各国粗糙度对照表培训讲学
- 格式:doc
- 大小:193.50 KB
- 文档页数:6
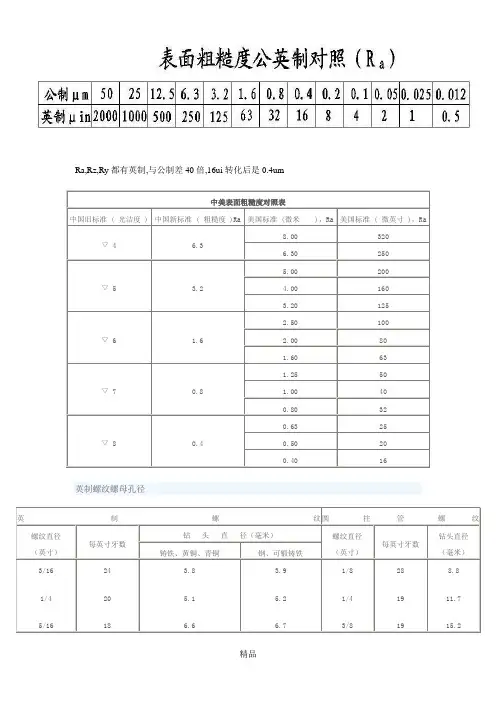
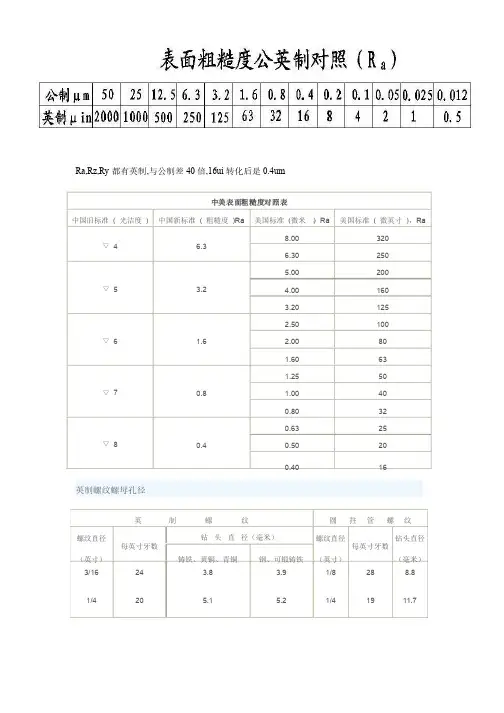
Ra,Rz,Ry都有英制,与公制差40倍,16ui转化后是0.4um中美表面粗糙度对照表中国旧标准 ( 光洁度 ) 中国新标准 ( 粗糙度 )Ra 美国标准 (微米),Ra 美国标准 ( 微英寸 ),Ra ▽ 4 6.38.00 3206.30 250▽ 5 3.2 5.00 200 4.00 160 3.20 125▽ 6 1.6 2.50 100 2.00 80 1.60 63▽ 7 0.8 1.25 50 1.00 40 0.80 32▽ 8 0.4 0.63 25 0.50 20 0.40 16英制螺纹螺母孔径英制螺纹圆拄管螺纹螺纹直径(英寸)每英寸牙数钻头直径(毫米)螺纹直径(英寸)每英寸牙数钻头直径(毫米)铸铁、黄铜、青铜钢、可锻铸铁3/16 1/4 5/162420183.85.16.63.95.26.71/81/43/82819198.811.715.2表面光洁度与粗糙度Ra、Rz数值转换表无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
高度参数共有三个:轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,表面光洁度▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7表面粗糙度Ra50 25 12.5 6.3 3.2 1.60 0.80 Rz200 100 50 25 12.5 6.3 6.3表面光洁度▽8 ▽9 ▽10▽11 ▽12 ▽13 ▽14表面粗糙度Ra0.40 0.20 0.100 0.050 0.025 0.012 -Rz 3.2 1.60 0.80 0.40 0.20 0.100 0.050表面光洁度▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7表面粗糙度Ra50 25 12.5 6.3 3.2 1.60 0.80 Rz200 100 50 25 12.5 6.3 6.3表面光洁度▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14表面粗糙度Ra0.40 0.20 0.100 0.050 0.025 0.012 - Rz 3.2 1.60 0.80 0.40 0.20 0.100 0.050如有侵权请联系告知删除,感谢你们的配合!。
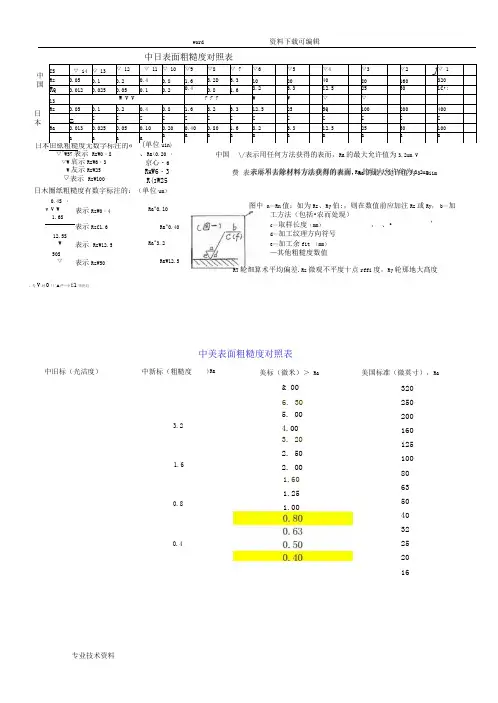
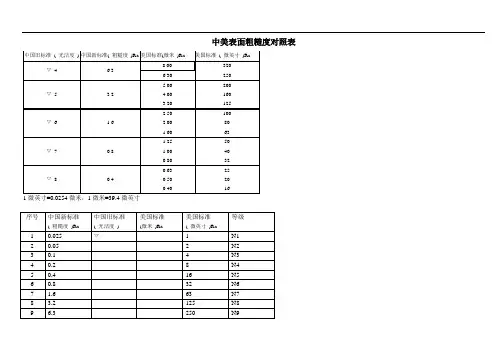
word资料下载可编辑中日表面粗糙度对照表IS▽ i4 ▽ 13▽ 12▽ 11 ▽ 10▽9 ▽8 ▽ 7 ▽6▽5▽4▽3▽2 J▽ 1Rz0.05 0.1 0.2 0.4 0.81.6 3.2D 6.3 10 20 40 80 160 320 R Q 0.012 0.025 0.05 0.1 0.2 0.40.8 1.6 3.2 6.3 12.5 25 501C •:13 W V V 7 7 7 W W ▽ ▽Rz 0.05 0.1 0.2 0.4 0.81.6 3.2 6.3 12.5 25 5Q 100 200 400 z Z Z Z Z Z Z Z Z Z Z Z Z Z Ra 0.013 0.025 0.05 0.10 0.20 0.40 0.80 1.63.2 6.3 12.5 25 50 100a a a a a aaaaaaaaa中 国 日 本 日本田紙粗糙度无数字标注的« ▽"W57表示 RzW0・8 ▽W 哀示RzW6・3 W 友示RzW25 ▽表示 RzWlOO (单位uin)、Ra<0.20 ・ 京心・6R H W6・3 R(I W25 中国 \/表示用任何方法获得的表而,Ra 的最大允许值为3.2um V费 表示用不去除材料方法获得的表面,Ra 的最大允许值为3・2iim表示用去除材料方法获得的表面.Ra 的垠大允许伯为3.2um v V W 表示RzW0・4 Ra^O.lO 1.6S表示RzC1.6 Ra^0.4012.5SW 表示 RzW12.5 Ra^3.250S▽ 表示RzW50 RaW12.5、专V 对0「厂▲严—屮£1申出竝 日木圈纸粗糙度有数字标注的:(单位um ) 0.4S ・图中 n —Rn 值:如为Rz 、Ry 伯:,则在数值前应加注Rz 或Ry ; b —加工方法(包括•农而处现) c —取样长度(mm ) , 、• ' d —加工纹理方向符号 e —加工余fit (mm ) —其他粗糙度数值RT 轮畑算术平均偏差.Rz 微观不平度十点rffi 度,Ry 轮那地大髙度中美表面粗糙度对照表中旧标(光洁度) 中新标(粗糙度)Ra美标(微米)> Ra 美国标准(微英寸),Ra& 00 6. 30 3.25. 004.001.63. 20 2. 50 2. 00 0.81.60 1.25 1.000.4320 250 200 160 125 100 80 63 50 40 32 25 20 16word资料下載可編辑第3蛋公塑配合、形位公力及卷面祖報度表1-3 26各国表面粗槌度(光洁度)代号与鑒数数值的对照V国国血GB )031 S 3ISOR. R.或心老标准等级11I11代号 代号0-0120. 05 VJ40. 025 C. 0120. 1 ▽ 13 N10. 05 S 02S 0.2▽ 12N20. 1 0・05 04VIIN30・2 0. 1 0. 8VJON40・1 0.2 1. 6▽9 MS0・8 a 4 3. 2N61.6 0.S fi. 3 ▽ 7 N73-2 1. 6 12- 5 63 ▽ G N8& 33・22512. 5 V5N912-56・35025▽ 4N1025 12.5 100 50 ▽3 Nil50 25 200 10ft ▽ 2 N12100 50 d00 200 VI表 面 tJI 光 數 值 利 代 标淮 代吕 英 他ASAU46M982tnhi (/irn )1(0. 035)廻国DJNd763<1972)幹级 代号0. 042(0. 05)3S ・ 08.) 4(0』)5仁)【125)6(0・ “0)8(<)・ 20) 10《()・25) 13“・32》 16(.1). 40) 20(0・ 5(025(O ・63> 40( I)§0C].型 68(1 - 60) 30(2)100(2. 5)125(3. 2)M0(彳) 200(fi) 25O(G ・ 3)320(8〉400(10)5(>n(12・ 5) 600(16〉 8()0 <20^ 1000(25?^0.0120. 0250- 040 0. 063 0. )0 0-16 0. 25 a 40 0・63hO 1. G2、54-0 G. 3 10162540631001602500. 0061(>U16025040063010000- 10> > r >0. JC0.05aD ・20a0・40a0・80a6 3J. 60a0^ 0125a 0. 025a0.(】・4zU ・4,0. 8?3.Z26- 3s12. 5z<18^ > 25s 25z<35s)5Cs SDz?0z (70s) lOOz1005标记 示例尺mu)本OGOI-197G1. 6z3・2a〔!BQ Cl 00a)noz200z 280z560zJ40s 200s400s560s注,①GB 1031-83使用中,表®(机糙度的您用参数徂范固内为0. 025〜6・3pnx •乩为S 100-25pm ).推荐优先 选用R“ -般旧标椎S712推荐用RS -V3,V13~V14推荐用R”在轴承、仪我和木材制品中多 用参散gRa:轮廓算术平均偏差在取样长度轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
中美表面粗糙度对照表中旧标( 光洁度) 中新标( 粗糙度)Ra 美标(微米),Ra 美国标准( 微英寸),Ra ▽4 6.38.00 3206.30 250▽5 3.2 5.00 200 4.00 160 3.20 125▽6 1.6 2.50 100 2.00 80 1.60 63▽7 0.81.25 501.00 400.80 32▽8 0.4 0.63 25 0.50 20 0.40 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表。
Ra,Rz,Ry都有英制,与公制差40倍,16ui转化后是0.4um中美表面粗糙度对照表中国旧标准 ( 光洁度 ) 中国新标准 ( 粗糙度 )Ra 美国标准 (微米),Ra 美国标准 ( 微英寸 ),Ra ▽ 4 6.38.00 3206.30 250▽ 5 3.2 5.00 200 4.00 160 3.20 125▽ 6 1.6 2.50 100 2.00 80 1.60 63▽ 7 0.8 1.25 50 1.00 40 0.80 32▽ 8 0.4 0.63 25 0.50 20 0.40 16英制螺纹螺母孔径英制螺纹圆拄管螺纹螺纹直径(英寸)每英寸牙数钻头直径(毫米)螺纹直径(英寸)每英寸牙数钻头直径(毫米)铸铁、黄铜、青铜钢、可锻铸铁3/16 1/4 5/162420183.85.16.63.95.26.71/81/43/82819198.811.715.2表面光洁度与粗糙度Ra、Rz数值转换表无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
高度参数共有三个:轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,表面光洁度▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7表面粗糙度Ra50 25 12.5 6.3 3.2 1.60 0.80 Rz200 100 50 25 12.5 6.3 6.3表面光洁度▽8 ▽9 ▽10▽11 ▽12 ▽13 ▽14表面粗糙度Ra0.40 0.20 0.100 0.050 0.025 0.012 -Rz 3.2 1.60 0.80 0.40 0.20 0.100 0.050表面光洁度▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7表面粗糙度Ra50 25 12.5 6.3 3.2 1.60 0.80 Rz200 100 50 25 12.5 6.3 6.3表面光洁度▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14表面粗糙度Ra0.40 0.20 0.100 0.050 0.025 0.012 - Rz 3.2 1.60 0.80 0.40 0.20 0.100 0.050如有侵权请联系告知删除,感谢你们的配合!。
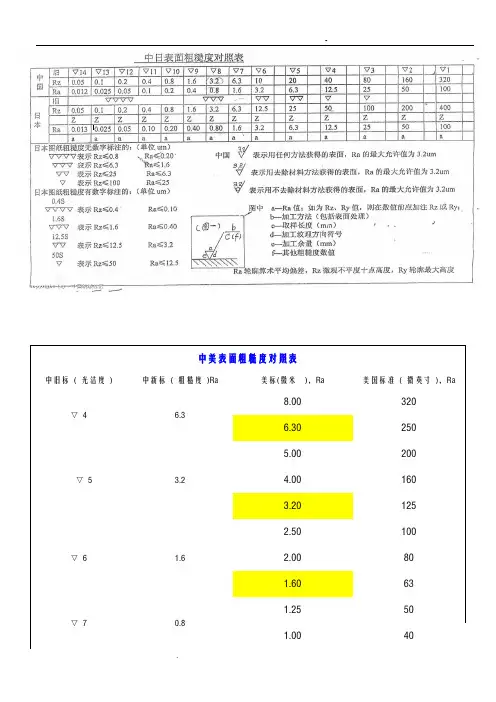
word资料下载可编辑中日表面粗糙度对照表IS▽ i4 ▽ 13▽ 12▽ 11 ▽ 10▽9 ▽8 ▽ 7 ▽6▽5▽4▽3▽2 J▽ 1Rz0.05 0.1 0.2 0.4 0.81.6 3.2D 6.3 10 20 40 80 160 320 R Q 0.012 0.025 0.05 0.1 0.2 0.40.8 1.6 3.2 6.3 12.5 25 501C •:13 W V V 7 7 7 W W ▽ ▽Rz 0.05 0.1 0.2 0.4 0.81.6 3.2 6.3 12.5 25 5Q 100 200 400 z Z Z Z Z Z Z Z Z Z Z Z Z Z Ra 0.013 0.025 0.05 0.10 0.20 0.40 0.80 1.63.2 6.3 12.5 25 50 100a a a a a aaaaaaaaa中 国 日 本 日本田紙粗糙度无数字标注的« ▽"W57表示 RzW0・8 ▽W 哀示RzW6・3 W 友示RzW25 ▽表示 RzWlOO (单位uin)、Ra<0.20 ・ 京心・6R H W6・3 R(I W25 中国 \/表示用任何方法获得的表而,Ra 的最大允许值为3.2um V费 表示用不去除材料方法获得的表面,Ra 的最大允许值为3・2iim表示用去除材料方法获得的表面.Ra 的垠大允许伯为3.2um v V W 表示RzW0・4 Ra^O.lO 1.6S表示RzC1.6 Ra^0.4012.5SW 表示 RzW12.5 Ra^3.250S▽ 表示RzW50 RaW12.5、专V 对0「厂▲严—屮£1申出竝 日木圈纸粗糙度有数字标注的:(单位um ) 0.4S ・图中 n —Rn 值:如为Rz 、Ry 伯:,则在数值前应加注Rz 或Ry ; b —加工方法(包括•农而处现) c —取样长度(mm ) , 、• ' d —加工纹理方向符号 e —加工余fit (mm ) —其他粗糙度数值RT 轮畑算术平均偏差.Rz 微观不平度十点rffi 度,Ry 轮那地大髙度中美表面粗糙度对照表中旧标(光洁度) 中新标(粗糙度)Ra美标(微米)> Ra 美国标准(微英寸),Ra& 00 6. 30 3.25. 004.001.63. 20 2. 50 2. 00 0.81.60 1.25 1.000.4320 250 200 160 125 100 80 63 50 40 32 25 20 16word资料下載可編辑第3蛋公塑配合、形位公力及卷面祖報度表1-3 26各国表面粗槌度(光洁度)代号与鑒数数值的对照V国国血GB )031 S 3ISOR. R.或心老标准等级11I11代号 代号0-0120. 05 VJ40. 025 C. 0120. 1 ▽ 13 N10. 05 S 02S 0.2▽ 12N20. 1 0・05 04VIIN30・2 0. 1 0. 8VJON40・1 0.2 1. 6▽9 MS0・8 a 4 3. 2N61.6 0.S fi. 3 ▽ 7 N73-2 1. 6 12- 5 63 ▽ G N8& 33・22512. 5 V5N912-56・35025▽ 4N1025 12.5 100 50 ▽3 Nil50 25 200 10ft ▽ 2 N12100 50 d00 200 VI表 面 tJI 光 數 值 利 代 标淮 代吕 英 他ASAU46M982tnhi (/irn )1(0. 035)廻国DJNd763<1972)幹级 代号0. 042(0. 05)3S ・ 08.) 4(0』)5仁)【125)6(0・ “0)8(<)・ 20) 10《()・25) 13“・32》 16(.1). 40) 20(0・ 5(025(O ・63> 40( I)§0C].型 68(1 - 60) 30(2)100(2. 5)125(3. 2)M0(彳) 200(fi) 25O(G ・ 3)320(8〉400(10)5(>n(12・ 5) 600(16〉 8()0 <20^ 1000(25?^0.0120. 0250- 040 0. 063 0. )0 0-16 0. 25 a 40 0・63hO 1. G2、54-0 G. 3 10162540631001602500. 0061(>U16025040063010000- 10> > r >0. JC0.05aD ・20a0・40a0・80a6 3J. 60a0^ 0125a 0. 025a0.(】・4zU ・4,0. 8?3.Z26- 3s12. 5z<18^ > 25s 25z<35s)5Cs SDz?0z (70s) lOOz1005标记 示例尺mu)本OGOI-197G1. 6z3・2a〔!BQ Cl 00a)noz200z 280z560zJ40s 200s400s560s注,①GB 1031-83使用中,表®(机糙度的您用参数徂范固内为0. 025〜6・3pnx •乩为S 100-25pm ).推荐优先 选用R“ -般旧标椎S712推荐用RS -V3,V13~V14推荐用R”在轴承、仪我和木材制品中多 用参散gRa:轮廓算术平均偏差在取样长度轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
Ra,Rz,Ry都有英制,与公制差40倍,16ui转化后是0.4um 中美表面粗糙度对照表中国旧标准( 光洁度) 中国新标准( 粗糙度)Ra 美国标准(微米 ),Ra 美国标准( 微英寸),Ra ▽4 6.3 8.00 320 6.30 250 ▽5 3.2 5.00 200 4.00 160 3.20 125 ▽6 1.6 2.50 100 2.00 80 1.60 63 ▽7 0.8 1.25 50 1.00 40 0.80 32 ▽8 0.4 0.63 25 0.50 20 0.40 16 英制螺纹螺母孔径英 制 螺 纹圆 拄 管 螺 纹螺纹直径(英寸)每英寸牙数钻 头 直 径(毫米)螺纹直径(英寸)每英寸牙数钻头直径(毫米)铸铁、黄铜、青铜钢、可锻铸铁3/16 1/4 24 20 3.8 5.1 3.9 5.2 1/8 1/4 28 19 8.8 11.7 5/16 3/8 1/2 5/8 3/4 7/8 1 11/8 11/4 11/2 13/4 2 18 16 12 11 10 9 8 7 7 6 5 41/26.6 8 10.6 13.6 16.6 19.5 22.3 25 28.2 34 39.5 45.3 6.7 8.1 10.7 13.8 16.8 19.7 22.5 25.2 28.4 34.2 39.7 45.6 3/8 1/2 3/4 1 11/413/811/219 14 14 11 11 11 11 15.2 18.9 24.4 30.6 39.2 41.6 45.1 表面光洁度与粗糙度Ra 、Rz 数值转换表无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
精加工后的表面用放大镜或显微镜仍能观察到。
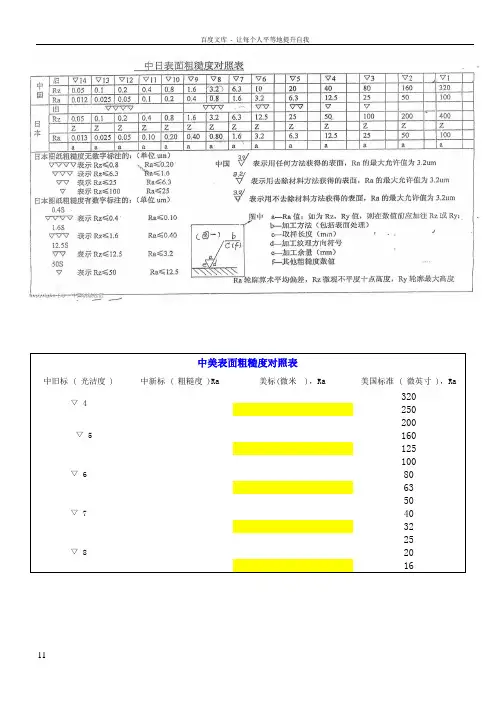
中美表面粗糙度对照表中旧标 ( 光洁度 ) 中新标 ( 粗糙度 )Ra 美标(微米 ),Ra 美国标准 ( 微英寸 ),Ra▽ 4 320 250▽ 5 200 160 125▽ 6 100 80 63▽ 7 50 40 32▽ 8 25 20 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的()和小的()用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表(1)轮廓算术平均偏差Ra。
word资料下载可编辑中日表面粗糙度对照表IS▽ i4 ▽ 13▽ 12▽ 11 ▽ 10▽9 ▽8 ▽ 7 ▽6▽5▽4▽3▽2 J▽ 1Rz0.05 0.1 0.2 0.4 0.81.6 3.2D 6.3 10 20 40 80 160 320 R Q 0.012 0.025 0.05 0.1 0.2 0.40.8 1.6 3.2 6.3 12.5 25 501C •:13 W V V 7 7 7 W W ▽ ▽Rz 0.05 0.1 0.2 0.4 0.81.6 3.2 6.3 12.5 25 5Q 100 200 400 z Z Z Z Z Z Z Z Z Z Z Z Z Z Ra 0.013 0.025 0.05 0.10 0.20 0.40 0.80 1.63.2 6.3 12.5 25 50 100a a a a a aaaaaaaaa中 国 日 本 日本田紙粗糙度无数字标注的« ▽"W57表示 RzW0・8 ▽W 哀示RzW6・3 W 友示RzW25 ▽表示 RzWlOO (单位uin)、Ra<0.20 ・ 京心・6R H W6・3 R(I W25 中国 \/表示用任何方法获得的表而,Ra 的最大允许值为3.2um V费 表示用不去除材料方法获得的表面,Ra 的最大允许值为3・2iim表示用去除材料方法获得的表面.Ra 的垠大允许伯为3.2um v V W 表示RzW0・4 Ra^O.lO 1.6S表示RzC1.6 Ra^0.4012.5SW 表示 RzW12.5 Ra^3.250S▽ 表示RzW50 RaW12.5、专V 对0「厂▲严—屮£1申出竝 日木圈纸粗糙度有数字标注的:(单位um ) 0.4S ・图中 n —Rn 值:如为Rz 、Ry 伯:,则在数值前应加注Rz 或Ry ; b —加工方法(包括•农而处现) c —取样长度(mm ) , 、• ' d —加工纹理方向符号 e —加工余fit (mm ) —其他粗糙度数值RT 轮畑算术平均偏差.Rz 微观不平度十点rffi 度,Ry 轮那地大髙度中美表面粗糙度对照表中旧标(光洁度) 中新标(粗糙度)Ra美标(微米)> Ra 美国标准(微英寸),Ra& 00 6. 30 3.25. 004.001.63. 20 2. 50 2. 00 0.81.60 1.25 1.000.4320 250 200 160 125 100 80 63 50 40 32 25 20 16word资料下載可編辑第3蛋公塑配合、形位公力及卷面祖報度表1-3 26各国表面粗槌度(光洁度)代号与鑒数数值的对照V国国血GB )031 S 3ISOR. R.或心老标准等级11I11代号 代号0-0120. 05 VJ40. 025 C. 0120. 1 ▽ 13 N10. 05 S 02S 0.2▽ 12N20. 1 0・05 04VIIN30・2 0. 1 0. 8VJON40・1 0.2 1. 6▽9 MS0・8 a 4 3. 2N61.6 0.S fi. 3 ▽ 7 N73-2 1. 6 12- 5 63 ▽ G N8& 33・22512. 5 V5N912-56・35025▽ 4N1025 12.5 100 50 ▽3 Nil50 25 200 10ft ▽ 2 N12100 50 d00 200 VI表 面 tJI 光 數 值 利 代 标淮 代吕 英 他ASAU46M982tnhi (/irn )1(0. 035)廻国DJNd763<1972)幹级 代号0. 042(0. 05)3S ・ 08.) 4(0』)5仁)【125)6(0・ “0)8(<)・ 20) 10《()・25) 13“・32》 16(.1). 40) 20(0・ 5(025(O ・63> 40( I)§0C].型 68(1 - 60) 30(2)100(2. 5)125(3. 2)M0(彳) 200(fi) 25O(G ・ 3)320(8〉400(10)5(>n(12・ 5) 600(16〉 8()0 <20^ 1000(25?^0.0120. 0250- 040 0. 063 0. )0 0-16 0. 25 a 40 0・63hO 1. G2、54-0 G. 3 10162540631001602500. 0061(>U16025040063010000- 10> > r >0. JC0.05aD ・20a0・40a0・80a6 3J. 60a0^ 0125a 0. 025a0.(】・4zU ・4,0. 8?3.Z26- 3s12. 5z<18^ > 25s 25z<35s)5Cs SDz?0z (70s) lOOz1005标记 示例尺mu)本OGOI-197G1. 6z3・2a〔!BQ Cl 00a)noz200z 280z560zJ40s 200s400s560s注,①GB 1031-83使用中,表®(机糙度的您用参数徂范固内为0. 025〜6・3pnx •乩为S 100-25pm ).推荐优先 选用R“ -般旧标椎S712推荐用RS -V3,V13~V14推荐用R”在轴承、仪我和木材制品中多 用参散gRa:轮廓算术平均偏差在取样长度轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
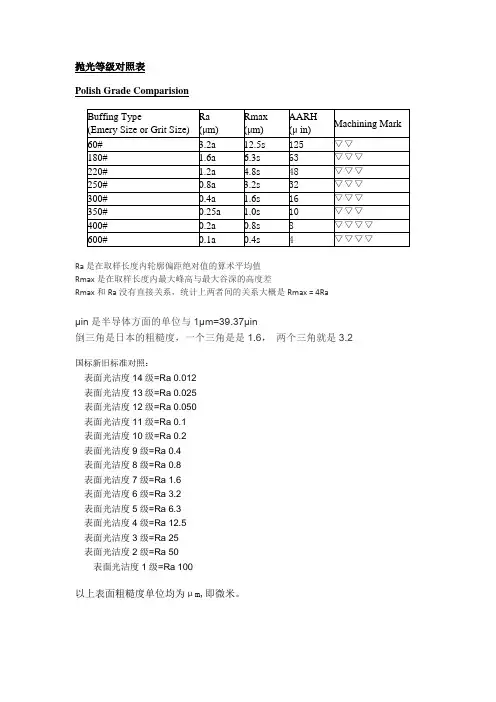
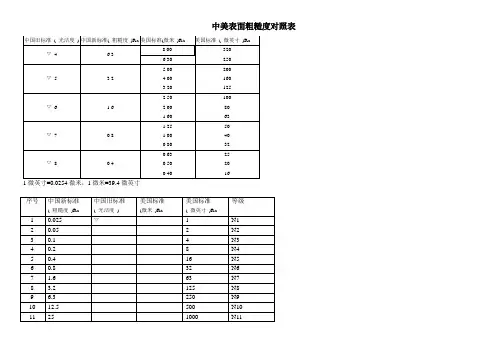
抛光等级对照表
Polish Grade Comparision
Ra是在取样长度内轮廓偏距绝对值的算术平均值
Rmax是在取样长度内最大峰高与最大谷深的高度差
Rmax和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39.37μin
倒三角是日本的粗糙度,一个三角是是1.6,两个三角就是3.2
国标新旧标准对照:
表面光洁度14级=Ra 0.012
表面光洁度13级=Ra 0.025
表面光洁度12级=Ra 0.050
表面光洁度11级=Ra 0.1
表面光洁度10级=Ra 0.2
表面光洁度9级=Ra 0.4
表面光洁度8级=Ra 0.8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3.2
表面光洁度5级=Ra 6.3
表面光洁度4级=Ra 12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
時代塗層測厚儀使用介紹一、原理磁性測厚原理:當測頭與覆層接觸時,測頭和磁性金屬基體構成一閉合磁路,由於非磁性覆蓋層的存在,使磁路磁阻變化,通過測量其變化可計算覆蓋層的厚度。渦流測厚原理:利用高頻交電流在線圈中產生一個電磁場,當測頭與覆蓋層接觸時,金屬基體上產生電渦流,並對測頭中的線圈產生回饋作用,通過測量回饋作用的大小可匯出覆蓋層的厚度。二、適用行業1、電鍍、噴塗:這個行業是使用我們儀器最多的,占每年銷量相當大的比例,是我們主要使用者群體,需要花大的精力去不斷挖掘。2、管道防腐:主要以石化方面的用戶比較多,一般防腐層比較厚,TT260配F10探頭的用戶比較多。3、鋁型材:今年以來受國家實施強制標準,型材企業換發許可證的影響,該行業出現前所未有的好勢頭,主要測型材上面的氧化膜,據瞭解生產企業每少鍍一微米,一噸型材“節約”150元,非常可觀,因此國家強制要求配備包括塗層測厚儀在內的相關檢測設備。此舉也給我們帶來了非常好的機會。這個機會也同樣受到競爭對手的關注,他們最大限度的調低了價格,而且採取鋪貨等多種方式迅速在此行業展開攻勢,針對于此唐總、石總也多次指示密切關注對手動向時世採取相應策略,宗旨是讓利不讓市場。希望分公司同仁也能切實利用好這次機會,充分發揮區域優勢,使我們的產品更多進入該行業,也為今後在此行業的銷售打下基礎。另外,也可以擴大我們的產品在整個市場的影響。4、鋼結構:對於我們的產品這類企業也可以單獨劃為一個行業。塗層測厚儀在此行業也確實有很大的應用,包括鐵塔等廠家最近購買資訊也比較多。5、印刷線路版、及絲網印刷等行業,這類企業相對來講數特殊行業,購買量目前來看只是來自零星一些廠家, 8月份我們就有兩家印刷企業購買。可以看出還是有需求的,需要我們不斷做工作,挖掘資訊資源,多發現一些新的銷售機會。三、各型號產品介紹:TT220:測量磁性金屬上非磁性覆蓋層的厚度。如鋼、鐵、非奧氏不銹鋼上基體上的鋁、鉻、銅、琺瑯、橡膠、油漆層的厚度。TT230:測量非磁性基體上非導電層的厚度。如銅、鋁、鋅、錫基體上的琺瑯、橡膠、油漆、鉻、搪瓷、鋁陽極氧化層的厚度。TT240:測量非磁性基體上非導電層的厚度。如銅、鋁、鋅、錫基體上的琺瑯、橡膠、油漆、鉻、搪瓷、鋁陽極氧化層的厚度。蹶主要特點:1、外型美觀,且帶有橡膠護套便於攜帶與現場操作;2、存儲資料多達300個測量值;3、探頭與主機的分離使操作穩定性增強,適用範圍更廣,特別是對於管道內壁,空間狹窄的工件;4、可以設定上下限,對界外測量值能自動報警,更大限度滿足了用戶需求;5、可以配備通訊軟體與PC機介面,便於使用者對資料進行進一步的處理,儀器本身檔次也得到提高;6、兩節AA型鹼性電池,在使用過程中突然斷電時可以隨時更換無需等待。7、顯示解析度達到0.1um,尤其對於測量鋁型材氧化膜更有優勢。TT260:是一款綜合型的測量儀。可測量磁性金屬上非磁性覆蓋層的厚度也可測量非磁性基體上非導電層的厚度。存儲資料達495個。可更換10種探頭(目前6種探頭)。自配印表機。F10基本校準方法:時代 TT260塗層測厚儀現在已經開發了六種不同功能的測頭,分別是F1、F400、F10、N1、CNO2、F1/90°。根據使用者測量條件的需求我們可以配製不同用途的測頭,其中F10測頭是一種可以滿足10mm範圍內磁性金屬表面塗層厚度的測量,主要應用於防腐層、防火層塗料等厚度的測量。目前配F10測頭的標準基體和試片為德國進口,包括鐵基體一塊,標準試片三片。由於進口試片只有三片,所以只能對儀器進行二點校準,如果需要進行五點基本校準則比較麻煩。通常五點校準試片理想厚度為:500um、1000um、2000um、4000um、8000um五片,而目前我們隨機配的進口試片只有800 um,4000 um,8000 um三種規格,如何做基本校準呢?建議可以借用F1試片中500um 1片,兩個1000um左右試片疊加,這樣就組成了500um、800 um、2000 um 、4000 um、8000 um,相差1.6—2倍的5個試片(注:每片厚度必須間隔1.6倍以上,否則測零點後儀器可能不自動關機),然後參照F1的五點校準辦法既可完成基本校準。TT210新品推薦近日TT210涂层测厚仪已经入库,该产品集磁性和涡流两种原理于一体,功能全、特点鲜明,全中文显示,通过易用菜单可快速进行功能选择,能够自动识别金属底材,并自动选择测量方法-电磁法或电涡流法,TT210的入市丰富了我们的产品线,成为涂层产品一个新的卖点和销售增长点,目前国内尚无同类产品,希望总、分公司共同努力将该产品迅速推向市场。適用範圍本仪器采用了磁性和涡流两种测厚方法,可无损地测量磁性金属基体(如钢、铁、合金和硬磁性钢等)上非磁性覆盖层的厚度(如锌、铝、铬、铜、橡胶、油漆等)及非磁性金属基体(如铜、铝、锌、锡等)上非导电覆盖层的厚度(如:橡胶、油漆、塑料、阳极氧化膜等)。功能特点:●采用了磁性和涡流两种测厚方法,即可测量磁性金属基体上非磁性覆盖层的厚度又可测量非磁性金属基体上非导电覆盖层的厚度;●具有两种测量方式:连续测量方式(CONTINUE)和单次测量方式(SINGLE);●具有两种工作方式:直接方式(DIRECT)和成组方式(Appl);●设有五个统计量:平均值(MEAN)、最大值(MAX)、最小值(MIN)、测试次数(NO.)、标准偏差(S.DEV);●可采用两种方法对仪器进行校准,并可用基本校准法对测头的系统误差进行修正;●具有存贮功能:可存贮500个测量值;●具有删除功能:对测量中出现的单个可疑数据进行删除,也可删除存贮区内的所有数据,以便进行新的测量;●可设置限界:对限界外的测量值能自动报警;并可用直方图对一批测量值进行分析;●具有打印功能:可打印测量值、统计值、限界、直方图;●具有与PC机通讯的功能:可将测量值、统计值传输至PC机,以便对数据进行进一步处理;●具有电源欠压指示功能;●操作过程有蜂鸣声提示;●具有错误提示功能,通过屏显或蜂鸣声进行错误提示;●设有两种关机方式:手动关机方式和自动关机方式;技術參數标准配置TT210主機1台標準片 5片基體 2塊AAA型1.5V(7號)乾電池2節儀器包 1個產品包裝箱1個使用說明書 1本可选件TA220S印表機1台通訊電纜1條通訊軟體1個使用环境温度0℃~40℃濕度20%RH~90%RH無強磁場環境电源:二节AAA型1.5V(7号)干电池外型尺寸和重量: 外形尺寸110mm×50 mm×23 mm重量:約100g四、使用方法:塗層測厚儀的使用比較簡單,但是在現場操作過程中仍需要注意以下幾方面: 迅速將測頭與測試面垂直地接觸並輕壓測頭定位套,隨著一聲鳴響,螢幕顯示測量值,提起測頭可進行下次測量;在現場使用過程中用戶在操作方法上有一些錯誤,有些使用者往往讓測頭慢慢地接觸被測面,使得儀器讀值誤差大且不穩定,還有用戶單次測量時每次間隔太短也會引起測量不準確。有些使用者反映我們的產品測同一工件不准,這裡時我們要相信我們的產品,之所以不准是因為我們的測量是點式測量,測頭是一個直徑1-3毫米的球,而用戶工件各點不是很均勻。校準: 時代塗層測厚儀有三種校準方法: 零點校準、二點校準、在噴沙表面上校準。二點校準法又分一試片法和二試片法。還有一種針對測頭的基本校準。(1)零點校準適用於除CN02外的所有的測頭。a)在基體上進行一次測量,螢幕顯示<×.×µm>。b)按ZERO鍵,屏顯<0.0>。校準已完成,可以開始測量了。c)重複上述a、b步驟可獲得更為精確的零點,高測量精度。零點校準完成後就可進行測量了。(2)二點校準a、一試片法適用於除CN02外的所有測頭。這一校準法適用于高精度測量及小工件、淬火鋼、合金鋼。a)先校零點(如上述)。b)在厚度大致等於預計的待測覆蓋層厚度的標準片上進行一次測量,螢幕顯示<×××µm>。c)用↑、↓鍵修正讀數,使其達到標準值。校準已完成,可以開始測量了。注意: 1. 即使顯示結果與標準片值相符,按↑、↓鍵也是必不可少的,例如按一次↑一次↓。這一點適用於所有校準方法。2. 如欲較準確地進行二點校準,可重複b、c過程,以提高校準的精度,減少偶然誤差。3. 用F5 和 F10 測頭,測量金屬鍍層時,應使用兩點校準法校準。4. 零點校準和二點校準都可以重複多次,以獲得更為精確的校準值,提高測量精度但此過程中一旦有過一次測量,則校準過程便告結束。B、二試片法適用於除CN02外的所有測頭。兩個標準片厚度至少相差三倍。待測覆蓋層厚度應該在兩個校準值之間。這種方法尤其適用於粗糙的噴沙表面和高精度測量。a)先校零值。b)在較薄的標準片上進行一次測量,用↑、↓鍵修正讀數,使其達到標準值。c)緊接著在厚的一個樣片上進行一次測量,用↑、↓鍵修正讀數,使其達到標準值。校準已完成,可以開始測量了。(3)在噴沙表面上校準噴沙表面的特性導致了測量值大大偏離真值,其覆蓋層厚度大致可用下面的方法確定。方法一:a)儀器要在曲率半徑和基材相同的平滑表面校準好。b)在未塗覆的經過同樣噴沙處理的表面測量10次左右,得到平均值Mo。c)然後,在已塗覆的表面上測量10次得到平均值Mm。d)(Mm—Mo)±S即是覆蓋層厚度。其中S(標準差)是SMm和SMo中較大的一個。方法二:a)用直接方式下的單次測量法測量。b)先用兩試片法校準儀器。c)在試樣上測量5~10次。按STA TS鍵,統計值中的平均值即是覆層厚度。五、各項功能及操作方法(1)測量方式(單次測量⇔連續測量)●單次測量──測頭每接觸被測件1次,隨著一聲鳴響,顯示一個測量結果;●連續測量──不提起測頭動態測量,測量過程中不伴鳴響,螢幕閃顯測量結果;●兩種方式的轉換方法是:開機狀態下,按住STATS鍵3秒後,屏顯“- - - -” 後再抬起按鍵,則已轉入新的測量方式。(2)工作方式(直接方式⇔成組方式)●直接(DIRECT)方式──此方式用於隨意性測量,測量值暫存在記憶體單元(共有99個存貯單元),當存滿99個存貯單元時,新的測量值將替掉舊的測量值,也就是說總是最新的99個測量值參與統計計算。●成組方式(APPL)──此方式便於使用者分批記錄所測試的資料,一組最多存99個數值,總共五組,可存495個數值。每組當存滿99個數值時,螢幕將顯示“FFFF” ,此時,仍可進行測量,但是測量值只顯示不存儲,也不參與統計計算。需要時,可刪除該組資料,再進行新的測量。每組內設有一個校準值,即該組下各個資料都是基於這個校準值測得的。每組內可設限界,即可對該組中的測量結果進行超限標識和報警。成組方式下,每個測量值都自動進入統計程式參與統計計算。因為成組方式下,可以存貯幾套基於不同校準值的測量資料,因此該方式特別適合於現場測量。注意:所有測量值都將自動輸入統計(程式不適用於F1/90℃和N1/90℃測頭)。●兩種方式的轉換方法是:a)儀器開機後,自動進入直接工作方式,工作方式區顯示“D”。按“FILE”鍵,然後再按↑鍵,儀器進入成組方式,工作方式區顯示“APPL”;b)在成組方式中,按“↓”鍵,出現“F0”時,即轉入直接方式。(3)統計計算本儀器對測量值自動進行統計處理,它需要至少三個測量值來產生5個統計值:平均值(MEAN)、標準差(S.DEV)、測試次數(No.)、最大測試值(MAX)、最小測試值(MIN)。a)參加統計計算的測量值⊙在直接方式下所有測量值(包括關機前的測量值)均參加統計計算。⊙在成組方式下,參加統計計算的測量值僅限於本組內的資料。b)顯示統計值⊙在直接方式下,按“STA TS”鍵,5個統計值將依次顯示。⊙在成組方式下,選擇組號,按“STA TS”鍵,該組下的5個統計值將依次顯示。(4)存貯成組方式下測量值自動存入記憶體單元,一組最多存99個數值,總共五組,可存495個數值。提示: 1. 限界僅在成組方式下有效;2. 限界以外的測試結果由蜂鳴聲報警;3. 限界以外的測試結果與其它測試結果一起被存貯並進行統計計算。4. 上限與下限的接近程度是有限的。在上限值為200μm以上時,上、下限最小接近程度為上限的3%,在上限值為200μm以下時,上、下限最小接近程度為5μm。注意: 1.在設置限界之後才能列印出長條圖;2.關打印頭開關可中斷列印;3.送紙:按 FEED 鍵,打印頭送紙。說明1:本儀器與PC機通訊,需使用時代Data View專用操作軟體。操作方法請閱讀軟體使用說明書。六、影響測量精度的有關說明:a)基體金屬磁性質磁性法測厚受基體金屬磁性變化的影響(在實際應用中,低碳鋼磁性的變化可以認為是輕微的),為了避免熱處理和冷加工因素的影響,應使用與試件基體金屬具有相同性質的標準片對儀器進行校準;亦可用待塗覆試件進行校準。b)基體金屬電性質基體金屬的電導率對測量有影響,而基體金屬的電導率與其材料成分及熱處理方法有關。使用與試件基體金屬具有相同性質的標準片對儀器進行校準。c)基體金屬厚度每一種儀器都有一個基體金屬的臨界厚度。大於這個厚度,測量就不受基體金屬厚度的影響。本儀器的臨界厚度值見附表1。d)邊緣效應本儀器對試件表面形狀的陡變敏感。因此在靠近試件邊緣或內轉角處進行測量是不可靠的。e)曲率試件的曲率對測量有影響。這種影響總是隨著曲率半徑的減少明顯地增大。因此,在彎曲試件的表面上測量是不可靠的。f)試件的變形測頭會使軟覆蓋層試件變形,因此在這些試件上測出可靠的資料。g)表面粗糙度基體金屬和覆蓋層的表面粗糙程度對測量有影響。粗糙程度增大,影響增大。粗糙表面會引起系統誤差和偶然誤差,每次測量時,在不同位置上應增加測量的次數,以克服這種偶然誤差。如果基體金屬粗糙,還必須在未塗覆的粗糙度相類似的基體金屬試件上取幾個位置校對儀器的零點;或用對基體金屬沒有腐蝕的溶液溶解除去覆蓋層後,再校對儀器的零點。h) 磁場周圍各種電氣設備所產生的強磁場,會嚴重地干擾磁性法測厚工作。i) 附著物質本儀器對那些妨礙測頭與覆蓋層表面緊密接觸的附著物質敏感,因此,必須清除附著物質,以保證儀器測頭和被測試件表面直接接觸。j)測頭壓力測頭置於試件上所施加的壓力大小會影響測量的讀數,因此,要保持壓力恒定。k)測頭的取向測頭的放置方式對測量有影響。在測量中,應當使測頭與試樣表面保持垂直。七、特殊工件測量1、銅上鍍鉻層的校準方法(40um以下)適用於N400、N1和N1/90°測頭,並使用特殊的校準標準片。⊙必須使用一試片法。⊙使用標有“銅上鍍鉻” (CHROME ON COPPER) 字樣的特殊標準片。2、CN02測頭的校準方法CN02是一種平展的測頭,僅適用於測量平滑表面的銅板或銅箔的厚度。a)開機後,將CN02測頭平穩地放在隨機配帶的 5.0mm銅塊上,按ZERO鍵,螢幕顯示“OO”;b)在標準片上進行一次測量;c)用↑、↓鍵修正讀數,使其達到標準值。校準已完成,可以開始測量。d)測量雙面覆銅板需用雙面敷銅標準片校準。說明:在溫度變化極大的情況下,如冬季或盛夏在室外操作時,應在與待測箔厚度接近的標準片上進行校準。校準時的環境溫度應與使用時的環境溫度一致。3、在圓柱表面進行測量:將塗層測厚儀探頭“V”型槽的方向與被測工件軸線方向平行,並使探頭軸線與被測點的切線方向垂直測量。要求測量不同曲率半徑的工件,要進行分別校準。否則誤差特別大而且沒有規律性,這一點要注意。4、關於複合塗層的測量:關於複合(多層)塗層的測量,可先測量第一層塗層的厚度,記錄下相關資料。再在第一層塗層表面做基本校準,然後測量第二層塗層的厚度,記錄下相關資料。依此類推,可測量複合塗層各層的厚度,但其總厚度不應超過測量探頭的量程。(北京英邁絲網器材公司公司)這個用戶初期聯繫時說測絲網,我馬上說估計測不了,結果還是用戶自己提出怎麼測量。5、其它應注意:儀器應嚴格避免碰撞、重塵、潮濕、強磁場、油污等。。
Ra,Rz,Ry都有英制,与公制差40倍,16ui转化后是
$
中美表面粗糙度对照表
中国旧标准( 光洁度) 中国新标准( 粗糙度)Ra 美国标准(微米 ),Ra 美国标准( 微英寸),Ra ▽ 4
320
250
▽ 5 200
/
160 125
▽ 6 100 80 63
▽7
[
50 40 32
▽8 >
25
20
.
16
英制螺纹螺母孔径
英制螺纹圆拄管螺纹
)
&
表面光洁度与粗糙度Ra、Rz数值转换表
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
高度参数共有三个:
轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,
不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,
表面光洁度▽1 ▽2 ▽3 ¥
▽4
▽5 ▽6 ▽7
表面粗糙度Ra50 25
&
Rz200 100 50 25
—
表面光洁度▽8 ▽9 ▽10▽11 ▽12 ▽13 ▽14
.
表面粗糙度Ra- &
Rz
$
表面光洁度
▽1▽2▽3▽4▽5▽6▽7。
中美表面粗糙度和Ra与Rz转换对照表中美表面粗糙度和Ra与Rz转换对照表Ra与Rz转换对照表表面粗糙度参数共有3个分别是Ra Rz Ry他们都是用来表示表面粗糙度的单位是微米Ra 在取样长度内,轮廓偏距绝对值的算术平均值Rz 在取样长度内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和Ry 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离无论是机械加工的零件表面,或者是用铸、锻等方法获得的零件表面,总是会存在着具有较小间距和峰谷的微观几何形状误差(轮廓微观不平度)。
这种较小的间距和峰谷的微观几何形状特性称为表面粗糙度。
表面粗糙度的评定参数(在此仅讨论高度特性参数,因为表面粗糙度评定参数最常采用高度评定参数)1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大,则表面越粗糙。
? ?? ? 在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
? ?? ? 评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
? ?? ? 评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。