一,它主要包括平面铣削和轮廓铣削,也可以对零件进行钻、扩、铰、镗、锪加工及螺纹加工等。
数控铣床程序编制数控铣床是一种高精度、高效率的机床,它的操作需要通过数控编程来实现。
数控编程是将加工零件的几何图形和工艺要求,通过数学语言和代码进行编制,再通过数控系统进行指令解释和操作控制,使机床能够自动完成零件加工的一种加工方式。
本文将从数控铣床程序编制的基础知识、编程规范、程序文件结构和编程方法四个方面详细介绍数控铣床程序的编制流程和注意事项,以期为广大数控编程人员提供有益的指导和帮助。
一、数控铣床程序编制的基础知识数控铣床程序编制的基础知识包括数学知识、机械制图、工艺知识等方面,下面将分别进行介绍。
1、数学知识数控编程是以数学语言为基础的,因此数学知识对数控编程人员十分重要。
数控编程中常用的数学知识包括:(1)坐标系:常用的坐标系有直角坐标系、极坐标系、圆柱坐标系等,熟练应用不同的坐标系可以使编程更加灵活和高效。
(2)矩阵:矩阵是数控编程中经常用到的数学工具,能够简化坐标变换、旋转等操作。
(3)三角函数:三角函数在数控编程中也是经常使用的,如正弦、余弦、正切等,可用于计算角度、边长等量。
2、机械制图机械制图是数控编程的基础,熟练掌握机械制图的标准规范和符号,能够准确理解和表达工程图纸中所包含的信息。
机械制图知识主要包括:(1)图形投影法:主要有正投影、斜投影和等角投影三种方法,根据不同情况选择合适的投影方法,能够更好地表达零件几何形状。
(2)基础符号:包括尺寸标注、表面粗糙度符号、公差标注等,熟练掌握标准符号和标注规范,可以准确表达零件制造的要求。
(3)视图选择:机械制图中的多个视图能够从不同角度展示零件的形状和特征,熟练选择视图并理解其含义,能够更加准确地描述零件品质特征。
3、工艺知识工艺知识在数控编程中同样重要,它不但可以影响加工效率和质量,还能够指导程序编制,避免出现一些不必要的操作。
数控铣床程序编制时常用的工艺知识包括:(1)刀具选择:不同的零件形状、材料和加工目的将需要不同的刀具,合理选择刀具能够提高加工效率和精度。