刀具半径补偿功能在数控加工中的应用
- 格式:doc
- 大小:28.50 KB
- 文档页数:4



刀具半径补偿在数控加工中的应用作者:朱道景来源:《文存阅刊》2017年第21期摘要:对于现代数控系统一般都有刀具补偿功能,刀具半径补偿作为数控铣削加工中的基本功能,在建立、使用刀补后,数控系统将自行计算、自行调整刀位点到刀具的实际运动轨迹。
文章以FANUC数控系统为例就其G17平面刀具半径补偿的建立和取消在数控铣削加工中及其刀具半径补偿量的设定等方面做了介绍。
关键词:数控加工;刀具;铣削;半径补偿在早期的数控加工中编程人员根据刀具的理论轨迹及实际实际的对应关系进行编程,使得编程极为麻烦和困难。
现在,刀具补偿功能应用到数控系统中后,编程人员就理论轨迹编程到按照工件的轮廓尺寸进行编程。
即按工件实际轮廓编写数控代码,实际加工时数控系统会自行计算刀心轨迹,从而使刀具偏离工件轮廓一个半径值,这个值就是进行刀具半径补偿。
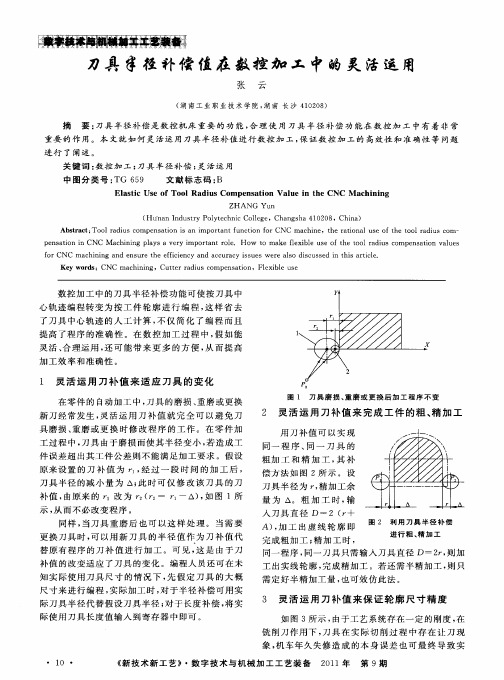
一、刀具半径补偿的建立、使用与撤消在数控铣削加工中,刀具半径补偿可分为刀具半径左补偿(左刀补、顺铣G41)和刀具半径右补偿(右刀补、顺铣G42),根据ISO标准规定,沿刀具前进方向看,当刀具中心轨迹位于零件轮廓左边,称为刀具左刀补,反之称为刀具半径右刀补,如图1b所示。
使用完后用G40取消刀补。
1.格式(以G17平面为例)D_——为补偿号地址,在程序中通常用D01~D99来书写,它是调用系统内部寄存器中刀具半径补偿的数值(其数值特殊情况下可以为负值,但在实际加工刀补方向会改变。
慎用!)。
2.刀具半径补偿的建立与取消在建立刀具半径补偿时一般是在刀具准备切削工件时,刀具实际轨迹和编程轨迹重合过程中偏离一个刀具半径值的过程。
由其指令格式可以看出,刀补在建立和取消时必须是在G0/G1模式下,其他模式下不能建立和取消,否则在实际加工中将出现报警。
(以G17平面为例)补建立后Z轴不得连续两次或两次以上的移动,使用刀补后,机床只对X、Y轴移动有影响,对Z轴无影响。
在零件加工的最后一段程序,刀具半径补偿轨迹顺利加工完成后,刀具离开零件后,移至退刀点,在这个过程中就要取消刀补。

刀具半径补偿在数控铣削加工中的作用作者:周建刚沈丽娟来源:《科技风》2018年第01期摘要:数控铣削加工中,刀具半径补偿是最为重要的功能,对刀具半径补偿功能进行合理的使用是十分必要的数控铣削加工手段。
新工艺思路及刀具半径补偿可以使许多典型问题被简化,同时也可以在用工程实例中处理许多难以解决的问题。
本文对数控铣削加工中刀具半径补偿技术的使用方法进行了详细的阐述与分析,希望可以起到参考作用。
关键词:应用技巧;刀具半径补偿;数控铣削在数控加工技术不断进步的过程中,该技术在工业生产领域的应用场景越来越多,促进了各行各业的发展。
编程人员通过预先设计的轮廓尺寸对数据铣削处理方案进行编程。
然而,铣削刀具半径是固定不变的,若刀具以某一中心围绕零件轮廓运动,则零件在完成加工处理后所得到的尺寸与理想尺寸必然存在一定的差异,造成实际加工轮廓与编程轮廓的不一致性。
这就需要通过建立刀具半径补偿的方式对不一致问题进行解决,编程人员在进行编程的过程中要严格参照预先设计的零件尺寸,就可以得到与设计要求相一致的尺寸。
1 刀具半径补偿概述刀具半径补偿指的是通过数控系统对刀具中心轨迹进行计算,编程人员将刀具半径进行初始化处理后依照预先设计的形状轮廓完成编程处理。
在刀具中心于编程轨迹右侧前进时,可以通过G42指令实现,反之则通过G41指令实现。
在无法补偿的情况下,可以通过G40终止补偿。
在执行刀具半径补偿的具体过程中,具体的操作方法可以划分为建立、进行与撤消三个部分。
刀具半径补偿包含两种不同的补偿形式,即B功能和C功能。
其中B功能单纯依照本段程序完成计算,无法在不同程序段之间完成过渡,只能以圆角的方式完成工件轮廓的过渡,无法对工件尖角进行精确的处理;C功能则能够在两个不同程序段之间转接中心轨迹,根据工件轮廓精确地完成计算。
在应用C功能的情况下,需要于刀具半径补偿程序段以后的两个程序段中添加补偿平面位移指令,否则无法对刀具半径补偿程序进行正确的计算。



刀具补偿功能在数控加工中的应用摘要:为了简化零件的数控加工工程量,使数控程序与刀具形状及刀具的尺寸无关,NC系统大都提供刀具补偿功能。
刀具补偿功能在数控加工中应用非常广泛,其对简化数控程序、降低编程难度以及提高程序运行效率和提高零件加工精度都具有十分重要的意义。
本文分析了刀具半径补偿与刀具位置补偿两种形式的影响,并介绍了刀具补偿的方法。
关键词:数控加工刀具长度补偿刀具半径补偿数控编程1 刀具补偿概述目前大多数数控机床都具备刀具自动补偿的功能。
编程人员只需将需要补偿的数值输入NCp在数控系统中,三维刀具半径补偿功能是通过设置专用寄存器来实现的,将刀具半径,刃口半径等参数存放在刀具寄存器中,则编程基本格式为;G1X…Y…Z…I…J…K…,刀具参数用G141设置,如G141R…R1=…等。
(2)刀具位置(长度)补偿。
刀具长度补偿既可以由手动输入也可以通过程序实现,通过手动输入一般用于定长刀具的长度补偿,而用于变长度补偿的一般需要通过程序实现。
现代CNC系统中,用手动输入方式一般是在机床操作人员完成前期准备工作后,在长度偏置寄存器中写入刀具长度参数值实现的,程序命令方式主要是通过G43和G44代码实现。
在实际数控加工过程中,合理应用刀具补偿是提高加工质量的关键环节,下面针对不同的数控系统分析刀具补偿功能在数控加工中的应用。
2 数控车削中刀具补偿的应用数控车削中,刀具需要连续工作,由于换刀或安装,以及刀具磨和刀尖圆弧半径等产生的误差必须需要进行刀补工作。
通常以一把刀具为基准,以其刀尖位置建立坐标系,这样其他刀具在此坐标系下由于刀尖位置的偏差应对偏移量进行补偿。
在部分机床中,刀具的长度补偿可以通过T代码实现。
T代码的命名规则为前两位是刀具号,后两位为刀具的补偿号。
比如G02X50Z90T0305为选用3号刀具5号刀具补偿。
目前大多数的CNC系统都具有对刀显微系统,使用补偿指令之后,无需计算刀尖位置,只需要按照轮廓编程即可。

数控加工中刀具补偿的应用在数控加工中,由于程序所控制的刀具刀位点的轨迹和实际刀具切削刃口切削出的形状并不重合,它们在尺寸大小上,存在一个刀具半径和刀具长短的差别,为此就需要根据实际加工的形状尺寸,算出刀具刀位点的轨迹坐标,据此来控制加工。
数控加工刀具补偿的两种类型:刀具半径补偿(补偿刀具半径对工件轮廓尺寸的影响);刀具长度补偿(补偿刀具长度方向尺寸的变化)。
数控加工刀具补偿的两种方法:人工预刀补(人工输入CAM 软件的刀补量进行编程实现刀补);数控系统具有自动刀具补偿功能(程序调用刀具列表参数进行刀补)。
经过生产实践证明,如果能灵活应用刀具半径补偿和长度补偿功能,合理设置刀具半径补偿值及长度补偿值,对数控加工将有重要的意义。
下面重点讨论刀具的半径补偿和刀具的长度补偿。
1.刀具的半径补偿若数控装置不具备刀具半径自动补偿功能,要想加工出合格的零件,则只有按刀具中心轨迹进行编程,在编程时就要把刀具的半径计算到每一步的程序中,那么数据计算就很复杂。
特别是当刀具磨损后,刀具直径发生变化,必须重新计算刀具中心轨迹,修改程序,这样很难保证加工的精度。
如果数控系统具备刀具半径补偿功能,则编程时只需按工件实际轮廓线进行。
数控系统会自动计算刀具中心轨迹坐标,使刀具偏离工件轮廓一个半径值,即进行半径补偿。
1.1 刀具半径补偿的方法根据ISO 标准规定,工件假定不动,刀具运动。
沿刀具的运动方向看,当刀具处在工件切削轮廓左侧时,称为刀具半径左补偿,用G41 表示;当刀具处在工件切削轮廓右侧时,称刀具半径右补偿,用G42 表示。
如图所示。
1.2 刀具半径补偿的工作过程刀具半径补偿的工作过程分三步:即刀补的建立、刀补进行和刀补的取消。
(1)刀补的建立。
刀补的建立,就是指刀具从起点接近工件时,刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程。
G41、G42 只能在含有G00 或GO1 的程序段有效。
(2)刀补的进行。


刀具半径补偿在数控机床编程中的应用1. 刀具半径补偿的定义在数控机床加工中,由于有些刀具的外径和编程指定的刀具直径不一定相等,或者由于刀具磨损或者其他原因,实际的切削半径可能会有所变化。
而编程时又需要将加工的轮廓尽可能地与设定轮廓相同,因此需要对刀具直径进行修正。
这种修正就叫刀具半径补偿。
在数控机床编程时,一般使用G41和G42指令进行刀具半径补偿,具体实现方式如下:(1) G40/G41/G42指令:G40指定取消所有刀具补偿,即G40指令后,数控机床按照编程程序直接机床加工;G41指定左侧半径补偿,将机床刀具向右移动一定距离,相应地调整编程指令的XY坐标,使实际加工半径减小;G42指定右侧半径补偿,将机床刀具向左移动一定距离,相应地调整编程指令的XY坐标之后,使实际加工半径增大。
(2)路径补偿量的确定:刀具半径补偿的大小是由程序员根据加工要求和机床实际情况进行确定的。
常见的计算方式是通过加工实际切削后的缺口,计算出实际切削半径与编程半径之间的差值,以此来确定刀具半径补偿量。
刀具半径补偿值可以在圆弧加工中使用,还可以在深度和轮廓加工中使用。
(3)圆弧和直线的刀具半径补偿:在圆弧加工中,自动对角线的加工路径以圆心为轴旋转,在编程时需要指定实际加工半径,同时指定刀具半径补偿量,以保证加工的圆弧尽可能的与设定的半径相同。
而在直线加工中,刀具半径补偿量要分别在直线的起点和终点处进行设定,以保证有足够的空间来补偿刃具的半径差异。
刀具半径补偿是数控机床加工中非常重要的一个功能,其应用范围非常广泛,涵盖了许多工业领域,包括机械制造、模具制造、汽车零配件加工等领域。
在机械加工领域,刀具半径补偿是提高加工精度和效率的关键因素之一。
在汽车工业领域,刀具半径补偿可以帮助实现复杂轮廓的加工,并且提高加工效率和加工质量。
在电子制造领域中,刀具半径补偿可以用来加工各种小型零件和设备,使得加工精度更高。
刀具半径补偿是数控机床加工中不可或缺的一个功能,可以帮助提高加工精度和效率,并且应用范围非常广泛。


刀具半径补偿在数控加工中的应用分析摘要:阐述了数控机床加工中刀具半径补偿方法,分析C机能刀补采用转接过渡形式,根据直线及圆弧过切判别原理,叙述判断发生过切削的条件,提出过切削判别设计思路。
关键词:数控机床刀具半径补偿过切1刀具半径补偿的概念1.1刀具半径补偿的提出数控机床在加工过程中,它所控制的是刀具中心的轨迹。
在数控铣床上进行轮廓加工时,由于刀具总有一定的半径,刀具中心的运动轨迹并不等于所需加工零件的实际轮廓,刀具中心又偏离零件的外轮廓表面一个刀具半径值。
在数控车床上为了提高刀具强度和工件表面加工质量,延长刀具寿命,通常将车刀刀尖磨成圆弧状。
由于刀尖圆弧的存在,实际起作用的切削刀刃是圆弧与共建轮廓表面的切点,车出的工件形状就会和零件图样上的尺寸不重合。
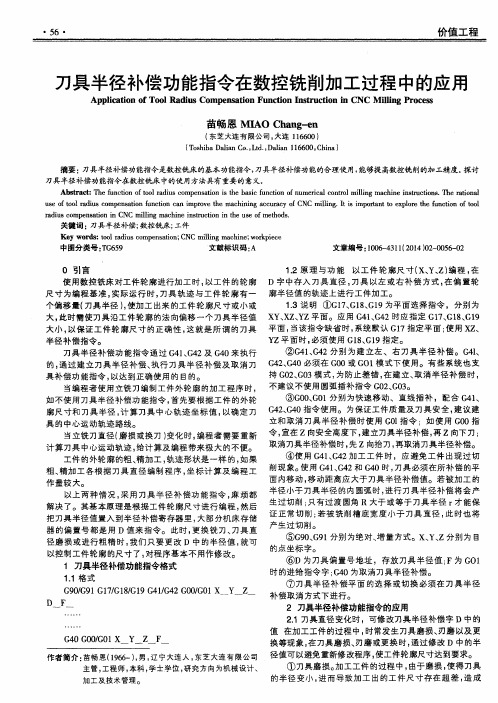
而用户总是按零件轮廓编制加工程序,在进行内轮廓加工时,刀具中心必须向零件的内侧偏移一个偏置量(粗加工时,其偏置量是刀具半径与加工裕量之和);在进行外轮廓加工时,刀具中心必须向零件的外侧偏移—个偏置量。
如图1所示。
这种根据按零件轮廓编制的程序和预先设定的偏置参数,数控装置能实时自动生成刀具中心轨迹的功能称为刀具半径补偿功能。
在图1,实线为所需加工的零件轮廓,虚线为刀具中心轨迹。
根据ISO标准,当刀具中心轨迹在编程轨迹(零件轮廓)前进方向的右边时,称为右补偿,用G42指令实现;反之称为左刀补,用G41指令实现。
1.2刀具半径补偿的方法1)B刀补这种方法的特点是刀具中心轨迹的段间连接都是以圆弧进行的。
其算法简单,实现容易。
但由于段间过渡采用圆弧,这就产生了一些无法避免的缺点:首先,当加工外轮廓尖角时,由于刀具中心通过连接圆弧,而工件轮廓尖角处始终处于切削状态,尖角往往会被加工成小圆弧,如图1所示。
其次,在内轮廓加工时,要由程序员人为地编进一个辅助加工的过渡圆弧。
并且还要求这个过渡圆弧的半径必须大于刀具的半径,这就给编程工作带来了麻烦,一旦疏忽,使过渡圆弧的半径小于刀具半径时,就会因刀具干涉而产生过切削现象,使加工零件报废。


关键词:刀具半径补偿数控铣床G10指令1刀具半径补偿的概念及作用1.1刀具半径补偿的概念在FUNAC0i系统的数控铣床加工零件过程中,数控系统控制的是铣刀中心的运动轨迹,而用户一般都是按图纸尺寸以零件的轮廓来编制加工程序,因此需要一种能按零件轮廓编制的程序和预先设定的偏置参数,让数控装置实现自动生成刀具中心轨迹的功能,这就是刀具半径补偿功能。
根据规定,当刀具中心轨迹在编程轨迹(零件轮廓)前进方向的左边时,称为刀具半径左补偿,用G41指令实现;当刀具中心轨迹在编程轨迹(零件轮廓)前进方向的右边时,称为刀具半径右补偿,用G42指令实现。
取消刀补则用G40指令。
在实际加工中,整个刀具半径补偿的过程分为建立刀补、执行刀补、取消刀补三个阶段[1]。
1.2刀具半径补偿的作用在对零件进行编程加工的过程中,采用刀具半径补偿功能,可以有效简化编程的难度与工作量。
实际体现在以下几个方面:1)由于刀具半径补偿实现了根据编程轨迹对刀具中心轨迹的控制,因此可以避免在加工过程中由于刀具半径的变化(如刀具因损坏而换刀、刀具磨损等原因)而需要重新编程的麻烦,只需修改相应的偏置参数即可。
2)由于零件轮廓在加工时往往不是一道工序能完成的,在粗加工时,一般都要为精加工预留一定的加工余量,而加工余量的预留就可以通过修改偏置参数实现,而不必为粗、精加工各编制一个程序,可以大大减少粗、精加工程序编制的工作量。
2“公式法”精确修正刀补值保证尺寸精度以学生在实训时的典型零件为例,两个轮廓尺寸有严格的尺寸精度要求,分别是外轮廓尺寸92+0.091+0.037和内轮廓尺寸18-0.016-0.043。
在实际加工中,学生往往会根据零件尺寸要求直接修改刀具半径补偿值来满足零件的尺寸精度。
因此,学生能熟练利用公式计算正确的刀具半径补偿值是影响零件合格的关键因素。
在零件加工过程中,通常要按照粗、精加工的工艺顺序依次完成,且对于每个轮廓,一般采用独立的刀具半径补偿值,因此在粗加工外轮廓、内轮廓时通常要预留精加工余量,并分别采用地址寄存器D01和D02,以“刀具半径+精加工余量”刀具半径补偿值输入相应地址寄存器中来实现。

刀具半径补偿功能在数控加工中的应用
摘要本文描述了数控加工中刀具半径对零件加工与编程的影响,分析了刀具半径补偿功能在数控加工中的正确使用方法,并针对刀具半径补偿功能在数控车削加工、数控铣削加工中的应用进行了介绍。
关键词半径补偿;数控加工;轮廓;程序
随着现代数控成型刀具的普及使用,大大提高了企业的加工能力,但由于刀具总是具有一定的半径,刀具中心运动轨迹并不是加工零件的实际轮廓。
若用刀具中心轨迹来编制加工程序,则程序的数学处理工作量大,当刀具半径发生变化时,则又还需重新修改或编制程序。
这样,编程会很麻烦。
利用刀具半径补偿功能,当编制零件加工程序时,只需按零件轮廓编程,使用刀具半径补偿指令,并在控制面板上用键盘(CRT/MDI)方式,人工输入刀具半径值,数控系统便会根据零件程序和刀具半径自动计算出刀具中心的偏移量,进而得到偏移后的中心轨迹,并使系统按刀具中心轨迹运动,完成对零件的加工。
1 数控车削加工中刀尖圆弧半径补偿的应用
1.1 刀尖圆弧半径补偿的分析
数控车床编程时可以将车刀刀尖看作一个点,按照工件的实际轮廓编制加工程序。
但实际上,为保证刀尖有足够的强度和提高刀具寿命,车刀的刀尖均为半径不大的圆弧。
一般粗加工所使用的车刀的刀尖圆弧半径R为0.8 mm或1.2 mm;精加工所使用车刀的圆弧半径R为0.4 mm或
0.2 mm。
切削加工时,刀具切削点在刀尖圆弧上变动。
在切削内孔、外圆及端面时,刀尖圆弧不影响加工尺寸和形状,但在切削锥面和圆弧时,会造成过切或欠切现象。
因此,当使用车刀来切削加工锥面和圆弧时,必须将假设的刀尖的路径作适当的修正,使之切削加工出来的工件能获得正确尺寸,这种修正方法称为刀尖圆弧半径补偿。
1.2 刀尖圆弧半径补偿的方法
对于采用刀尖圆弧半径补偿的加工程序,在加工前要把刀尖半径补偿的有关数据输入到刀补存储器中,以便执行加工程序时,数控系统对刀尖圆弧半径所引起的误差自动进行补偿。
刀尖圆弧半径补偿是通过G41、G42、G40代码及T代码指定的刀尖圆弧半径补偿值来加入或取消。
其程序段格式为:
其中:G40为取消刀尖圆弧半径补偿;G41为建立刀具圆弧半径左补偿;
G42为建立刀具圆弧半径右补偿。
图1表示了根据刀具与工件的相对位置及刀具的运动分析如何选用G41或G42指令。
图2 刀具补偿设定画面
刀尖圆弧半径补偿值可以通过数控系统的刀具补偿设定画面设定。
以广州数控GSK980T系统为例,如图2所示,T指令要与刀具补偿编号相对应,并且要输入假想刀尖位置序号。
假想刀尖位置序号是对不同形式刀具的一种编码,如图3所示。
2 数控铣削加工中刀具半径补偿的应用
2.1 刀具半径补偿的目的
在数控铣床/加工中心上进行轮廓加工时,因为铣刀具有一定的半径,所以刀具中心的轨迹与工件轮廓不重合。
如不考虑刀具半径,直接按照工件轮廓编程是很方便,但加工出的零件尺寸会比图样尺寸要求小一个铣刀直径值(加工外轮廓时)或大一个铣刀直径值(加工内轮廓时),为此必须使刀具沿工件轮廓的法向偏移一个刀具半径,这就是刀具半径补偿。
2.2 刀具半径补偿的方法
2.2.1 建立刀具半径
建立刀具半径补偿的指令格式:
X Y D ;
式中:G41是建立刀具半径左补偿指令;
G42是建立刀具半径右补偿指令;
X、Y为建立刀具半径补偿时G00或G01运动的目标点坐标;
D为刀具半径补偿地址,其范围为D00~D99,其值可在
(CRT/MDI)方式输入。
2.2.2 取消刀具半径补偿
取消刀具半径补偿指令格式:G40X Y ;
其中:G40是取消刀具半径补偿指令。
使用该指令后,G41、G42
指令无效;
X、Y为取消刀具半径补偿时G00或G01运动的目标点坐标。
2.2.3 刀具半径的补偿的判别方法
在处于补偿平面的另一根轴的正方向上,沿刀具的移动方向看,当刀具处于切削轮廓左侧时,即顺着刀具前进方向看(假定工件不动),刀具位于工件轮廓的左边,称左补偿,如图4(a)所示;当刀具处于切削轮廓右侧时,即顺着刀具前进方向看(假定工件不动),刀具位于工件轮廓的右边,称右补偿,如图4(b)所示。
2.2.4 刀具半径补偿值的设定
在MDI面板上,把刀具半径补偿值赋给D代码,地址D所对应的偏置存储器中存入的偏置值通常指刀具的半径值。
若用来粗加工时,可以输入比刀具半径值大的数值,即输入的数值的大小为刀具半径值与加工余量之和。
2.3 刀具半径补偿在加工中的应用
2.3.1 利用刀具半径补偿,简化程序的编制计算量
当使用半径为R的圆柱铣刀加工工件轮廓时,如果数控系统不具备刀具半径补偿功能,那么必须要按照偏离轮廓距离为R的刀具中心运动轨迹的数据来编程,也就是说在加工工件轮廓时,要想得到实际的工件轮廓必须使刀具偏移实际轮廓的一个刀具半径值。
在按等距轮廓线编程后,若刀具半径改变或刀具磨损后,要想加工出满足要求的轮廓尺寸,就必须再次改变等距线宽度重新编程。
这样会给编程加工带来很大的麻烦。
对于有刀具半径补偿功能的数控系统,就不必计算刀具中心的运动轨迹,只要按照被加工工件的轮廓编程,同时在程序中给出刀具半径的补偿指令,数控系统会自动计算后,偏置一定的距离后进行走刀,加工出程序轮廓的工件,大大方便了计算,简化了编程的工作。
2.3.2 应用刀具半径补偿,调用同一程序铣削零件的内轮廓和外轮廓
在加工同一公称尺寸的内轮廓和外轮廓时(即凸、凹型面),可以按零件的轮廓来编程,并将其设置为子程序。
在编制主程序时,充分利用刀具半径补偿功能G41或G42指令,并在加工前将刀具半径设定为刀具半径补偿值输入到对应的补偿地址,然后通过调用子程序的方法,就可实现刀具半径自动补偿,完成内外轮廓的加工。
另外,也可以将内外轮廓编写为同一程序(如统一按外轮廓编程),在加工外轮廓时,将偏置值设为+D,刀具中心将沿轮廓外侧切削;当加工内轮廓时,
将偏置值设为-D,这时刀具中心将沿轮廓内侧
切削。
2.3.3 运用刀具半径补偿,实现零件的粗精加工
在编制程序时,结合子程序调用,只要编制精加工程序,通过改变当前刀具的半径补偿值就可以实现对轮廓的粗加工与精加工。
当把刀具半径补偿值改大,在加工外轮廓时,其外形尺寸就会变大;在加工内型腔时,其内轮廓尺寸就会变小。
如此,可以根据轮廓与加工余量的大小,通过适当修改(放大)刀具半径补偿值来进行轮廓的粗加工与半精加工。
半精加工后对工件进行实际测量,根据测量值与图样尺寸进行比较后,修改精加工时的刀具半径补偿值,再对工件进行精加工。
这样就可以满足加工的要求,加工出合格的产品。
2.3.4 利用刀具半径补偿,提高工件的加工精度
当刀具磨损或刀具重磨后,刀具半径将发生变化,即刀具半径将变小,这时可通过修改对应的刀具半径补偿值,减少由于刀具磨损等造成的加工误差,以提高工件的加工精度。
另外,在进行首件试切时,为保证首件产品质量合格,而不至于浪费材料,也采取改变刀具半径补偿值的方法来实现。
即通过进行试切后,根据实际测量值,再修改对应的刀具半径补偿值,而后进行半精加工与精加工,直到尺寸精度等都符合技术要求,即首件试切合格后转入批量生产。
刀具半径补偿功能有很重要的用途。
在程序编制的过程中若能充分利用刀具半径补偿功能的优势,结合子程序调用或宏程序来综合应用,不仅还可以解决任意的内外轮廓的倒角、倒圆角,而且还降低了编程的难度、节约了时间、简化了编程,大大的提高了生产效率。
参考文献
[1]王荣兴.加工中心培训教程[M].北京:机械工业出版社,2006.
[2]黎向荣.数控机床编程与操作[M].北京:电子工业出版社,2009.。