数控车零件图
- 格式:ppt
- 大小:3.77 MB
- 文档页数:36

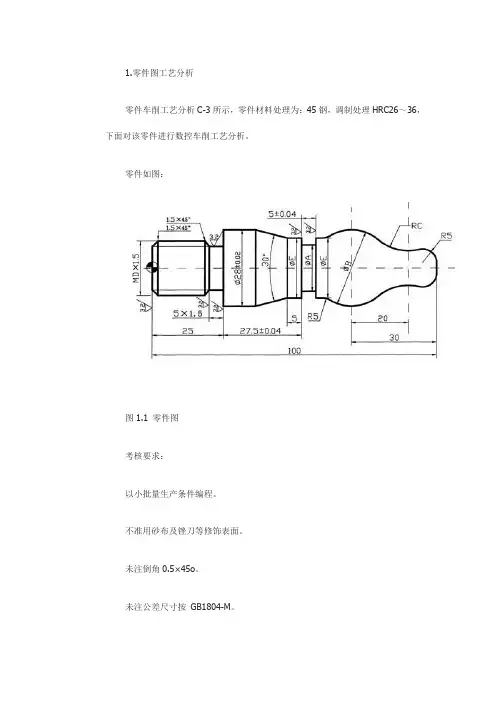
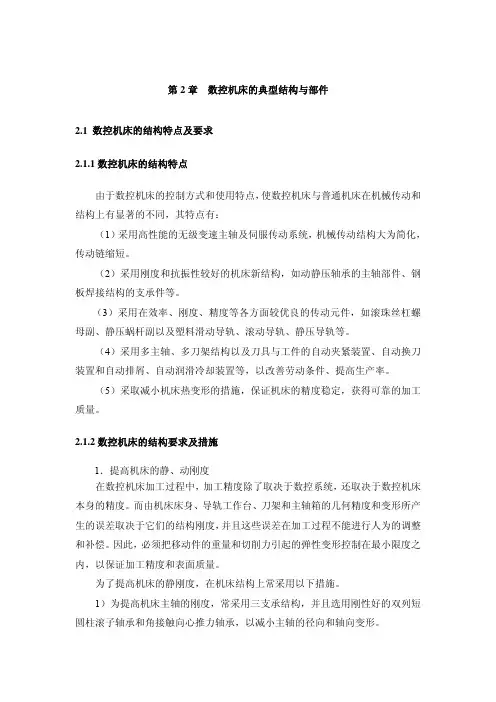
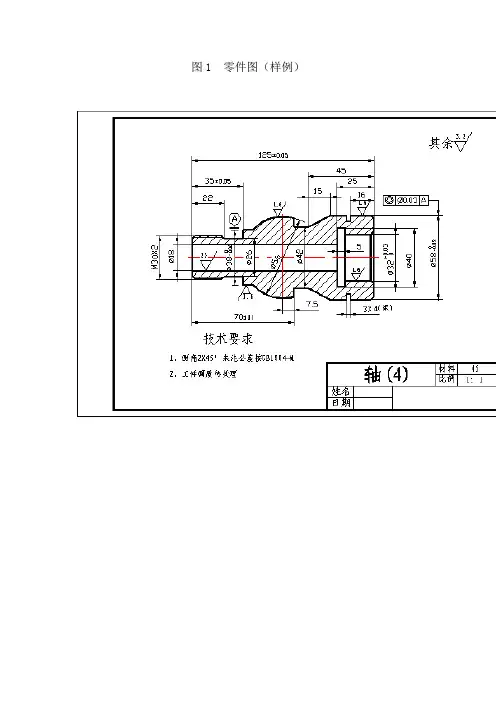
1.零件图工艺分析零件车削工艺分析C-3所示,零件材料处理为:45钢,调制处理HRC26~36,下面对该零件进行数控车削工艺分析。
零件如图:图1.1 零件图考核要求:以小批量生产条件编程。
不准用砂布及锉刀等修饰表面。
未注倒角0.5×45o。
未注公差尺寸按GB1804-M。
5、有关参数:考生抽签决定按1~4组数据进行加工。
A B C D E1组18 2816 20 222组18.5 28.516.5 20.5 22.53组19 2917 21 234组19.5 29.517.5 21.5 23.51.1数控加工工艺基本特点数控机床加工工艺与普通机床加工原则上基本相同,但数控机床是自动进行加工,因而有如下特点:①数控加工的工序内容比普通机床的加工内容复杂,加工的精度高,加工的表面质量高,加工的内容较丰富。
②数控机床加工程序的编制比普通机床工艺编制要复杂些。
这是因为数控机床加工存在对刀、换刀以及退刀等特点,这都无一例外的变成程序内容,正是由于这个特点,促使对加工程序正确性和合理性要求极高,不能有丝毫的差错。
否则加工不出合格的零件。
在编程前我们一定要对零件进行工艺分析,这是必不|<< << < 1 2 3 4 5 6 7 8 9 10 > >> >>| 可少的一步,如图C3我要对该零件进行精度分析,选择加工方法、拟定加工方案、选择合理的刀具、确定切削用量。
该零件由螺纹、圆柱、圆锥、圆弧、槽等表面组成,其中由较严格直径尺寸精度要求的如Φ28±0.02mm,фmm,轴线长度的精度如5±0.04mm,27.5±0.04mm,粗糙度3.2μm,球面Sфmm。
可控制球面形状精度、30°的锥度等要求。
经上面的分析,我可以采用一下几点工艺措施:(1)零件上由精度较高的尺寸数据如圆柱ф28±0.02mm、фmm,轴向长度5±0.04mm、27.5±0.04mm,球Sфmm,在加工时为了保证其尺寸精度应取其中间值分别取值为ф28mm、ф23.005mm长度5mm,27.5mm,球Sф29.015mm即可。
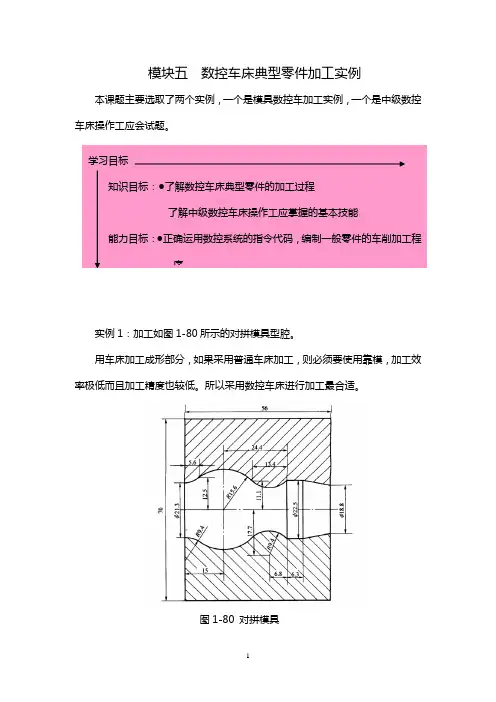
模块五数控车床典型零件加工实例本课题主要选取了两个实例,一个是模具数控车加工实例,一个是中级数控车床操作工应会试题。
学习目标知识目标:●了解数控车床典型零件的加工过程了解中级数控车床操作工应掌握的基本技能能力目标:●正确运用数控系统的指令代码,编制一般零件的车削加工程序。
实例1:加工如图1-80所示的对拼模具型腔。
用车床加工成形部分,如果采用普通车床加工,则必须要使用靠模,加工效率极低而且加工精度也较低。
所以采用数控车床进行加工最合适。
图1-80 对拼模具1.加工准备1)将两拼块分别加工成形。
2)在两拼块上装导钉,一端与下模板过渡配合,另一端与上模板间隙配合。
3)两拼块合装后外形尺寸磨正,对合平面磨平并保证两拼块厚度一致。
4)在花盘上搭角铁,将下模板固定在角铁上,拼合上模板并压紧,用千分表校正后固定角铁,安装示意图如图1-81所示。
图1-81 安装示意图2.所需刀具本工件需要通过钻孔、粗车、精车三个工步加工,钻孔时采用在尾架上装夹φ16mm的钻头手动进给,而粗车和精车则采用自动运行的办法。
粗车时用55°的内孔车刀,刀具号为T01,刀补号为01;精车时用35°的内孔车刀,刀具号为T02,刀补为02。
3.编写加工程序N10 M03 S500N20 T0101N30 G00 X0 Z3.0N40 G01 Z-30.0 F0.5N60 G01 Z-57.0N70 G00 X0N80 G00 Z-31.6N90 G01 X24.4 F0.2N100 G01 Z-50.4N110 G00 X0N120 Z3.0N130 G01 X18.3 Z3.0 F0.3N140 Z0N150 X22.0 Z-10.1N160 W-6.3N170 G02 X21.7 W-13.4 I6.45 J-6.8 N180 G03 X24.5 Z-50.4 I-11.1 J-11.0 N190 GO2 X20.8 Z-56.0 I7.55 J-5.6 N200 G01 X0N210 G00 Z200.0N220 G00 X200.0 T0100N230 T0202N240 G00 Z3.0N250 G01 X18.8 Z3.0 F0.3N260 Z0N280 W-6.3N290 G02 X22.2 W-13.4 I6.45 J-6.8N300 G03 X25.0 Z-50.4 I-11.1 J-11N310 G02 X21.3 Z-56.0 I7.55 J-5.6N320 G01 Z-58.0N330 G00 X0N340 G00 Z100.0N350 G00 X200.0 T0200N360 M05N370 M304.加工过程1)在尾架上装φ16mm的钻头,手动进给钻穿工件。
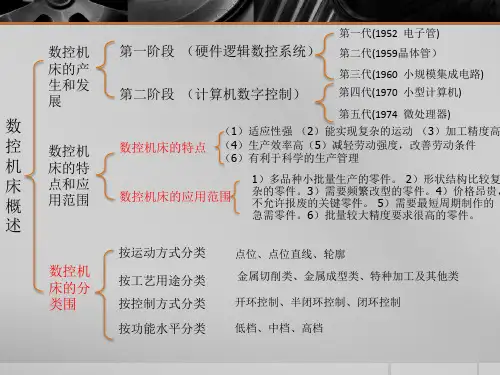
第2章数控机床的典型结构与部件2.1 数控机床的结构特点及要求2.1.1数控机床的结构特点由于数控机床的控制方式和使用特点,使数控机床与普通机床在机械传动和结构上有显著的不同,其特点有:(1)采用高性能的无级变速主轴及伺服传动系统,机械传动结构大为简化,传动链缩短。
(2)采用刚度和抗振性较好的机床新结构,如动静压轴承的主轴部件、钢板焊接结构的支承件等。
(3)采用在效率、刚度、精度等各方面较优良的传动元件,如滚珠丝杠螺母副、静压蜗杆副以及塑料滑动导轨、滚动导轨、静压导轨等。
(4)采用多主轴、多刀架结构以及刀具与工件的自动夹紧装置、自动换刀装置和自动排屑、自动润滑冷却装置等,以改善劳动条件、提高生产率。
(5)采取减小机床热变形的措施,保证机床的精度稳定,获得可靠的加工质量。
2.1.2数控机床的结构要求及措施1.提高机床的静、动刚度在数控机床加工过程中,加工精度除了取决于数控系统,还取决于数控机床本身的精度。
而由机床床身、导轨工作台、刀架和主轴箱的几何精度和变形所产生的误差取决于它们的结构刚度,并且这些误差在加工过程不能进行人为的调整和补偿。
因此,必须把移动件的重量和切削力引起的弹性变形控制在最小限度之内,以保证加工精度和表面质量。
为了提高机床的静刚度,在机床结构上常采用以下措施。
1)为提高机床主轴的刚度,常采用三支承结构,并且选用刚性好的双列短圆柱滚子轴承和角接触向心推力轴承,以减小主轴的径向和轴向变形。
2)为提高机床整体的刚度,常采用筋板结构。
表2-1给出了方形截面立柱在加筋前后的静刚度比值。
从表中可以看出,加筋板后相对弯曲刚度和扭转刚度均提高。
表2-1 方形截面立柱加筋前后的静刚度比值加筋形式相对质量相对弯曲刚度相对扭曲刚度1 1 11.24 1.17 1.381.34 1.21 8.861.63 1.32 17.73)在大型数控机床中,移动载荷对机床边形有较大的影响。
常采用液压平衡和重快平衡来减少构件的变形,如图2-1所示,利用重块有效地减小主轴箱左右移动对横梁变形的影响。

数控车床加工零件图纸引言数控车床加工是一种高精度、高效率的加工方法,能够完成各种复杂的零件加工任务。
为了保证加工的精度和准确性,对于需要加工的零件,必须使用图纸进行设计和规划。
本文将介绍数控车床加工零件图纸的要素和规范。
数控车床加工零件图纸要素数控车床加工零件图纸是对待加工零件的几何形状、尺寸和表面质量进行详细描述的图形表示。
一个完整的数控车床加工零件图纸包括以下要素:1. 标题框标题框是图纸的第一个部分,用来标识零件的名称、编号、图纸作者、日期等信息。
标题框的位置通常位于图纸的右上角。
2. 尺寸标注尺寸标注是图纸中最重要的要素之一,用来表示零件的尺寸大小。
尺寸标注分为线性尺寸和角度尺寸两种。
线性尺寸标注通常使用实线,而角度尺寸标注通常使用弧线。
尺寸标注应该清晰、准确地标明零件的实际尺寸。
3. 几何标注几何标注用来表示零件的几何形状特征,如圆孔的直径、直线的长度等。
几何标注通常使用实线和虚线来表示,虚线部分表示零件的隐含几何形状。
4. 表面质量标注表面质量标注用来表示零件的表面粗糙度和平面度要求。
表面质量标注通常使用符号和数字来表示,符号和数字之间使用虚线连接。
表面质量标注应该遵循相应的标准规范。
5. 零件视图零件视图是对待加工零件的几何形状进行三维表示的图形。
零件视图通常由多个正交投影视图组成,包括主视图、俯视图、侧视图等。
零件视图可以使用实线、虚线、剖面线等来表示零件的不同部分。
6. 剖面视图剖面视图是对待加工零件进行切割并从切面观察的图形表示。
对于有复杂内部结构的零件,剖面视图可以帮助我们更好地理解和分析。
数控车床加工零件图纸规范为了确保图纸的可读性和准确性,数控车床加工零件图纸应该遵循一定的规范。
以下是一些常见的规范:1. 零件编号每个零件都应该有一个唯一的编号用来标识和识别。
零件编号应该在标题框中清晰地显示。
2. 尺寸和位置公差尺寸和位置公差是描述零件尺寸和位置容忍度的重要指标。
公差应该根据实际加工要求进行合理的设定。