电解磨削加工
- 格式:ppt
- 大小:254.00 KB
- 文档页数:21
电解磨削的原理及加工电解磨削顾名思义就是电解作用机床和机械磨削相结合的一种复合工艺方法。
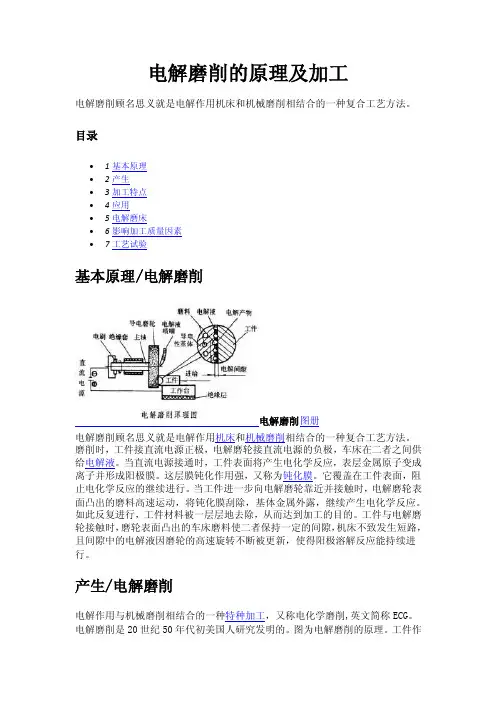
目录∙1基本原理∙2产生∙3加工特点∙4应用∙5电解磨床∙6影响加工质量因素∙7工艺试验基本原理/电解磨削电解磨削图册电解磨削顾名思义就是电解作用机床和机械磨削相结合的一种复合工艺方法。
磨削时,工件接直流电源正极,电解磨轮接直流电源的负极,车床在二者之间供给电解液。
当直流电源接通时,工件表面将产生电化学反应,表层金属原子变成离子并形成阳极膜。
这层膜钝化作用强,又称为钝化膜。
它覆盖在工件表面,阻止电化学反应的继续进行。
当工件进一步向电解磨轮靠近并接触时,电解磨轮表面凸出的磨料高速运动,将钝化膜刮除,基体金属外露,继续产生电化学反应。
如此反复进行,工件材料被一层层地去除,从而达到加工的目的。
工件与电解磨轮接触时,磨轮表面凸出的车床磨料使二者保持一定的间隙,机床不致发生短路,且间隙中的电解液因磨轮的高速旋转不断被更新,使得阳极溶解反应能持续进行。
产生/电解磨削电解作用与机械磨削相结合的一种特种加工,又称电化学磨削,英文简称ECG。
电解磨削是20世纪50年代初美国人研究发明的。
图为电解磨削的原理。
工件作为阳极与直流电源的正极相连;导电磨轮作为阴极与直流电源的负极相连。
磨削时,两者之间保持一定的磨削压力,凸出于磨轮表面的非导电性磨料使工件表面与磨轮导电基体之间形成一定的电解间隙(约0.02~0.05毫米),同时向间隙中供给电解液。
在直流电的作用下,工件表面金属由于电解作用生成离子化合物和阳极膜。
这些电解产物不断地被旋转的磨轮所刮除,使新的金属表面露出,继续产生电解作用,工件材料遂不断地被去除,从而达到磨削的目的。
电解液一般采用硝酸钠、亚硝酸钠和硝酸钾等成分混合的水溶液,不同的工件材料所用电解液的成分也不同。
导电磨轮由导电性基体(结合剂)与磨料结合而成,主要为金属结合剂金刚石磨轮、电镀金刚石磨轮、铜基树脂结合剂磨轮、陶瓷渗银磨轮和碳素结合剂磨轮等,按不同用途选用。
简述电解磨削的原理及应用1. 什么是电解磨削?电解磨削(Electrochemical Grinding,ECG)是一种通过电化学反应和机械磨削相结合的加工方法。
它利用电解液中的电流通过工具与工件之间形成电化学反应,同时通过磨料流动和机械磨削的作用将工件表面的金属材料剥离。
这种加工方法具有高效、高精度、低加工温度和低表面硬化等优势,被广泛应用于精密加工、超精密加工和精密电加工等领域。
2. 电解磨削的原理电解磨削的原理基于电解作用和磨削作用的相互结合。
工具和工件分别作为阳极和阴极,通过电解液连接,并对电解液施加电压。
电解液中的离子会在工具与工件之间发生氧化还原反应,使工件表面的材料迅速溶解或氧化,同时通过机械磨削将剥离的材料清除。
3. 电解磨削的应用领域3.1 精密加工电解磨削由于其高精度和低热影响,被广泛应用于精密加工领域。
例如,在模具加工中,电解磨削可以实现对零件的精细修整、修边和光洁度提升。
另外,它还可以用于航空航天、光学仪器和微电子等行业的精密零件加工。
3.2 超精密加工在需要更高精度的应用中,电解磨削也发挥着重要作用。
例如,在光学工业中,电解磨削可以用于制造高精度的光学元件,如透镜和光栅。
此外,在微观元件加工中,电解磨削也可以用于制造微型器件和微流体芯片等。
3.3 精密电加工精密电加工是指利用电化学原理进行金属加工的方法,而电解磨削作为精密电加工的一种重要手段,被广泛应用于微细加工、微加工和精密成形等领域。
它可以制造复杂形状的微型零件和微型模具,如微型孔、微细浮雕和微型齿轮等。
4. 电解磨削的优势4.1 高效加工由于电解磨削可以通过电化学反应和机械磨削相结合,使工件表面的金属材料迅速溶解或氧化,减少了传统磨削中的磨削力和磨料磨损,从而提高了加工效率,节约了时间和成本。
4.2 高精度加工电解磨削的加工精度可达到亚微米级别,远远超过了传统磨削的精度。
这是因为电解磨削可以通过调节电流密度和电解液组分等参数,控制磨削速度和磨削精度,实现精密加工。
举例说明电解磨削加工的应用及工艺特征下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!电解磨削加工的应用及工艺特征1. 电解磨削加工的概述。
前沿技术L eading-edge technology硬质合金材料的电解磨削加工工艺研究戚桓瑜(武威职业学院,甘肃 武威 733000)摘 要:硬质合金在抗腐蚀方面也具有很好的性能,在导磁率方面也是比较优良的,因此,硬质合金材料在工业生产领域运用得比较多。
在硬质合金加工领域,现有的方法有剩余的切削力和切割过程出现严重磨损等问题,因此,特别重要的是要找到有效和高质量的处理方法。
本文首先对于硬质合金材料的特性进行了分析,在实际加工中并选择适当的电解液进行电解加工。
根据电化学作用的原理,分析硬质合金材料的变形影响规律,通过其电解磨削方法,探讨其实际试验的结果,分析不同加工工艺中存在的特点,对比其优劣势。
关键词:硬质合金材料;工艺;规律;电化学中图分类号:TG662 文献标识码:A 文章编号:1002-5065(2021)02-0130-2Study on electrochemical grinding of cemented carbideQI Huan-yu(Wuwei occupational college, Wuwei 733000,China)Abstract: Cemented carbide also has good performance in corrosion resistance and permeability. Therefore, cemented carbide materials are widely used in industrial production. In the field of cemented carbide machining, the existing methods have the problems of residual cutting force and serious wear in the cutting process. Therefore, it is particularly important to find effective and high-quality processing methods. In this paper, the characteristics of cemented carbide materials are analyzed, and the appropriate electrolyte is selected for electrochemical machining. According to the principle of electrochemical action, the deformation influence law of cemented carbide materials is analyzed. Through the electrolytic grinding method, the actual test results are discussed, the characteristics of different processing technologies are analyzed, and their advantages and disadvantages are compared.Keywords: cemented carbide material; technology; law; electrochemistry由于航空航天和国防工业对高速、机动性高、精度高等指标设备的要求,通常使用的金属材料具有简单的量化、薄壁和聚合等特点,如预制板,梁,肋骨等零件,这些产品主要是直接从新一代块状毛坯加工而成,在重量、对称性、光面、硬度和耐力方面具有很高的优势,对于零件有了一定的改善作用,方面机器的运行,而且对于航空工作的提升也有很大的促进作用,根据产品的条件,设计性能要求、结构重量降低、结构完整性提高是航空制造业发展的必然趋势。
电解磨削加工设备组成一、引言电解磨削加工是一种高效、精密的金属加工方法,广泛应用于航空航天、汽车制造、模具制造等领域。
电解磨削加工设备是实现电解磨削加工的关键工具,由多个组成部分组成。
本文将对电解磨削加工设备的组成进行详细介绍。
二、电解磨削加工设备组成1. 电解磨削机床电解磨削机床是电解磨削加工设备的核心部分,主要包括床身、主轴、工作台等组件。
床身是机床的主体结构,承载着各个部件的安装和定位;主轴是电解磨削加工的动力来源,通过旋转带动磨削工具进行加工;工作台用于固定工件,保持加工时的稳定性。
2. 电解磨削电源电解磨削电源是电解磨削加工设备的能量供应装置,主要由电源控制器、电解液供给系统和电解磨削电极等组件组成。
电源控制器负责对电解磨削过程中的电流、电压进行控制和调节;电解液供给系统用于提供电解液,保持加工过程的稳定性;电解磨削电极是电解磨削加工中负责与工件接触的部件,通过电解作用实现磨削效果。
3. 过滤系统过滤系统是电解磨削加工设备中的重要组成部分,用于过滤和循环使用电解液。
过滤系统主要包括过滤器、泵、储液箱等组件。
过滤器能够有效去除电解液中的杂质和磨粒,提高加工质量;泵负责将过滤后的电解液送回加工区域,保持电解液的循环使用;储液箱用于存放和调节电解液的供应。
4. 控制系统控制系统是电解磨削加工设备的智能化核心,用于实现加工参数的控制和调节。
控制系统主要包括数控系统、人机界面、传感器等组件。
数控系统通过预设的加工程序控制机床的运动轨迹和加工参数;人机界面提供操作界面,方便操作人员对加工过程进行监控和调节;传感器用于实时监测加工状态和工件尺寸,提供反馈信息。
5. 冷却系统冷却系统是电解磨削加工设备中的重要组成部分,用于降低加工过程中产生的热量。
冷却系统主要包括冷却液供给装置、冷却管路和冷却装置等组件。
冷却液供给装置负责提供冷却液,保持加工区域的温度稳定;冷却管路将冷却液送至加工区域,并将加工过程中产生的热量带走;冷却装置通过散热的方式将冷却液的温度降低。
影响电解磨削加工质量的因素及参数选择作者:朱丽鹏来源:《活力》2009年第15期电解磨削属于电化学机械加工的范畴。
电解磨削是由电解作用和機械磨削作用相结合而进行加工的﹐又称电化学磨削﹐英文简称ECG。
电解磨削的原理如图,导电砂轮与直流电源的阴极相联,被加工工件接阳极,它在一定压力下与导电砂轮相接触。
加工区域中送入电解液,在电解和机械磨削的双重作用下,工件很快就被磨光。
在电解磨削过程中,电流从工件通过电解液流向磨轮,形成通路,于是工件表面的金属在电流和电解液的作用下发生电解作用(电化学腐蚀),被氧化成为一层极薄的氧化物或氢氧化物薄膜(阳极氧化膜)。
但刚形成的阳极薄膜迅速被导电砂轮中的磨料刮除,在阳极工件上有露出新的金属表面并被继续加工,这样,电解作用和磨削作用交替进行使工件被加工到一定的尺寸精度和表面粗糙度。
电解磨削是一种电解和机械磨削共同作用的加工方法,影响其加工质量的因素也是多方面的,主要是电解液、阴极导电面积和磨粒轨迹、被加工材料的性质、机械因素、电参数。
电解液的成分直接影响到阳极表面钝化膜的性质。
如果所生成的钝化膜的结构疏松,对工件表面的保护能力差,加工精度就低。
要获得高精度的零件,在加工的过程中工件表面应生成一层结构紧密、均匀的、保护性能良好的低价氧化物。
钝化性电解液形成的阳极钝化膜不易受到破坏。
电解液的成分和浓度是影响阳极钝化膜性质和厚度的主要因素。
因此为了改善表面粗糙度,常常选用钝化性或半钝化性电解液。
电解磨削平面时,常常采用碗状砂轮以增大阴极面积,但工件往复移动时,阴、阳极上各点的相对运动速度和轨迹的重复程度并不相等,砂轮边缘线速度高,进给方向两侧轨迹的重复程度较大,磨削量较多,磨出的工件往往成中凸的“鱼背”形状。
轮结合剂铜或石墨,工件在往复运动磨削过程中,由于两极之间的接触面积逐渐减少或逐渐增加,引起电流密度相应变化,造成表面电解不均匀,也会影响加工成形精度。
对合金成分复杂的材料,由于不同金属元素的电极电位不同,阳极溶解速度也不同,特别是电解磨削硬质合金和钢料的组合件时,问题更为严重。

电解磨削加工工艺方案1. 引言电解磨削是一种将化学腐蚀与机械磨削相结合的超精密加工技术,广泛应用于微细加工领域。
本文将介绍电解磨削加工的工艺方案,包括加工原理、设备要求、工艺参数等内容。
2. 加工原理电解磨削加工基于电化学原理,在特定的电解液中,通过施加电压和电流,使工具电极和工件电极之间发生电化学反应,实现去除工件表面的材料。
在磨粒的作用下,工件表面得到磨削和抛光,从而实现高精度加工。
3. 设备要求3.1 电解液供应装置电解液供应装置是电解磨削加工的关键设备之一,它用于提供稳定的电解液流动,并保持电解液的纯净度。
电解液供应装置应具备以下要求:•稳定的供液能力,能够满足加工过程中的电解液需求;•过滤装置,能够有效去除电解液中的杂质;•温度控制装置,能够控制电解液的温度在合适的范围内。
3.2 电源装置电源装置用于提供适当的电压和电流,以控制电解过程中的能量输入。
电源装置应具备以下要求:•稳定的电流和电压输出,能够满足加工的要求;•控制精度高,能够精确控制加工过程中的能量输入。
3.3 电解磨削设备电解磨削设备是实施电解磨削加工的主要设备,它由电解液供应装置、电源装置、工具电极、工件电极和控制系统等组成。
电解磨削设备应具备以下要求:•结构紧凑,便于操作和维护;•具备高精度的电极定位和加工控制能力;•具备安全保护措施,防止意外事故的发生。
4. 工艺参数4.1 电解液电解液是电解磨削加工过程中的重要参数之一,不同的加工任务需要使用不同的电解液。
常用的电解液有硫酸、硝酸、氯化铁等。
选择合适的电解液要考虑以下因素:•工件材料的特性;•加工精度和表面质量的要求;•电解液的成本和环境友好性。
4.2 电解液浓度和温度电解液的浓度和温度对加工质量和效率有重要影响。
一般来说,较高的电解液浓度和适宜的温度可以提高磨削速度和表面质量。
但过高的浓度和温度可能会引起过热和腐蚀问题。
因此,需要根据具体情况选择合适的浓度和温度。
4.3 电压和电流电压和电流是控制电解磨削加工过程的重要参数。
基于双电解作用的表面磨削方法及其设备引言:表面磨削是一种常见的加工方法,用于去除工件表面的不平整或修整表面形态。
传统的表面磨削方法存在一些问题,如磨削粒子易堵塞磨削区域、磨削热损伤严重等。
基于双电解作用的表面磨削方法及其设备应运而生,该方法结合了电解和机械磨削的优势,具有高效、精确和低热损伤等特点,被广泛应用于各领域的表面加工。
一、基于双电解作用的表面磨削方法基于双电解作用的表面磨削方法是将电解加工与机械磨削相结合,通过电解液在磨削过程中的双电解作用,实现对工件表面的磨削。
该方法主要包括以下几个步骤:1. 选择合适的电解液:根据工件的材料和要求,选择合适的电解液。
常用的电解液有硫酸、硝酸、氯化钠等。
2. 搭建电解设备:将工件和磨削工具分别作为电解负极和正极,在电解槽中搭建电解设备。
通过电解槽中的电解液,实现对工件表面的腐蚀和磨削。
3. 施加电压:通过施加电压,使电解液中的金属离子在工件表面析出,同时电解液中的氢气和氧气也会析出。
这种双电解作用可以实现对工件表面的磨削。
4. 调节参数:根据实际情况,调节电压、电流密度、电解液的浓度和温度等参数,以达到最佳的磨削效果。
5. 清洗和处理:磨削完毕后,对工件进行清洗和处理,以去除残留的电解液和金属离子。
二、基于双电解作用的表面磨削设备基于双电解作用的表面磨削设备主要包括电解槽、电源以及控制系统等组成部分。
1. 电解槽:电解槽是进行双电解作用的核心部分,一般采用不锈钢或塑料材料制成。
电解槽内部设置有电解液循环系统,以保证电解液的稳定性和均匀性。
2. 电源:电源是提供电压和电流的设备,用于施加电压,控制电解过程。
根据工件的要求,可以选择直流电源或交流电源。
3. 控制系统:控制系统用于调节电压、电流密度和其他参数,以实现对磨削过程的精确控制。
现代化的控制系统可以实现自动化操作,提高磨削效率和精度。
4. 辅助设备:辅助设备包括电解液循环系统、温度控制系统、清洗系统等。