液态金属的传热与凝固方式
- 格式:doc
- 大小:221.00 KB
- 文档页数:9
液态金属凝固过程中的传热与传质摘要:液态金属熔体中传热和传质过程的改变会影响晶体的形核和生长,从而影响凝固组织。
本文介绍了液态金属凝固的原理,凝固过程中传热“一热、二迁、三传”的特点,以及凝固过程中的传质及其基本问题。
传热与传质的研究方法包括解析法、实验法、数值模拟法等。
我国许多研究者对凝固过程中的传热和传质问题进行了研究,高新技术方面热质传递现象的机理和特有规律是今后重点发展的研究领域。
关键词:金属凝固;传热和传质;界面;溶质再分配在金属的热态成形过程中,常常伴随着金属液的流动、气体的流动、金属件内部和它周围介质间的热量交换和物质转移现象,即动量传输、热量传输和质量传输现象。
液态金属熔体中传热和传质过程的改变会影响晶体的形核和生长,从而影响凝固组织[1-2]。
因此,只有正确和深入研究金属凝固过程中的传输现象,才能有助于建立正确的凝固过程理论模型。
1 金属凝固过程的传热与传质1.1 金属凝固过程中的传热在凝固过程中,伴随着潜热的释放、液相与固相降温放出物理热,定向凝固时,还需外加热源使凝固过程以特定的方式进行,各种热流被及时导出,凝固才能维持。
宏观上讲,凝固方式和进程主要是由热流控制的。
金属凝固过程的传热特点可以简明的归结为“一热、二迁、三传”[3-5]。
“一热”即在凝固过程中热量的传输是第一重要的,它是金属凝固过程能否进行的驱动力。
凝固过程首先是从液体金属传出热量开始的。
高温的液体金属浇入温度较低的铸型时,金属所含的热量通过液体金属、已凝固的固体金属、金属-铸型的界面和铸型的热阻而传出。
凝固是一个有热源非稳态传热过程。
“二迁”指在金属凝固时存在着两个界面,即固相-液相间界面和金属-铸型间界面,这两个界面随着凝固进程而发生动态迁移,并使得界面上的传热现象变得极为复杂。
图1为纯金属浇入铸型后发生的传热模型示意,由图可见在凝固过程中随着固相-液相间界面向液相区域迁移,液态金属逐步变为固态,并在凝固前沿释放出凝固潜热,并随着凝固进程而非线性地变化。
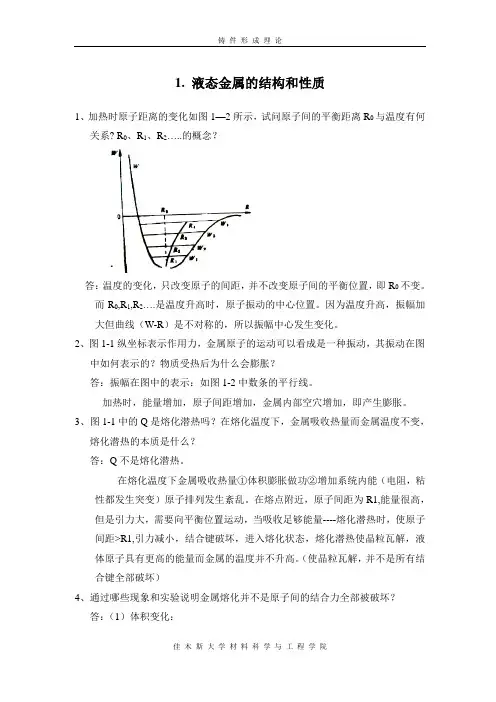
1. 液态金属的结构和性质1、加热时原子距离的变化如图1—2所示,试问原子间的平衡距离R0与温度有何关系? R0、R1、R2…..的概念?答:温度的变化,只改变原子的间距,并不改变原子间的平衡位置,即R0不变。
而R0,R1,R2….是温度升高时,原子振动的中心位置。
因为温度升高,振幅加大但曲线(W-R)是不对称的,所以振幅中心发生变化。
2、图1-1纵坐标表示作用力,金属原子的运动可以看成是一种振动,其振动在图中如何表示的?物质受热后为什么会膨胀?答:振幅在图中的表示:如图1-2中数条的平行线。
加热时,能量增加,原子间距增加,金属内部空穴增加,即产生膨胀。
3、图1-1中的Q是熔化潜热吗?在熔化温度下,金属吸收热量而金属温度不变,熔化潜热的本质是什么?答:Q不是熔化潜热。
在熔化温度下金属吸收热量①体积膨胀做功②增加系统内能(电阻,粘性都发生突变)原子排列发生紊乱。
在熔点附近,原子间距为R1,能量很高,但是引力大,需要向平衡位置运动,当吸收足够能量----熔化潜热时,使原子间距>R1,引力减小,结合键破坏,进入熔化状态,熔化潜热使晶粒瓦解,液体原子具有更高的能量而金属的温度并不升高。
(使晶粒瓦解,并不是所有结合键全部破坏)4、通过哪些现象和实验说明金属熔化并不是原子间的结合力全部被破坏?答:(1)体积变化:固态—气态:体积无限膨胀。
固态到液态,体积仅增加3~5%,原子间距仅增加1~1.5%。
(2)熵值变化:△Sm/△S 仅为0.13~0.54%(3)熔化潜热:原子结合键只破坏了百分之几(4)X 线衍射分析:液态金属原子分布曲线波动于平衡密度曲线上下第一峰位置和固态衍射线极为相近,其配位数也相近,第二峰值亦近似。
距离再大,则与固态衍射线远了,液态金属中原子的排列在几个原子间距的范围内,与其固态的排列方式基本一致。
5、纯金属和实际金属在结构上有何异同?试分析铸铁的液态结构。
答:纯金属的液态结构:接近熔点的液态金属是由和原子晶体显微晶体和“空穴”组成。
连铸坯的凝固原理
连铸坯的凝固原理是指在连续铸造过程中,将液态金属通过连铸机的直接接触传热,使其迅速凝固成为固态坯料。
其凝固原理主要包括以下几个方面:
1. 凝固传热:连铸坯的凝固过程是通过凝固传热实现的。
当液态金属与凝固器壁接触时,通过壁传导热量,将热量从液体中抽取,使其温度下降,从而引起凝固。
凝固过程中,液态金属中的热量逐渐转移到凝固器壁上,使液态金属凝固。
2. 菌晶凝固:连铸坯的凝固过程中形成的是菌晶结构。
在凝固过程中,凝固核的形成与扩展是菌晶凝固的核心。
凝固核的形成主要通过异质核形成机制,即固相杂质在液相中起到导向凝固核形成的作用。
在凝固核形成之后,扩展也是通过液态金属中的固相杂质扩散到凝固界面来实现的。
3. 凝固前区域形态演变:连铸坯凝固前区域是指离开凝固器壁距离较远的区域,此区域的凝固过程是从纯凝固到凝固核形成的过程。
在这个过程中,液态金属的温度逐渐下降,会引起结晶核的形成和繁殖。
在凝固前区域中,由于热量的传导和质量的迁移,形成了柱状晶区。
4. 凝固后区域形态演变:连铸坯凝固后区域是指靠近凝固器壁边界附近的区域,此区域的凝固过程是进一步形成坯料的过程。
在凝固后区域中,凝固核逐渐形成,晶核之间相互连结,最终形成了连续的晶体结构。
连铸坯的凝固原理是液态金属通过传导传热和纯凝固形成晶核,然后通过晶核的繁殖和晶体的连结形成连续的晶体结构,最终实现连铸坯的凝固。
第9章液态金属在特殊条件下的凝固及成形2概述液态金属在特殊条件下的凝固及成形是一个研究领域,它涉及到利用高温和高压条件下的金属熔体材料的特殊性质,使其在固态下表现出优异的性能和形状。
这一领域的研究对于开发制造新型材料和提高材料性能具有重要意义。
本文将从液态金属的特点、凝固过程和成形方法等方面进行概述,以探讨液态金属在特殊条件下的凝固及成形的相关研究进展。
首先,我们来看一下液态金属的一些基本特点。
不同于传统固态材料,液态金属具有较低的黏度和较高的导热性能,这使得它们在高温下容易流动和传热。
此外,液态金属在固态下具有良好的电导率和机械性能,这使得它们在成形过程中能够保持较高的导电和机械稳定性。
液态金属在凝固过程中的特殊性质使其表现出与传统凝固方法不同的行为。
一种常用的凝固方法是在导热性好的介质中进行凝固,通常称为渗透凝固。
在渗透凝固过程中,液态金属从外部环境中吸热,逐渐凝固形成固态材料。
由于液态金属的高导热性能,其熔体可以迅速充满整个渗透体,从而实现较快的凝固。
此外,由于液态金属的高流动性,其凝固时常常表现出多晶固态材料中的晶界移动、晶粒合并和细化等现象。
除了渗透凝固外,还有一些其他的凝固方法可以应用于液态金属。
例如,快速凝固是一种将液态金属迅速冷却成固态的方法,通常通过液态金属熔滴在冷却介质中的快速凝固来实现。
由于凝固速度非常快,液态金属无法形成固态结构,因此快速凝固一般会产生非晶态或亚晶态材料,这些材料具有较好的力学性能。
此外,还有一些其他的凝固方法,如微重力凝固和高压凝固等,可以通过控制不同的条件来调控凝固过程中的微观结构和性能。
液态金属在凝固后可以通过不同的成形方法来加工成所需的形状和尺寸。
一种常用的成形方法是利用热压成形,即将固态的金属材料加热到一定温度,然后施加压力使其塑性变形并保持固态结构。
另一种方法是利用粉末冶金成形,即将液态金属凝固成粉末,然后通过压制和烧结等方法来制备复杂形状的金属制品。
液态金属热界面材料
液态金属热界面材料是一种用于热传导的材料,由液态金属制成。
它通常用于电子设备、机械设备、汽车和航天器等领域。
液态金属热界面材料的主要特点是其优异的热导性能。
液态金属能够通过皮肤效应与表面接触并形成强大的热接触,从而提高传热效率。
此外,液态金属热界面材料还具有优异的可变形性和可塑性,能够适应不同的接触面形状和表面粗糙度,从而保证热传导的均匀性。
液态金属热界面材料的制备通常采用冷却淬火法或快速凝固法。
这些方法能够在短时间内将液态金属冷却到室温以下,形成非晶态结构,从而保证其优异的热导性能。
与传统的固态热界面材料相比,液态金属热界面材料具有更高的热传导系数、更好的可塑性和更好的适应性。
因此,它成为了热管理领域的重要材料之一。
未来,液态金属热界面材料将有望在更多领域得到应用,为各行各业的发展提供更好的热管理解决方案。
- 1 -。
液态金属凝固过程中的传热与传质摘要:液态金属熔体中传热和传质过程的改变会影响晶体的形核和生长,从而影响凝固组织。
本文介绍了液态金属凝固的原理,凝固过程中传热“一热、二迁、三传”的特点,以及凝固过程中的传质及其基本问题。
传热与传质的研究方法包括解析法、实验法、数值模拟法等。
我国许多研究者对凝固过程中的传热和传质问题进行了研究,高新技术方面热质传递现象的机理和特有规律是今后重点发展的研究领域。
会形成一个间隙(也称气隙),因此这里的传热不知是一种简单的传导,而是同时存在微观的对流和辐射传热。
“三传”即金属的凝固过程是一个同时包含动量传输、质量传输和热量传输的三传耦合的三维传热物理过程。
在热量传输过程中也同时存在有导热、对流和辐射换热三种传热方式。
一个从宏观上看是一维传热的单向凝固的金属,由于凝固过程中的界面现象使传热过程在微观变得非常复杂。
当固/液界面是凹凸不平或生长为枝晶状时,在这个凝固前沿上,热总是垂直于这些界面的不同方位从液相传入固相,因而发生微观的三维传热现象。
在金属和铸型界面上的传热也不只是一种简单的传导,而是同时存在微观的对流和辐射传热。
图1 纯金属在铸型中凝固时的传热模型K-导热,C-对流,R-辐射,N-牛顿界面换热1.2金属凝固过程中的传质金属液凝固时出现的固相成分常与液相成分不同,引起固相、液相内成分分布的不均匀,于是在金属凝固时固相层增厚的同时出现了组分的迁移过程,即传质。
凝固过程的溶质传输决定着凝固组织中的成分分布,并影响到凝固组织结构。
金属的凝固过程,其传质问题直接和金属的凝固方式相关联,主要研究几种基本传质问题:①金属凝固过程中整个凝固体系内溶质的变化;②金属以平界面方式凝固时凝固过程的溶质变化;③金属以枝晶方式凝固时凝固过程的溶质变化。
平界面凝固过程中的传质与溶质再分配是最基本的传质问题,对许多复杂传质问题的研究是在此基础上进行的。
主要包括:(1)平衡凝固条件下的溶质再分配;(2)固相无扩散而液相均匀混合的溶质再分配;(3)固相无扩散,液相中有扩散而无对流的溶质再分配;(4)液相中部分混合(对流)的溶质再分配。
第五章 液态金属的传热与凝固方式1. 试分析铸件在金属型,砂型,保温型中凝固时的传热过程,并讨论在上述几种情况影响传热的限制性环节及温度场的特点。
答: (1)砂型:2λ 远小于1λ ,铸件冷却缓慢断面上的温差很小,而铸型内表面被铸件加热到很高的温度,而外表面仍处于较低的温度。
砂型本身的热物理性质是主要因素(限制环节)。
(2)金属型:a.铸件较厚,涂料较厚。
铸件的冷却和铸型的加热都不十分激烈,大部分温度降在中间层,而铸型和铸件上温度分布均匀。
传热过程主要取决于涂料层的热物理性质。
b.当涂料层很厚时,铸件的冷却和铸型的加热都很激烈,有明显的温度梯度界面热量很小,可忽略。
传热过程取决于铸件、铸型的热物理性质。
(3)保温型:与砂型情况类似,只是铸型比铸件的冷却更缓慢,铸型界面处温度梯度较大,而外部温度低(接近金属型后涂料)。
2.试应用凝固动态曲线分析铸件的凝固特征,根据铸件的动态凝固曲线能否判断其停止流动的过程。
答:①某一时刻的各区宽度,L 、L+S 、S 、L+S 宽度分别为,逐层、体积、中间凝固方式。
②结壳早晚:停止流动的过程:两线重合或垂直距离小,流动管道中晶体长大阻塞而停止流动。
两线垂直距离大,液体中析出晶体较多,连成网络而阻塞。
两线垂直中等,管道壁有一部分柱状晶,中心有等轴晶,使剩余的液体停止流动。
3. 试证明铁在熔点浇入铝制容器中,铝型内表明不会熔化。
已知:铁液熔点t 10=1539℃ λ1=23.26()k m w ⋅,k kg J C ⋅=9211,31kg 6900m =ρ铝液熔点660℃,λ2=23.26()k m w ⋅,k kg J C ⋅=9212,3kg6900m =ρ,t 20=20℃。
解:起始边界温度t F21202101b b t b t b t F ++=()()cc t p c b p c b 00F 2222111166064.642k 64.9152.174549.121572092732.1745427315399.121572.17459.12157<==+⨯++⨯=====λλ不会熔化。
液态金属热管(Liquid Metal Heat Pipe)是一种利用液态金属(通常是汞或钠等金属)作为工作流体的热传导装置,用于高效地传输热量。
液态金属热管主要由密封的金属管道、内部的液态金属和蒸汽以及吸收热量的蒸发器和释放热量的冷凝器等组成。
液态金属热管的工作原理如下:
1. 蒸发器:在蒸发器部分,液态金属受热蒸发并变成热蒸汽,吸收热量。
这一过程使得热蒸汽的压强增加。
2. 传热管:热蒸汽在传热管中向外传播,将热量传递到需要散热的地方。
3. 冷凝器:在冷凝器部分,热蒸汽失去热量并冷却成为液态金属,释放出热量。
这使得液态金属的温度降低,形成热量梯度。
4. 重力循环:冷凝的液态金属沿着管道重力流回至蒸发器部分,完成了一个循环。
液态金属热管具有以下优点:
-高热传导性能:液态金属具有较高的导热系数,能够高效传递热量。
-温度稳定性好:液态金属热管能够在不同温度下稳定工作,并且具有快速响应的特性。
-高可靠性:由于液态金属热管没有机械运动部件,因此具有较高的可靠性和寿命。
液态金属热管广泛应用于航空航天领域、电子散热、工业炉窑以及核能系统等领域,用于有效地传递和控制热量,提高系统的散热效率和稳定性。
金属凝固原理
金属凝固原理是指金属从液态到固态的过程。
在金属熔化后,通过降低温度或进行其他处理,金属开始逐渐凝固。
凝固过程中,金属内部的原子或分子逐渐重新排列并结晶,形成有序的晶体结构,从而形成固态金属。
金属凝固原理基于凝固行为的研究,涉及到熔化、相变、晶体生长等多个方面。
首先,金属在熔化过程中,吸收热量使得金属内部的原子或分子运动加速,失去了原子之间的排列有序性,形成了液态金属。
当温度进一步降低时,金属开始进入凝固阶段。
在凝固的早期,金属内部出现一些微小的核心,这些核心是由一部分原子或分子聚集形成的。
这些核心吸引周围的原子或分子,从而导致晶体生长。
晶体生长过程中,较小的核心会扩大并联系在一起,形成更大的晶体。
在金属凝固过程中,晶体生长的速度取决于多种因素,包括温度、凝固速率、金属成分等。
高温下,原子或分子的运动速度较快,晶体生长速度较快;而低温下,晶体生长速度较慢。
凝固速率越快,金属内部的原子或分子越来越无序,晶体结构越复杂。
凝固过程中,金属的凝固形式也有多种,常见的有均匀凝固和偏析凝固。
均匀凝固指金属内部晶体结构均匀、成分均匀分布的凝固方式,一般适用于成分均匀的金属。
而偏析凝固则是指金属内部存在组分不均匀的现象,即某些金属元素或杂质在凝
固过程中会向其中心或表面区域富集。
综上所述,金属凝固原理是由金属熔化到固态的过程,涉及到熔化、相变、晶体生长等多个方面。
通过研究金属凝固原理,我们可以更好地理解金属的结构与性能,并可以针对不同的凝固条件来控制金属的制备过程。
本章要点:主要讨论凝固过程的液体金属流动和金属的凝固传热特点固传热特点,,包括包括::4 凝固过程的液体金属流动和传热1(1) 枝晶间金属流动的速度方程枝晶间金属流动的速度方程;;(2) 铸锭凝固传热的微分方程及由此确定影响传热的主要因素传热的主要因素。
(3) 三种凝固方式(顺序凝固顺序凝固、、同时凝固同时凝固、、中间凝固)的区别及对应的控制方法在浇筑和凝固过程中在浇筑和凝固过程中,,液体金属时刻在流动 包括对流和枝晶间的黏性流动液体金属流动是一种动量传输过程液体金属流动是一种动量传输过程,,是铸锭成型是铸锭成型、、传热传热、、传质的必要条件浇筑和凝固过程中的特性1 凝固过程液体金属的流动是一种动量传输过程是一种动量传输过程。
浇注时流柱冲击引起的动量对流动量对流。
金属液内温度和浓度不均引起的1.1 液体金属的对流对流成因:3自然对流自然对流。
电磁场或机械搅拌及振动引起的强制对流。
对于连续铸锭对于连续铸锭,,由于浇注和凝固同时进行由于浇注和凝固同时进行,,动量对流会连续不断地影响金属液的凝固过程属液的凝固过程,,如不采取适当措施均布液流不采取适当措施均布液流,,过热金属液就会冲入液穴的下部。
动量对流强烈时动量对流强烈时,,易卷入大量气体易卷入大量气体,,增加金属的二次氧化增加金属的二次氧化,,不利于夹渣的上浮,应尽量避免应尽量避免。
立式半连续铸锭过程中立式半连续铸锭过程中,,在金属液面下垂直导入液流时在金属液面下垂直导入液流时,,其落点周围会形成一个循环流动的区域成一个循环流动的区域,,称为涡流区。
特征是在落点中心产生向下的流股的流股,,在落点周围则引起一向上的流股的流股,,从而造成上下循环的轴向循环对流。
流注冲击引起的对流4影响流注穿透深度因素影响流注穿透深度因素:: 浇筑速度 浇筑温度流注在液穴中的穿透深度:沿液穴轴向对流往下延伸的距离 流注落下高度 结晶器尺寸注管直径流注穿透深度随其下落高度的增加而减小流注下落高度增加,其散乱程度增大,卷入的气体多,气泡浮力对流注的阻碍作用增强浇筑速度增大浇筑速度增大,,流注穿透深度增加结晶器断面尺寸减小结晶器断面尺寸减小,,气泡上浮区域减小气泡上浮区域减小,,存留在流注点下方气泡数量相应增加量相应增加,,对流注阻碍作用增强对流注阻碍作用增强,,流注穿透深度减小结晶器断面尺寸减小结晶器断面尺寸减小,,流注落点周围的涡流增强流注落点周围的涡流增强,,流注轴向速度降低流注轴向速度降低,,穿透深度减小6轴向循环对流轴向循环对流,,还会引起结晶器内金属液面产生水平对流,其方向决定着夹渣的聚集地点其方向决定着夹渣的聚集地点。
液态金属材料液态金属材料是一种特殊的金属材料,与普通固态金属不同,液态金属材料具有一些独特的性质和应用领域。
本文将介绍液态金属材料的定义、性质和应用。
液态金属材料,又称为非晶态金属材料或壳牌金属材料,是指具有非晶态结构的金属材料。
与普通的固态金属材料不同,液态金属材料没有具体的晶格结构,而是具有无序、非晶态的凝固结构。
这种结构使得液态金属材料具有一些特殊的性质。
首先,液态金属材料具有高的熔点和宽的凝固温度范围。
由于其非晶态结构,液态金属材料不像晶体金属那样具有明确的熔点,而是在相当宽的温度范围内逐渐凝固。
这种性质使得液态金属材料可以在广泛的温度和压力条件下应用,具有较好的稳定性和可操作性。
其次,液态金属材料具有优异的物理性能。
液态金属材料的物理性能往往优于晶态金属材料。
例如,液态金属材料具有较高的硬度、强度和韧性,能够承受较高的载荷和应力,具有较好的耐腐蚀性和耐磨损性。
这些特点使得液态金属材料在航空航天、汽车工业、电子技术等领域具有广泛的应用前景。
此外,液态金属材料还具有较好的加工性能。
由于其非晶态结构,液态金属材料可以通过多种方式进行成型和加工,如注射成型、冷喷涂、电磁成形等。
这种加工方式使得液态金属材料可以制备出复杂的形状和结构,具有较高的制备效率和经济性。
液态金属材料在实际应用中有着广泛的应用前景。
首先,液态金属材料可以用于制造高性能工具和装备。
其优异的物理性能和加工性能使得液态金属材料可以制造高硬度、高强度、高耐磨损的工具和装备,如切削工具、磨料轮等,提高了工作效率和使用寿命。
其次,液态金属材料可以用于制造新型的电子器件。
液态金属材料具有良好的导电性和电磁性能,可以制造出高导电率、高磁导率的电子器件,如柔性电路、电磁防护材料等,扩大了电子技术的应用范围。
最后,液态金属材料还可以用于制造高性能航天器和汽车零部件。
液态金属材料具有较高的强度和良好的耐腐蚀性,能够抵御极端的温度和压力条件,使得其可以应用于航天器和汽车零部件的制造,提高了航天器和汽车的安全性和性能。
第五章 液态金属的传热与凝固方式1. 试分析铸件在金属型,砂型,保温型中凝固时的传热过程,并讨论在上述几种情况影响传热的限制性环节及温度场的特点。
答: (1)砂型:2λ 远小于1λ ,铸件冷却缓慢断面上的温差很小,而铸型内表面被铸件加热到很高的温度,而外表面仍处于较低的温度。
砂型本身的热物理性质是主要因素(限制环节)。
(2)金属型:a.铸件较厚,涂料较厚。
铸件的冷却和铸型的加热都不十分激烈,大部分温度降在中间层,而铸型和铸件上温度分布均匀。
传热过程主要取决于涂料层的热物理性质。
b.当涂料层很厚时,铸件的冷却和铸型的加热都很激烈,有明显的温度梯度界面热量很小,可忽略。
传热过程取决于铸件、铸型的热物理性质。
(3)保温型:与砂型情况类似,只是铸型比铸件的冷却更缓慢,铸型界面处温度梯度较大,而外部温度低(接近金属型后涂料)。
2.试应用凝固动态曲线分析铸件的凝固特征,根据铸件的动态凝固曲线能否判断其停止流动的过程。
答:①某一时刻的各区宽度,L 、L+S 、S 、L+S 宽度分别为,逐层、体积、中间凝固方式。
②结壳早晚:停止流动的过程:两线重合或垂直距离小,流动管道中晶体长大阻塞而停止流动。
两线垂直距离大,液体中析出晶体较多,连成网络而阻塞。
两线垂直中等,管道壁有一部分柱状晶,中心有等轴晶,使剩余的液体停止流动。
3. 试证明铁在熔点浇入铝制容器中,铝型内表明不会熔化。
已知:铁液熔点t 10=1539℃ λ1=23.26()k m w ⋅,k kg J C ⋅=9211,31kg 6900m =ρ铝液熔点660℃,λ2=23.26()k m w ⋅,k kg J C ⋅=9212,3kg6900m =ρ,t 20=20℃。
解:起始边界温度t F21202101b b t b t b t F ++=()()cc t p c b p c b 00F 2222111166064.642k 64.9152.174549.121572092732.1745427315399.121572.17459.12157<==+⨯++⨯=====λλ不会熔化。
4. 用契福利诺夫定律计算铸件的凝固时间,误差来源于几方面?半径相同的圆柱和球哪个误差大?大铸件与小铸件哪个误差大?金属型和砂型哪个误差大?契福利诺夫定律:22KR =τ答:⑴误差来自:①金属型和接触面是无限大的平面,铸件和铸型的壁厚都是半无限大的; ②与金属液接触的铸型表面温度浇注后立即达到金属表面温度,且以后保持结壳晚结壳早结壳正常不变;③凝固时在恒温下进行的;④除结晶潜热外,在凝固过程中没有任何其他能量析出,如化学反应等。
⑤铸型和金属的热物理性质不随时间变化 ⑥金属液对流作用所引起的温度场改变忽略不计。
⑵①.半径相同的球和柱体: 圆柱体:,34.r 2.2.2342rr l R rl r l r ===ππππ球:应该是球的误差大于圆柱的,因为若是长圆柱的两端面近乎散热,而球整个表面积均散热,与半无限大件相差更远。
② 大件和小件:小件误差大,因为小件个方面均散热,与半无限大的物件相距很远。
③金属型和砂型:金属型误差大,远离半无限大 。
5. 在下列三种情况下直径为100mm 纯铁球的凝固时间:1)无过热在砂型中凝固, 2)无过热在铁型中凝固, 3)过热在100℃的砂型中凝固; 答:1)无过热在砂型中凝固()()()()[]()()()()()()()()()mi n 5.313.189184.31671084.30167.0/1084.346758218816.179648483740268000750020-1425.76392k c 100)334.81078.50167.01078.52680007500.20647164342647164341208720164341500120871643471003.54464.61c b 2(mi n )3.181004.50167.0/1004.52680007500207.142563927.14256391208720639150012087]t [.2)(0167.063/268/1208775004.83726.23./26.23,/7500,./4.83720t 1500t 7.985,1...2/639/9.638b 22442332242242120201s 112021122211311111120102200112122222121212121==⎪⎭⎫ ⎝⎛=⎪⎭⎫ ⎝⎛⨯=⨯==+⨯==⎪⎭⎫ ⎝⎛⨯=⨯=⨯-⨯==+⨯+⨯==⨯⨯===⎪⎭⎫ ⎝⎛⨯==⨯=⨯-⨯==+⨯+⨯=++=-+-========⨯⨯========-====--s s m s k t K R s m k c b b t b t b t t c L t t b K m Dr s v R K R kg kj L cs m J b c m W m kg c kg J c c b c c s t t s v b l cs m J cs m J c F F F τπτπρλτπρπτλρρλτρπτρλ在砂型中凝固过热无过热在铁型中凝固,错选工艺及原理:浇. )()()()[]()()()()()()()()()mi n 5.313.189184.31671084.30167.0/1084.346758218816.179648483740268000750020-1425.76392k c 100)334.81078.50167.01078.52680007500.20647164342647164341208720164341500120871643471003.54464.61c b 2(mi n )3.181004.50167.0/1004.52680007500207.142563927.14256391208720639150012087]t [.2)(0167.063/268/1208775004.83726.23./26.23,/7500,./4.83720t 1500t 7.985,1...2/639/9.638b 22442332242242120201s 112021122211311111120102200112122222121212121==⎪⎭⎫⎝⎛=⎪⎭⎫ ⎝⎛⨯=⨯==+⨯==⎪⎭⎫⎝⎛⨯=⨯=⨯-⨯==+⨯+⨯==⨯⨯===⎪⎭⎫ ⎝⎛⨯==⨯=⨯-⨯==+⨯+⨯=++=-+-========⨯⨯========-====--s s m sk t K R s m k c b b t b t b t t c L t t b K m D r sv R K R kgkj L cs m J b c m W m kg c kg J c c b c c s t t s v b l cs m J cs m J c F F F τπτπρλτπρπτλρρλτρπτρλ在砂型中凝固过热无过热在铁型中凝固,错选工艺及原理:浇 \ 6. 产生厚为250mm 厚的铝板,在无过热的情况下注入砂型 1)求凝固时间。
2)用数学分析法求在铸件表面62.5mm 和热中心两点额冷却曲线。
答:x=62.5mm 时()⎪⎪⎭⎫⎝⎛-+=τ110125.62a erf t t t t F F 当x=12.5,热中心时()⎪⎪⎭⎫⎝⎛-+=τ110125.12a erf t t t t F F 给定不同的时间τ,求出对应的1t 即可绘制出曲线。
7.一面为砂型,另一面某种专用材料制成的铸型中浇铸厚度为50mm 铝板,浇铸 时无过热,凝固后检验其组织,在位于砂型37.5mm 处发现轴线缩松,计算专用材料的蓄热系数。
()()[]()()()()()()℃℃其中,同理②℃替换①用浇4.637639174542063966017454660.639,17454222135.375.12639222212021011021202202120212025.02222222201120222221120222=+⨯+⨯=++===='-'-=''-'''⇒-=⋅⋅=⨯='='⇒'='∴'=-'⨯-=''='⇒''=∴''=-+-=='-b b t b t b t t b b t t b t t b k k Lt t b k L t t b k s m J b b b b b b t t b L L t t b k k k kk kk k t t t t C L t t b k kF F F F F m m Fm s F ρπρπξξξξρπρπξξξξξξρπξτ砂型专用材料b2`37.512.5()2063035.089.6105.125.37035.089.610035.0174541745411170386.39451820174542011519460204.6376392017454202011519640174542066017454222222222222222221202101='⇒'='+='=''+='⇒⨯''+='+'=⎪⎪⎭⎫ ⎝⎛-'+'+'-='∴⨯'+⨯'+='+⨯'+⨯='+''+='b b b b b k k b b b b b b b k k b b b b b b t b t b t F 即,ξξ8. 对下列金属试样计算凝固层厚度与凝固时间的关系曲线。
1)纯铁液无过热砂型; 2)纯铝液过热砂型;3)纯铁液注入800℃的保温型中; 4)纯铝液注入到石膏型中; 5)试分析影响τξ-的曲线因素; 答:1)用5题的结果:)(1004.5422m k kττξξτ-⨯==⇒=2) 用6题的结果:τξk =3)保温铸型按石膏铸型:℃,,8000.84,C 144048.020222====t ρλ 4)熟石膏:48.0C 144048.02020====,,℃,ρλt5)试分析影响因素:()()[]即合金本身的性质。
、⑤铸件:④铸件:③铸型:、、②铸件:①铸型:主要取决于浇s s F t t t b b t t C L t t b k k L C 2:102011111202ρρπ-+-=9.已知厚为50mm 的板材铸件在砂型中的凝固时间为6min ,在保温铸型中的凝固时间为20min ,如采用复合铸型(即一面为砂型,一面为保温铸型),欲在切削后得到47mm 厚的密致板件,铸件厚度最少应为多大?()mm7.727.25477.250257.0127210217.7min12.2127210025.06047.01.06025.0047.0mm4710217.71210025.0025.06020101318.11016025.0106025.010625.010361025.0360025.0025.0606025.02525042222214222311232222121212222=+==⨯⨯====⨯⎪⎭⎫⎝⎛⨯=⨯==⨯==⇒=⨯⨯=⋅=⨯⎪⎭⎫ ⎝⎛=⨯⎪⎭⎫ ⎝⎛=⨯⨯===⨯⇒=====----铸件最小壁厚为保温则:证因砂型边凝固的快,保保温:故,,mm m k s k k k k k k mmm mm k τξτξξτδξδ10.试确定如下两种铸件的凝固时间(均为无过热注入砂型)。