数控加工工序卡片新版
- 格式:doc
- 大小:115.00 KB
- 文档页数:5
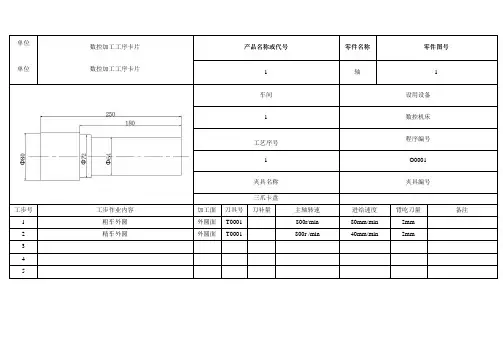
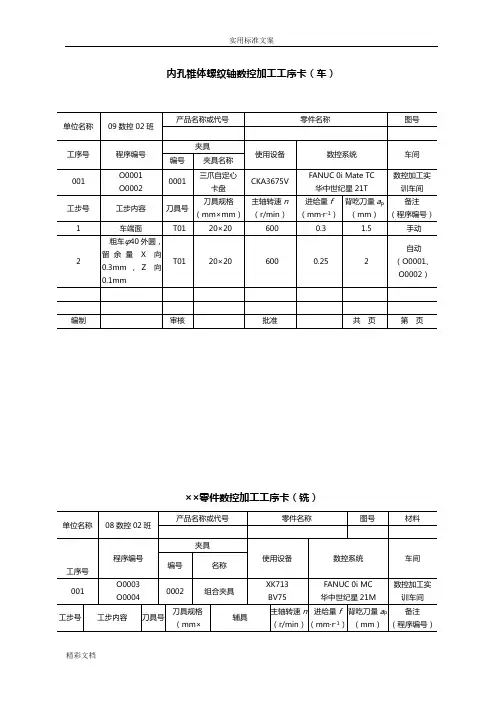
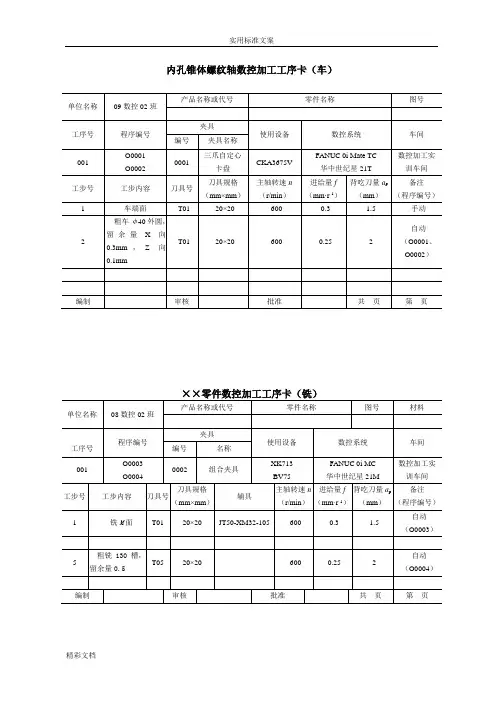
单位数控加工工序卡片1 轴 1车间 设用设备 1 数控机床 工艺序号程序编号 1O0001 夹具名称 夹具编号三爪卡盘工步号 工步作业内容 加工面 刀具号 刀补量 主轴转速 进给速度 背吃刀量 备注1 粗车外圆 外圆面 T0001 800r/min 80mm/min 2mm2 精车外圆外圆面 T0001 800r /min40mm/min2mm 3 4 5单位 数控加工工序卡片 产品名称或代号 零件名称 零件图号1 轴 1车间设用设备1 数控机床程序编号工艺序号2 O0001夹具名称夹具编号三爪卡盘工步号工步作业内容加工面刀具号刀补量主轴转速进给速度背吃刀量备注1 粗车外圆外圆T0001 800r/min 80mm/min 2mm2 精车外圆外圆T0001 800 r/min 40mm/min 2mm3 粗车锥面锥面T0001 800 r/min 80mm/min 2mm4 精车锥面锥面T0001 800 r/min 40mm/min 2mm5单位数控加工工序卡片产品名称或代号零件名称零件图号单位数控加工工序卡片1 轴 1车间设用设备1 数控机床程序编号工艺序号3 O0001夹具名称夹具编号三爪卡盘工步号工步作业内容加工面刀具号刀补量主轴转速进给速度背吃刀量备注1 粗车外圆外圆T0001 800r/min 80mm/min 2mm2 精车外圆外圆T0001 800 r/min 40mm/min 2mm3 车圆头外圆T0001 800r/min 80mm/min 2mm4 车圆倒角外圆T0001 800r/min 80mm/min 2mm51 轴 1车间设用设备1 数控机床程序编号工艺序号4 O0001夹具名称夹具编号三爪卡盘工步号工步作业内容加工面刀具号刀补量主轴转速进给速度背吃刀量备注1 车槽T0002 800r/min 80mm/min 2mm2 车螺纹T0003 800 r/min 80mm/min 1.5mm345。

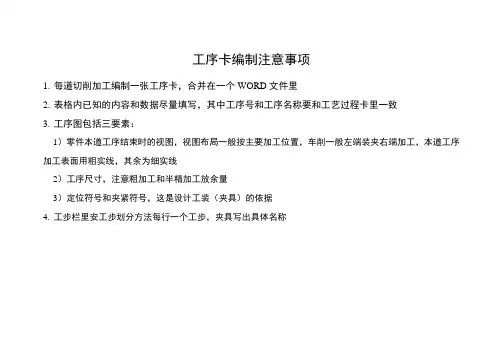
工序卡编制注意事项
1.每道切削加工编制一张工序卡,合并在一个WORD文件里
2.表格内已知的内容和数据尽量填写,其中工序号和工序名称要和工艺过程卡里一致
3.工序图包括三要素:
1)零件本道工序结束时的视图,视图布局一般按主要加工位置,车削一般左端装夹右端加工,本道工序加工表面用粗实线,其余为细实线
2)工序尺寸,注意粗加工和半精加工放余量
3)定位符号和夹紧符号,这是设计工装(夹具)的依据
4.工步栏里安工步划分方法每行一个工步,夹具写出具体名称
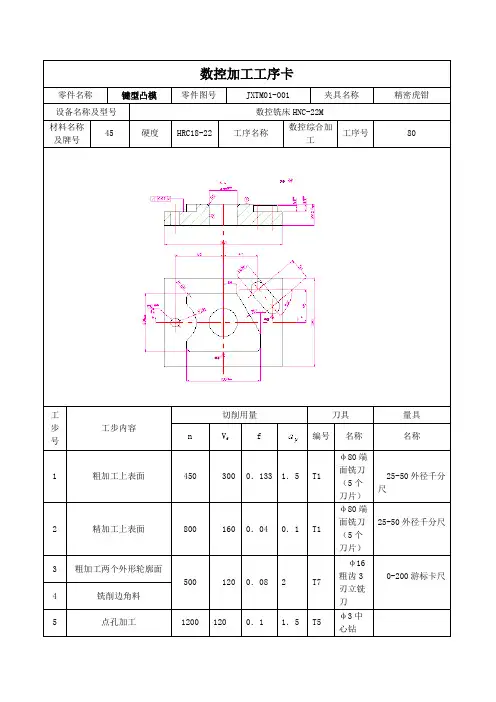
数控加工工序卡
更改标记更改单号
工艺员姚海琦校对。
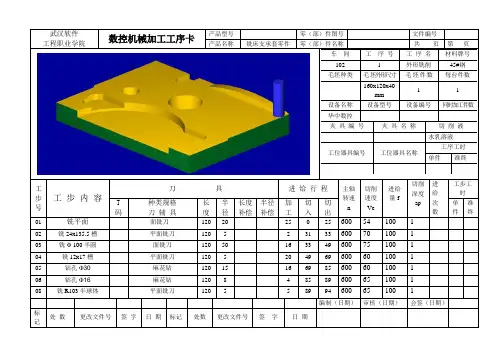
武汉软件工程职业学院数控机械加工工序卡产品型号零(部)件图号文件编号产品名称铣床支承套零件零(部)件名称共页第页车间工序号工序名材料牌号102 1 外形铣削45#钢毛坯种类毛坯外形尺寸毛坯件数每台件数160x120x40mm1 1设备名称设备型号设备编号同时加工件数华中数控夹具编号夹具名称切削液水乳溶液工位器具编号工位器具名称工序工时单件准终工步号工步内容刀具进给行程主轴转速n切削速度Vc进给量f切削深度ap进给次数工步工时T码种类规格刀辅具长度半径长度补偿半径补偿加工切入切出单件准终01 铣平面面铣刀120 20 25 0 25 600 54 100 102 铣24x135.5槽平面铣刀120 5 2 31 33 600 70 100 103 铣Φ 100半圆面铣刀120 50 16 33 49 600 75 100 104 铣12x17槽平面铣刀120 5 20 49 69 600 60 100 105 钻孔Φ30麻花钻120 15 16 69 85 600 60 100 106 钻孔Φ16麻花钻120 8 4 85 89 600 65 100 108 铣R103半球体平面铣刀120 5 5 89 94 600 65 100 1编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
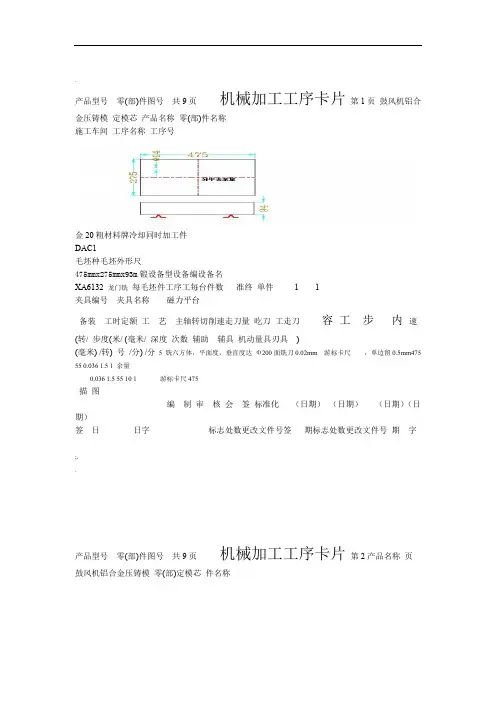
.产品型号零(部)件图号共9页机械加工工序卡片第1页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序名称工序号金20粗材料牌冷却同时加工件DAC1毛坯种毛坯外形尺475mmx275mmx93m锻设备型设备编设备名XA6132 龙门铣每毛坯件工序工每台件数准终单件 1 1夹具编号夹具名称磁力平台备装工时定额工艺主轴转切削速走刀量吃刀工走刀容工步内速(转/ 步度(米/ (毫米/ 深度次数辅助辅具机动量具刃具)(毫米) /转) 号/分) /分5 铣六方体,平面度,垂直度达Ф200面铣刀0.02mm 游标卡尺,单边留0.5mm475 55 0.036 1.5 1 余量0.036 1.5 55 10 1 游标卡尺475描图编制审核会签标准化(日期)(日期)(日期)(日期)签日日字标志处数更改文件号签期标志处数更改文件号期字;..产品型号零(部)件图号共9页机械加工工序卡片第2产品名称页鼓风机铝合金压铸模零(部)定模芯件名称施工车工序名工序金20粗材料牌冷却同时加工件DAC1毛坯种毛坯外形尺475mmx270mmx93m锻设备型设备名设备编号深孔加工数控机XA6132 台每毛坯件数工序工时每台件数准终单件 1 1夹具编号夹具名称压板工工时定额艺装备主轴转切削速走刀量工吃刀走刀容内工步速(转/ 度(步米/ (毫米/ 深度次数辅助辅具刃具量具机动)(转) 毫米分/ 号) /分) /深孔加工Ф140.036 1.5 1 游标卡尺深孔加工冷却油路5 475 55 钻头装订号标准化签会核审制编;..(日期)(日期)(日期)(日期)签日更改文件号期期字日标志处数签标志处数更改文件号字产品型号零(部)件图号共9页机械加工工序卡片第2页产品名称鼓风机铝合金压铸模零(部)件名称定模芯施工车间工序号工序名称金工25 刨材料牌号同时加工件数冷却液DAC 1毛坯种类毛坯外形尺寸475mmx270mmx93mm锻件设备型号设备名称设备编号B665 铣床每台件数工序工时每毛坯件数单件准终 1 1夹具编号夹具名称平口虎钳吃刀走刀量切削速主轴转备装走刀工时定额艺工工容内步工;. .次数/ 深度度(米/ (毫米速步(转/ 辅助机动刃具量具辅具)) /转) (毫米/分) /分号钻头,丝攻游标卡尺寻边器10 打孔攻牙M14描图描校底图号装订号会签制编标准化核审(日期)(日期)(日期)(日期)签日期处数标志更改文件号处数标志更改文件号签字日期字产品型号零(部)件图号共9页机械加工工序卡片第2页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序名称工序号金工粗磨30材料牌号同时加工件数冷却液DAC 1毛坯种类毛坯外形尺寸475mmx270mmx93mm锻件设备型号设备编号设备名称M7232 CNC每台件数工序工时每毛坯件数1准终单件 1;..夹具名称夹具编号磁性吸盘工时定额工艺装备工吃刀走刀量主轴转切削速走刀步内容工深度毫米/ (米/ (速(步转/ 度次数辅具辅助刃具机动量具)毫米/转) (号/分) /分)游标卡尺百分CNC0.01 0.5 1 进行粗加工,进行大余量去除,留0.5mm进行精修30Ф5 4000 1500 表游标卡尺百分12钨钢刀10 四个R6000角加工30000.010.3Ф1表图描底图号会签核标准化编制审(日期)(日期)(日期)(日期)签日期标志处数更改文件号标志处数更改文件号签字日期装订号字产品型号零(部)件图号共9页机械加工工序卡片第3页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序号工序名称金工钻40材料牌号冷却液同时加工件数DAC 1 毛坯外形尺寸毛坯种类475mmx270mmx93mm锻件设备型号设备名称设备编号热处理每台件数工序工时每毛坯件数1准终单件1;..夹具编号夹具名称平口虎钳工时定额备工艺装主轴转切削速走刀量工吃刀走刀容步工内速(转/ 度(米/ (毫米/ 步深度次数辅助刃具机动辅具量具)) (毫米/分) /转/分) 号热处理,淬火,达48-52HRC 5回火10描图15校描底图号装订号会签制编标准化核审(日期)(日期)(日期)(日期)签日期标志日期处数更改文件号更改文件号标志处数签字字产品型号零(部)件图号共9页机械加工工序卡片第4页鼓风机铝合金压铸模定模芯零(部产品名称)件名称施工车间工序号工序名称金工50 数控铣材料牌号冷却液同时加工件数1DAC;..毛坯外形尺寸毛坯种类470mmx270mmx91.7mm锻件设备编号设备名称设备型号大水磨工序工时每台件数每毛坯件数准终 11 单件夹具编号夹具名称平口虎钳工时定额工艺装备主轴转切削速工走刀量吃刀走刀容步内工速(转/ 度(米/ (毫米步/ 深度次数辅助机动辅具量具刃具/分) /分号) /转) (毫米)平面磨床,磨上下平面度,公差在正负0.05mm 高度规砂轮 5 80 1275 40 0.13 1高砂轮度规0.13 0.05mm1 120 千分表10 1275 平面磨床,磨前后左右平面度,公差在正负80描图装订号会签标准化制审核编(日期)(日期)(日期)(日期)签日期日期标志处数更改文件号字标志处数更改文件号签字产品型号零(部)件图号共9页机械加工工序卡片第5页产品名称鼓风机铝合金压铸模零(部)件名称定模芯施工车间工序名称工序号金工70 精磨材料牌号同时加工件数冷却液;..DAC 1毛坯外形尺寸毛坯种类470mmx270mmx91.7mm锻件m设备编号设备型号设备名称M7232 CNC工序工时每台件数每毛坯件数准终单件 11夹具编号夹具名称磁性吸盘工时定额艺装备工主轴转切削速走刀量工吃刀走刀容步内工速(转/ 度(米步/ (毫米/ 深度次数机动量具辅具辅助刃具/分) /分) /转) (毫米)号百分游标卡尺8000 3000 0.01 0.05 5 CNC进行精修,能加工到位全部到位1 钨钢刀具表底图号装订号会签审制编核标准化(日期)(日期)(日期)(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零(部)件图号共9页机械加工工序卡片第6页产品名称鼓风机铝合金压铸模零(部定模芯)件名称施工车间工序号工序名称金工80数控铣;..同时加工件冷却1 DAC毛坯外形尺475mmx270mmx93m锻设备编设备型工序工每台件准单11夹具名磁力平工时定切削走刀吃走//毫/深次辅机)毫)))标准(日期(日期产品型号零(部)件图号共9页机械加工工序卡片件名称)部(零鼓风机铝合金压铸模产品名称页7第定模芯;..施工车间工序号工序名称90 金工数控铣冷却同时加工件材料牌1 DAC毛坯外形尺毛坯种475mmx270mmx93m锻设备编设备名设备型工序工每毛坯件每台件准终 1单件 1夹具名称夹具编号平口虎钳工时定额工艺装备主轴转切削速走刀量工吃刀走刀步内容工速(转/ 步度(米/ (毫米/ 深度次数辅助辅具刃具机动量具)毫米/转) (/分) /分) 号5 5 7640 三坐标测量仪120 0.016 钳工检查,0.05描图校描底图号会审编制核签标准化(日期)(日期)(日期)(日期)装订号期日字签更改文件号处数标志期日字签更改文件号处数标志;.。
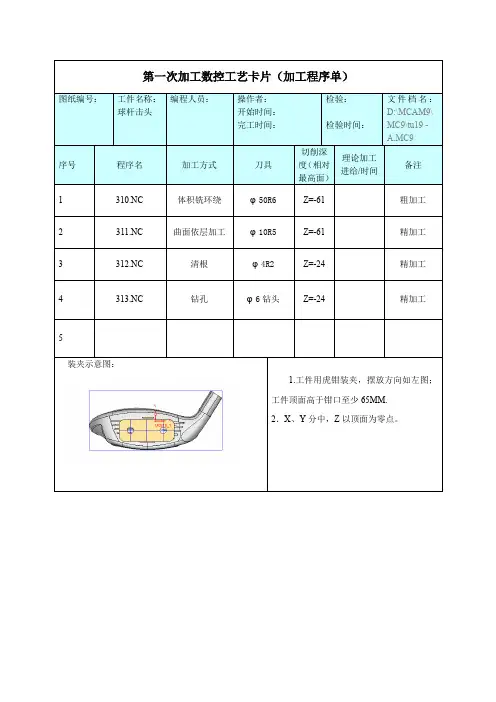
实训项目一任务书编写加工下图零件工艺文件及数控加工程序。
(工艺文件含工艺过程卡、工序卡、刀具调整卡)。
工件材料为45#钢,数量200件。
机械加工工艺过程卡产品名称零件名称零件图号A塞A-1材料45钢毛坯Φ25×45总工时工序号工序名称工序简要内容设备名称夹具量具工时1车外轮廓1.车端面平数控车床CK6132三爪卡盘2.粗车及半精车外圆柱面Φ24-0.03,留精加工余量0.3;游标卡尺0~1253.粗车及半精车圆柱面Φ18-0.03×25,留精加工余量0.3;4.粗车及半精车圆锥面30°,留精加工余量0.3;5. 精车外圆柱面为Φ24-0.03,Ra1.6;千分尺0~256.精车车圆柱面Φ18-0.03×25,Ra1.6;7.精车圆锥面30°Ra1.6;万能角度尺8.倒角C2;9.切槽4×Φ13, Ra3.2游标卡尺0~12510.取合30总长切断2去毛刺锉刀3检验4入库设计审核共页第页数控车刀具调整卡零件名称塞零件图号A-1 设备名称数控车床设备型号CK6132程序号O1001 材料45#硬度HB225工序名称车工序号 1序号刀具编号刀具名称刀片材料牌号刀具参数刀补地址刀尖半径刀杆规格半径形状1T195°外圆车刀YT150.420×200101 2T24×18槽刀YT150.120×200202设计审核共页第页数控加工工序卡零件名称螺塞零件图号A-1夹具名称三爪卡盘设备名称及型号数控车床CK6132材料45#硬度HB225工序名称车工序号 1。