材料成型概论—挤压成型的表征
- 格式:ppt
- 大小:450.00 KB
- 文档页数:15
知识点六挤出成型挤出成型是一种广泛应用于塑料、橡胶等高分子材料加工的重要工艺。
它通过将原材料加热熔融,并在挤出机的作用下,使其通过特定形状的模具,从而获得具有连续截面形状的制品。
挤出成型的原理相对较为简单,但实际操作中却涉及到众多复杂的因素。
首先,原材料被加入到挤出机的料筒中。
料筒内部通常设置有加热装置,将物料加热至熔融状态。
与此同时,螺杆在电机的驱动下旋转,对物料进行搅拌、混合和输送。
螺杆是挤出机的核心部件之一,其设计和参数对于挤出过程的稳定性和产品质量有着至关重要的影响。
螺杆的螺距、螺槽深度以及旋转速度等因素都会影响物料的输送、塑化和挤出量。
在挤出过程中,物料在螺杆的推动下逐渐向前移动,并在机头处汇聚。
机头是连接挤出机和模具的部分,其作用是将物料均匀地分配到模具的各个部位。
模具则决定了最终产品的形状和尺寸。
挤出成型的优点众多。
其一,它具有较高的生产效率,可以实现连续化生产,大大提高了产量。
其二,能够生产出各种复杂截面形状的制品,如管材、板材、棒材、薄膜等,满足了不同领域的需求。
其三,挤出成型的工艺相对较为简单,易于操作和控制,生产成本相对较低。
然而,挤出成型也并非完美无缺。
在生产过程中,可能会出现诸如挤出不均匀、制品表面粗糙、尺寸偏差等问题。
这些问题往往与原材料的性质、挤出机的参数设置、模具的设计以及加工工艺等因素有关。
为了获得高质量的挤出制品,需要对各个环节进行严格的控制和优化。
在原材料的选择方面,要确保其质量稳定、性能符合要求。
对于挤出机的参数设置,需要根据不同的材料和产品要求进行调整,例如螺杆的转速、加热温度等。
模具的设计和制造精度也直接影响着制品的质量,需要精确计算和加工。
此外,挤出成型后的制品还需要进行适当的后处理,如冷却、牵引、切割等。
冷却过程的均匀性对于制品的性能和尺寸稳定性有着重要影响。
牵引速度的控制则关系到制品的拉伸程度和尺寸精度。
在实际应用中,挤出成型在塑料管材生产中发挥着重要作用。
挤压成型工艺技术挤压成型工艺技术是一种常用的金属加工方法,广泛应用于制造行业。
挤压成型是将金属坯料经过一定的压力挤压成具有所需形状和尺寸的产品的一种成型方法。
挤压成型工艺技术的基本原理是通过将金属坯料置于挤压机的工作室中,然后施加一定的压力使金属坯料通过模具的缝隙挤压出来,最终形成所需形状和尺寸的成品。
挤压成型工艺技术的关键是模具设计和成型参数的控制。
模具设计需要考虑到产品的形状、尺寸和结构,以及金属的流动性和可挤压性。
成型参数的控制包括挤压力、挤压速度、温度和润滑条件等。
合理的模具设计和成型参数的控制可以保证产品质量和生产效率。
挤压成型工艺技术有许多优点。
首先,挤压成型可以实现连续生产,提高生产效率。
其次,挤压成型可以制造复杂形状的产品,例如管材、型材和复杂截面的零件等。
此外,挤压成型可以提高材料的利用率,因为挤压成型可以将金属坯料从较大横截面挤压成较小横截面,减少材料浪费。
挤压成型工艺技术的应用范围非常广泛。
在汽车制造行业,挤压成型常用于制造汽车车身和车架等零部件。
在建筑行业,挤压成型常用于制造铝型材和钢管等建筑材料。
在电子和电器行业,挤压成型常用于制造散热器和散热片等散热材料。
然而,挤压成型工艺技术也有一些局限性。
首先,挤压成型只适用于某些金属材料,例如铝、铜和钢等。
对于某些高硬度和高熔点的金属,挤压成型难以实现。
其次,挤压成型有一定的限制,不能制造过大和过长的产品。
此外,挤压成型过程中可能会出现材料变形和挤出问题,需要通过优化模具设计和成型参数来解决。
总之,挤压成型工艺技术是一种重要的金属加工方法,具有广泛的应用前景。
通过合理的模具设计和成型参数的控制,挤压成型可以实现高效、精确和连续的生产,满足各行业对产品形状和尺寸的要求。
随着材料科学和加工技术的不断发展,挤压成型工艺技术的性能和应用也将不断提高和拓展。
知识点六挤出成型挤出成型是一种常见且重要的塑料加工方法,广泛应用于塑料制品的生产中。
它通过将塑料原料加热至熔融状态,并在挤出机的作用下,迫使塑料通过特定形状的模具,从而获得具有一定截面形状和尺寸的连续塑料制品。
挤出成型的工作原理相对较为简单直观。
首先,塑料原料被送入挤出机的料筒中。
料筒通常配备有加热装置,将原料加热至适宜的熔融温度,使其变成具有良好流动性的熔体。
在挤出机内部,有一个或多个螺杆,它们不断旋转,推动塑料熔体向前移动。
螺杆的设计和旋转速度对挤出过程中的压力、流量和混合效果起着关键作用。
随着塑料熔体被推向模具,模具的形状决定了最终挤出制品的外形。
模具通常具有狭窄的通道和特定的几何形状,以确保塑料熔体在通过时能够形成所需的截面。
从模具挤出的塑料制品通常需要经过冷却和固化,以保持其形状和尺寸的稳定性。
冷却方式可以是空气冷却或水冷却,具体取决于制品的材料和尺寸。
挤出成型具有许多优点。
其一,它能够实现连续生产,生产效率高,适合大规模生产。
其二,通过更换模具,可以方便地生产出各种不同形状和尺寸的制品,具有较强的灵活性。
其三,挤出成型可以加工多种塑料材料,包括聚乙烯、聚丙烯、聚苯乙烯等常见塑料。
此外,挤出成型的制品通常具有较好的尺寸精度和表面质量。
然而,挤出成型也存在一些局限性。
例如,对于一些复杂形状的制品,可能需要进行后续的加工和处理。
在挤出过程中,塑料的分子取向可能会导致制品在某些方向上的性能差异。
而且,挤出成型对原料的性能要求较高,如果原料的质量不稳定,可能会影响制品的质量。
在实际应用中,挤出成型被广泛用于生产各种塑料制品。
比如,管材和管件是挤出成型的常见产品。
无论是用于供水、排水还是输送气体的管材,都可以通过挤出成型来制造。
此外,板材、薄膜、电线电缆的绝缘层等也常常采用挤出成型工艺。
在建筑领域,挤出成型的塑料门窗型材具有良好的隔热性能和耐候性。
在包装行业,挤出成型的塑料薄膜用于食品包装、日用品包装等。
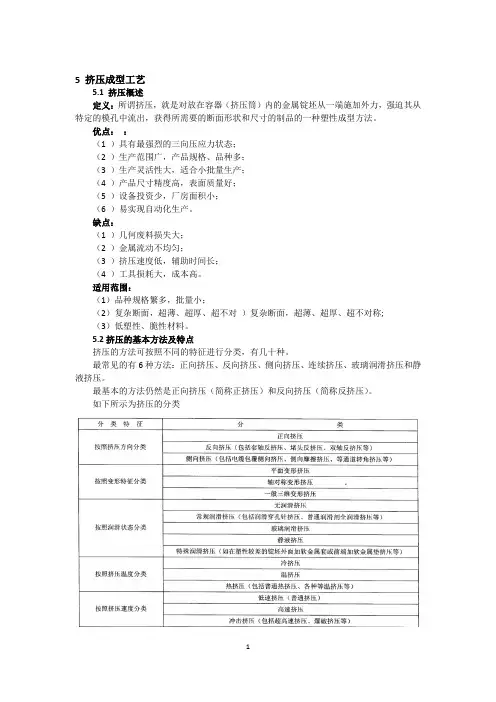
5 挤压成型工艺5.1 挤压概述定义:所谓挤压,就是对放在容器(挤压筒)内的金属锭坯从一端施加外力,强迫其从特定的模孔中流出,获得所需要的断面形状和尺寸的制品的一种塑性成型方法。
优点::(1 )具有最强烈的三向压应力状态;(2 )生产范围广,产品规格、品种多;(3 )生产灵活性大,适合小批量生产;(4 )产品尺寸精度高,表面质量好;(5 )设备投资少,厂房面积小;(6 )易实现自动化生产。
缺点:(1 )几何废料损失大;(2 )金属流动不均匀;(3 )挤压速度低,辅助时间长;(4 )工具损耗大,成本高。
适用范围:(1)品种规格繁多,批量小;(2)复杂断面,超薄、超厚、超不对)复杂断面,超薄、超厚、超不对称;(3)低塑性、脆性材料。
5.2挤压的基本方法及特点挤压的方法可按照不同的特征进行分类,有几十种。
最常见的有6种方法:正向挤压、反向挤压、侧向挤压、连续挤压、玻璃润滑挤压和静液挤压。
最基本的方法仍然是正向挤压(简称正挤压)和反向挤压(简称反挤压)。
如下所示为挤压的分类a.正向挤压b.方向挤压c.侧向挤压d.连续挤压e.玻璃润滑挤压f.静液挤压正向挤压:定义:金属的流动方向与挤压杆(挤压轴)的运动方向相同的挤压生产方法。
特征:变形金属与挤压筒壁之间有相对运动,二者之间有很大的滑动摩擦。
引起挤压力增大;使金属变形流动不均匀,导致组织性能不均匀;限制了挤压速度提高;加速工模具的磨损。
反向挤压:定义:金属的流动方向与挤压杆(或模子轴)的相对运动方向相反的挤压生产方法。
特征:变形金属与挤压筒壁之间无相对运动,二者之间无外摩擦。
特点:挤压力小;金属变形流动均匀;挤压速度快。
但制品表面较正挤压差;外接圆尺寸较小;设备造价较高;辅助时间较长。
5.3 热挤压、冷挤压、温挤压5.4 挤压设备、挤压模具及设计5.4.1 挤压设备按传动类型分液压和机械传动两大类。
(1)机械传动挤压机又分为统机械传动挤压机和现代机械传动挤压机。
挤压成型11111挤压成形技术(南昌航空⼤学航空制造学院南昌330063)孟维⾦摘要:挤压成形是最重要的压⼒加⼯技术之⼀。
本⽂综述了挤压成形技术的基本实现原理,简述了挤压成形⼯艺的发展历史及研究现状。
并介绍了⼏种先进的挤压成形技术,以及展望了挤压成形技术的发展前景。
关键字:挤压成形;等温挤压;静液挤压;半固态挤压1引⾔挤压成型[1](Press Forming)是对放在模具模腔(或挤压筒)内的的⾦属坯料施加强⼤的压⼒,迫使⾦属坯料产⽣定向塑性变形,从挤压模的模孔中挤出⽽获得所需断⾯形状、尺⼨并具有⼀定⼒学性能的零件或半成品的塑性加⼯⽅法。
挤压成形的成形原理如图1所⽰。
挤压是在专⽤挤压机上进⾏的,也可在经适当改进后的通⽤曲柄压⼒机或摩擦压⼒机上进⾏。
这种成形⽅法起初只⽤于⽣产⾦属型材,⾄20世纪50年代以来[5],逐步扩⼤到⽤来制造各种零件或⽑坯。
图1⾦属挤压⽅法⽰意图Figure1Sketch of metal extrusion method按挤压温度可分为冷挤压、温挤压和热挤压;按⾦属从模孔中流出部分的运动⽅向与凸模运动⽅向的关系可分为正挤压、反挤压、复合挤压和径向挤压。
由于挤压处于三向压应⼒状态,可显著提⾼⾦属的塑性。
不仅塑性号的低碳钢,铝、铜合⾦可以挤压,⽽且塑性差的合⾦结构钢、不锈钢,甚⾄在⼀定变形量条件下某些⾼碳钢、轴承钢、以⾄⾼速钢也可以挤压成形[6]。
图2为挤压时⾦属的流动。
图2⾦属流动的四个阶段Figure2The four stages of metal flow⽤作少⽆切削⼯艺的⽅法主要是冷挤压,冷挤压件尺⼨精度IT7-IT6,表⾯粗糙度Ra值可达1.6-0.2µm,材料利⽤率可⾼达95%,并能提⾼机械性能[2]。
2挤压技术的发展与现状与其他技术塑性加⼯⽅法相⽐,挤压发出现较晚,⽽且初期发展⾮常缓慢,在很长⼀段时期内只对及中国软⾦属(铅和锡)进⾏挤压[3]。
约在1797年[4],英国⼈布拉曼设计出了世界上第⼀台⽤于铅挤压的机械式挤压机。
挤压成型模具技术核心内容说到挤压成型模具技术,估计大多数人脑袋里浮现的都是“钢铁侠”那种机械感的画面,或者是觉得这就是高大上的工业技术,离我们挺远的。
可是,说实话,这种技术其实离我们的日常生活并不远,哪怕你今天刚买了一个塑料水杯,或者用的手机壳,估计都少不了这种模具的功劳。
挤压成型模具,这个名字听起来挺高大上的,其实它就是一种通过压力把材料“挤压”进模具里,做成各种形状的技术。
就是把你想要的东西,给它一个“外形”,然后把原材料压进去,得到一个模样完全符合要求的产品。
听起来好像没啥难的,但实际上,这里面可有大文章呢!你想想,要是塑料件的形状、大小、精度都不对,质量不好,最后做出来的东西肯定就不行了。
比如手机壳太松了,手机一摔就碎,那你能忍吗?对吧!模具的设计就像是在给这些材料“量身定制”衣服,每一寸都要精确到位。
没有啥能忽略的地方,哪怕是微小的瑕疵,也会影响最终的效果。
就好像你去买衣服,结果买回去发现裤脚长了一截,你能满意吗?模具也是一样,设计上的小问题,可能就会导致生产出来的产品不符合要求,甚至报废。
挤压成型模具的精密程度,真的是高到让你怀疑自己的眼睛。
你可能觉得“这不就是个塑料瓶嘛,能有啥难的?”但是光是设计和制造一个合格的模具,得花多少功夫啊!从选材、切割到磨合,少了一个环节,都会出大问题。
有个地方特别值得一提,那就是“冷却”。
对了,冷却!你可能会觉得,啥?冷却?那不就是冷水一泼,完事了吗?没那么简单。
模具里的温度控制就像是“生死线”,如果温度控制得不好,成型出来的产品就会有瑕疵。
就像烤蛋糕,温度太高,蛋糕就焦了;温度太低,蛋糕就发不起来。
模具的温度调控,得精准到你都不敢相信。
做出来的每一个塑料部件,细小到让你觉得“这玩意咋能这么精致”的每个地方,都离不开温控这一“幕后英雄”。
还有个环节不能忽视——材料的选择。
你可能觉得塑料不就塑料吗?有啥好挑的?其实不然!塑料的种类多得很,软硬、耐高温、抗压抗磨,每种材料的特性都不一样,选错了,产品就会大打折扣。
机械挤压成型技术的塑性流动与变形机械挤压成型技术是一种常用的塑性加工方法,通过施加外力使金属材料产生塑性流动和变形,从而得到所需的形状和尺寸。
在这篇文章中,我们将探讨机械挤压成型技术中的塑性流动和变形的原理和特点。
首先,我们来了解一下机械挤压成型技术的基本过程。
机械挤压成型是将金属坯料放入挤压机的模腔中,然后通过活塞施加压力使金属坯料从模腔的出口挤出,形成所需的产品。
在这个过程中,金属坯料会受到巨大的压力和剪切力,从而产生塑性流动和变形。
塑性流动是指金属材料在受到外力作用下,原子、晶粒和位错在微观层面上发生移动和变形的过程。
在机械挤压成型技术中,金属坯料受到的压力会使其内部的原子和晶粒发生位移和重新排列,从而形成所需的形状和尺寸。
塑性流动的过程中,金属材料的内部结构和性质会发生改变,从而使其具有更好的力学性能和工艺性能。
塑性变形是指金属材料在受到外力作用下,其形状和尺寸发生变化的过程。
在机械挤压成型技术中,金属坯料受到的压力会使其产生塑性变形,从而得到所需的形状和尺寸。
塑性变形的过程中,金属材料的内部结构和性质也会发生改变,从而使其具有更好的力学性能和工艺性能。
机械挤压成型技术的塑性流动和变形具有以下几个特点:首先,机械挤压成型技术可以实现金属材料的大变形。
由于挤压过程中金属坯料受到的压力较大,因此可以实现金属材料的大变形,从而得到更复杂和精密的产品。
其次,机械挤压成型技术可以提高金属材料的力学性能。
在塑性流动和变形的过程中,金属材料的晶粒会发生细化,位错会发生增多,从而使其具有更好的强度和韧性。
再次,机械挤压成型技术可以提高金属材料的工艺性能。
通过机械挤压成型技术,可以改变金属材料的晶粒取向和组织结构,从而提高其加工硬化能力和抗疲劳性能,减少其加工变形和开裂的倾向。
最后,机械挤压成型技术可以实现金属材料的节能和资源利用。
由于机械挤压成型技术可以实现金属材料的大变形,因此可以减少金属材料的消耗量,节约能源和资源。
金属材料的成型加工与挤压金属材料是目前应用最广泛的工程材料之一,具有优异的物理性质和机械性能,被广泛用于各种领域的制造业中。
在金属材料的制造过程中,成型加工和挤压是两种常见的加工方式,能够将金属材料变形和改变其形状,提高其机械强度和使用性能。
本文将从金属材料的成型加工和挤压两个方面进行探讨,为读者深入了解金属材料加工提供参考和启示。
一、金属材料的成型加工成型加工是指将金属材料进行加工、成型和加工变形,以制造出所需形状和尺寸的金属制品的过程。
该过程中一般会采用金属材料的高温变形、冷加工和薄板加工等方法,以确保加工后的金属材料形状和尺寸的精度和一致性。
高温变形是指将金属材料进行加热至高温状态,然后通过冷却逐步形成所需的形状和尺寸。
该方法适用于金属材料具有较高的塑性和热稳定性的情况下,能够生产出高精度、高强度的金属制品。
冷加工是指在金属材料的室温状态下,对其进行钳制、压缩或拉伸等加工过程。
该方法适用于金属材料具有较高的延展性和强度的情况下,能够生产出高精度、高强度的金属制品。
薄板加工则是指通过将金属材料进行铣切、冲压、拉伸等方式制成所需形状的金属制品的过程。
该方法适用于金属材料具有良好的薄板成形性和高强度的情况下,能够生产出各种形状和尺寸的金属制品。
二、金属材料的挤压挤压是指通过将金属材料经过加热后,置于冲头中并施加压力使其产生塑性变形,从而获得所需形状和尺寸的金属制品的过程。
该过程中一般采用高温挤压、低温挤压和冷挤压等方式,以确保成品金属制品的精度和一致性。
高温挤压是指将金属材料加热至高温状态,并在接头处施加压力,将金属材料压缩成所需的形状和尺寸。
该方法适用于金属材料具有良好的耐热性和塑性变形能力的情况下,能够生产出高精度、高韧性的金属制品。
低温挤压是指在金属材料的较低温度下,通过施加压力的方式使金属材料塑性变形,从而获得所需的形状和尺寸。
该方法适用于金属材料具有良好的冷加工成形性和高强度的情况下,能够生产出高精度、高韧性的金属制品。
镁合金材料挤压成形过程力学特性分析随着科学技术的不断发展,人们对于材料的要求也越来越高。
而镁合金材料因其轻质、强度高等特点,被广泛应用于车辆、航空航天、电子及军工等领域。
在镁合金制品加工过程中,挤压成形技术被认为是较为理想的加工方式。
本文将重点探讨镁合金材料在挤压成形过程中的力学特性分析。
一、挤压成形技术的概述挤压成形技术是一种基于材料的塑性变形特性,通过施加轴向压力将材料从复杂的截面形状变成较为简单的截面形状。
在挤压成形过程中,材料会受到较大的拉伸、剪切和压缩等力学特性影响,因此需要对其力学特性进行认真分析。
二、镁合金材料的力学特性镁合金材料主要由镁和其他合金元素组成,具有轻质、强度高、刚性好等特点。
在挤压成形过程中,材料的力学特性会对成形质量产生直接影响。
因此,了解材料的力学特性具有十分重要的意义。
1. 弹性模量弹性模量是衡量材料在受到力的作用下发生形变时,它抵抗形变的能力的大小。
弹性模量越大,说明材料具有越好的抗变形能力。
对于镁合金来说,由于其成分相对较轻,因此其弹性模量较小。
同时,随着镁合金中其他合金元素的加入,其弹性模量也会发生变化。
2. 屈服强度屈服强度是材料承受压力后开始出现塑性变形的强度。
在挤压成形过程中,材料的屈服强度是其质量稳定性的关键指标。
对于镁合金来说,随着合金成分的不同,其屈服强度也会发生不同程度的变化。
3. 可塑性除了弹性模量和屈服强度以外,镁合金材料的可塑性也是决定其截面形状变化程度的重要因素。
可塑性是指材料受力变形后容易塑性变形的能力。
随着合金成分的不同,镁合金的可塑性也会有所差异。
三、挤压成形过程中的力学特性分析在挤压过程中,镁合金材料受到轴向压力和涡流力的影响,发生了较大的压缩和剪切。
由于镁合金的成分比较轻,因此其塑性变形能力相较于钢铁等重型材料而言较弱。
因此,需要注意在挤压成形过程中的压力、温度等参数的合理控制,以避免发生失控的挤压变形。
同时,在挤压过程中需要对喷嘴、辊子、支撑装置等挤压设备进行充分的维护,以保证挤压成形的稳定性和一致性。
机械设计中的挤压成形技术与应用机械设计是工程领域中重要的一门学科,其中挤压成形技术作为一种常见的加工方法,在机械设计中具有广泛的应用。
本文将从挤压成形技术的基本原理、应用范围以及优势等方面进行详细探讨。
一、挤压成形技术的基本原理挤压成形技术是指通过施加巨大的挤压力,使物体在一定的模具中产生塑性变形,从而获得所需形状和尺寸的一种成形方法。
其基本原理是将加工物料通过一对相对运动的模具中的流道挤出,在模具出口形成所需形状的截面,然后冷却固化。
挤压成形常用的加工材料主要包括金属材料和塑料材料。
二、挤压成形技术的应用范围1. 金属挤压成形:金属挤压成形是挤压成形技术的重要应用领域之一。
它可以广泛应用于汽车制造、机械制造、航空航天等众多行业。
例如,挤压成形可以用于制造汽车车身、飞机翼板、铁路车厢等。
由于金属挤压成形能够提高材料的密度和强度,同时具有高效、节能等优点,因此受到了广泛关注和应用。
2. 塑料挤压成形:塑料挤压成形是挤压成形技术的另一个重要应用领域。
塑料材料具有良好的可塑性和可加工性,因此在挤压成形过程中可以方便地改变其形状和尺寸。
塑料挤压成形被广泛应用于塑料制品、塑料管材、塑料薄膜等领域。
例如,塑料挤压成形可以用于生产塑料瓶、塑料管道、塑料薄膜等。
三、挤压成形技术的优势1. 高效性:挤压成形技术具有高效的特点,可以在短时间内完成对加工材料的成形。
这对于批量生产来说非常有利。
2. 精度高:挤压成形技术可以通过模具的精确设计和控制,实现高精度的成形要求。
这在一些对尺寸精度要求较高的产品制造中尤为重要。
3. 材料利用率高:挤压成形技术的原料利用率较高,可以最大限度地减少材料的浪费和成本。
4. 制品性能优良:挤压成形制品的性能往往优于其他加工方法制造的产品。
例如,金属挤压成形制品具有较高的密度和强度,塑料挤压成形制品具有良好的韧性和抗冲击性。
综上所述,挤压成形技术作为一种重要的加工方法,在机械设计中有着广泛的应用。