铜电解精炼——电流效率的测定
- 格式:doc
- 大小:46.00 KB
- 文档页数:3
铜的电解精炼火法精炼产出的精铜品位一般为99.2% ~99.7%,另外还含有0.3% ~0.8%的杂质。
电解精炼的目的就是进一步脱除火法精炼难以除去的、对铜的导电性能和机械性能有损害的杂质,将铜的品位提高到99.95%以上,并且回收火法精炼铜中的有价元素,特别是贵,金属、铂族金属和稀散金属。
铜的电解精炼是将火法精炼铜铸成阳极板,以电解产出的薄铜片(始极片)作为阴极,二者相间地装入盛有电解液(硫酸铜与硫酸的水溶液)的电解槽中,在直流电的作用下,阳极铜进行电化学溶解,阴极上进行纯铜的沉积。
由于化学性质的差异,贵金属和部分杂质进人阳极泥,大部分杂质则以离子形态保留在电解液中,从而实现了铜与杂质的分离。
铜电解所处理的阳极成分(%)一般为:Cu 99.2~99.7,Ni0. 09~0.15,As 0. 02~0.05,Sb 0. 018~0.3,Ag 0. 058~0.1,Au 0. 003~0.007,Bi 0. 0026,Se 0. 017~0.025。
产品一号铜的成分要求(%):Cu+Ag不小于99.95;Bi和P不大于0.001;As、Sb、Sn、Ni不大于0.002;Pb和Zn不大于0.003;硫不大于0.004。
铜电解精炼的原理如下:阳极反应:Cu-2e ==Cu2+EΘCu/Cu2+=0. 34VMe-2e ==Me 2+EΘ2+<0. 34VMe/MeH2O-2e==2H++1/2O2 EΘH2O/O2=1.229VSO42――2e ==SO3+1/2O2 EΘSO42-/O2=2.42V式中Me代表Fe、Ni、Pb、As、Sb等比Cu更负电性的金属,它们从阳极上溶解进入溶液。
H2O和SO42-失去电子的反应由于其电位比铜正,故在正常情况下不会发生。
贵金属的电位更正,不溶解,而进入阳极泥。
阴极反应:Cu2++2e ==Cu EΘCu/Cu2+<0. 34V2H++2e==H2EΘH+/H2=0. 0VMe2++2e ==Me EΘSO42-/O2>0. 34V在这些反应中,具有标准电位比铜正、浓度高的金属离子才可能在阴极上被还原,但它们在阳极不溶解,因此只有铜离子还原是阴极的主要反应。
铜电解精炼——电流效率的测定一、 实验目的1.了解铜电解精炼的基本原理;2.熟悉铜电解精炼的实验方法及电流效率的测定。
二、 基本原理铜的电解精炼,是将火法精炼的铜铸成阳极板,用纯铜薄片作为阴极板,相间地装入电解槽中,用硫酸铜及硫酸的水溶解作电解液,在直流电的作用下,发生下列反应:1.阳极反应Cu-2e=Cu 2+ V 34.0εC u/C u 2=+(1)Me-2e=Me 2+ V 34.0εM e/M e2<+(2)2OH --2e=H 2O+O 2 V 59.1ε2—O/OH 2= (3)SO 42--2e=SO 3+O 2 v 42.2ε2—24O/SO= (4)正常情况下,由于OH -及SO 42-的标准电位远比铜的电位正.(3)、(4)反应不可能进行;电位比铜负的贱金属将在阳极上优先溶解,但其含量很少,贵金属(如Au 、Ag 电位远比铜的电位正,不能进行阳极溶解)和某些金属(如硒、碲等和铜形成不溶解的化合物)不溶。
成为阳极泥沉入槽底;因此,在阳极上进行的主要反应是铜以二价形态溶解。
2.阴极反应)7(V34.0εMee 2Me )6(V0εH e 2H 2)5(V34.0εCu e 2Cu Me /2Me 2H /H 2Cu/Cu222<=+==+==+++++++氢的标准电位较铜负,而氢在铜阴极上析出的超电压又很大,故在正常情况下,(6)式不可能进行,电位较负的贱金属不能在阴极上析出,留在电解液中,待电解液定期净化时除去。
因此在阴极上进行的主要反应是二价铜离子析出,这样,在阴极上析出的铜纯度很高,称为电解铜,简称电铜(含铜量99.98%—99.99%)。
电解精炼时,各种杂质的脱除率均在90%以上。
铜电解精炼时的电流效率,一般系指阴极电流效率而言。
它是电铜实际产量与按照法拉第定律计算的理论产量之比,而以百分数表示的一个指标;它直接影响铜电解精炼的电能消耗,电流效率愈低或槽最压愈高,电能消耗愈大,工厂中的电流效率,在一般情况下,约为95—98%。
第3课铜的电解精炼【复习练习】1.用铁作电极电解CuCl 2溶液。
写出电极反应式。
2.用Ag 作电极电解AgNO 3溶液,写出电极反应式。
【导入新课】 1.铜的电解精炼铜是重要的金属材料,它的主要用途之一是 ,这要求铜具有很高的纯度。
冶炼铜矿石所获得的铜通常含有 、 、 、 、 和 等微量杂质,俗称 。
这些杂质的存在使粗铜的导电性不够理想。
工业上常常通过 除去这些杂质制得精铜。
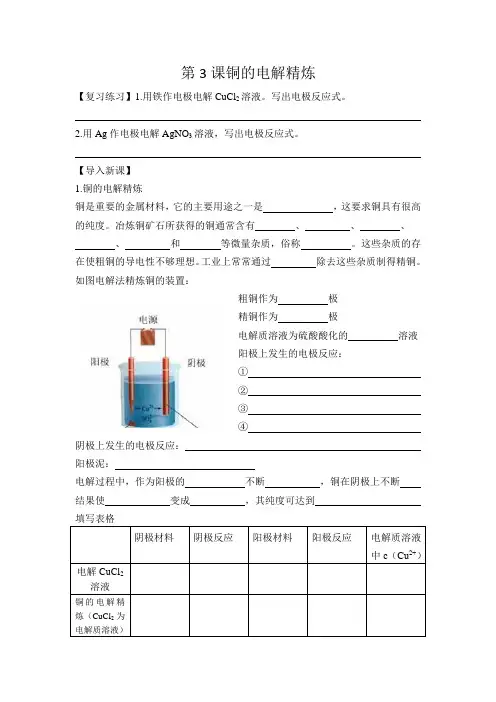
如图电解法精炼铜的装置:粗铜作为 极 精铜作为 极电解质溶液为硫酸酸化的 溶液 阳极上发生的电极反应:① ② ③ ④阴极上发生的电极反应: 阳极泥:电解过程中,作为阳极的 不断 ,铜在阴极上不断 结果使 变成 ,其纯度可达到2.电镀【概念】电镀:电镀的主要目的:【活动·探究】电镀材料:铁钉,铜片,石墨棒,CuSO4溶液,导线,电源任务:镀铜。
请根据电解原理,设计一个给铁钉镀铜的实验方案,确定用什么电极材料,用什么电镀液、镀件做什么极。
小结:电镀时:阴极:;阳极:电解质溶液:铜的电解精炼与电镀都是电解原理在日常生活中的运用【练习】请设计一个给锌镀银的实验方案,画出图形,写出电极反应式【迁移应用】课本P18Na 2C 【练习】1.下列描述中,不符合生产实际的是( ) A .电解熔融的氧化铝制取金属铝,用铁作阳极 B .电解法精炼粗铜,用纯铜作阴极C .电解饱和食盐水制烧碱,用涂镍碳钢网作阴极D .在镀件上电镀锌,用锌作阳极 2.下列关于铜电极的叙述正确的是( ) A .铜锌原电池中铜是正极B .用电解法精炼粗铜时粗铜作阴极C .在镀件上电镀铜时可用金属铜作阳极D .电解稀硫酸制H 2、O 2时铜作阳极3、某学生想制作一种家用环保型消毒液发生器,用石墨作电极电解饱和氯化钠溶液,通电时,为使Cl 2被完全吸收,制得有较强杀菌能力的消毒液,设计了如图的装置,则对电源电极名称和消毒液的主要成分判断正确的是 ( ) A. a 正极,b 负极;NaClO 和NaCl B. a 负极,b 正极;NaClO 和NaCl C. a 阳极,b 阴极;HClO 和NaCl D. a 阴极,b 阳极;HClO 和NaCl4、下列图示中关于铜电极的连接错误..的是5、下列叙述中不正确的是A .电解池的阳极上发生氧化反应,阴极上发生还原反应B .原电池跟电解池连接后,电子从电池负极流向电解池阳极C .电镀时,电镀池里的阳极材料发生氧化作用D .电解饱和食盐水时,阴极得到氢氧化钠溶液和氢气 6、用惰性电极实现电解,下列说法正确的是 A .电解稀硫酸溶液,实质上是电解水,故溶液pH 不变 B .电解稀氢氧化钠溶液,要消耗OH -,故溶液pH 减小C .电解硫酸钠溶液,在阴极上和阳极上析出产物的物质的量之比为1:2D .电解氯化铜溶液,在阴极上和阳极上析出产物的物质的量之比为1:17、用惰性电极电解下列溶液,电解一段时间后,电解液的pH 增大了的是 ( ) A 、H 2SO 4 B 、KOH C 、AgNO 3 D 、Na 2SO 4 8、阳极电极反应式: 阴极电极反应式: 总反应式: 一定时间后,若把电源正负极调换,产生的现象有:计算1、以惰性电极电解CuSO4溶液。

冶金原理实验报告专业班级学号姓名同组成员电极过程动力学一、实验目的通过对铜电极的阳极极化曲线和阴极极化曲线的测定,绘制出极化曲线图,从而进一步加深对电极极化原理以及有关极化曲线理论知识的理解。
通过本实验,熟悉用恒电流法测定极化曲线。
二、实验原理当电池中由某金属和其金属离子组成的电极处于平衡状态时,金属原子失去电子变成离子获得电子变成原子的速度是相等的,在这种情况下的电极称为平衡电极电位。
电解时,由于外电源的作用,电极上有电流通过,电极电位偏高了平衡位,反应以一定的速度进行,以铜电极Cu|Cu2+为例,它的标准平衡电极电位是+0.337V,若电位比这个数值更负一些,就会使Cu2+获得电子的速度速度增加,Cu失去电子的速度减小,平衡被破坏,电极上总的反应是Cu2+析出;反之,若电位比这个数值更正一些,就会使Cu失去电子的速度增加,Cu2+获得电子的速度减小,电极上总的反应是Cu溶解。
这种由于电极上有电流通过而导致电极离开其平衡状态,电极电位偏离其平衡的现象称为极化,如果电位比平衡值更负,因而电极进行还原反应,这种极化称为阴极极化,反之,若电位比平衡值更正,因而电极进行氧化反应,这种极化称为阳极极化。
对于电极过程,常用电流密度来表示反应速度,电流密度愈大,反应速度愈快。
电流密度的单位常用安培/厘米2,安培/米2。
由于电极电位是影响影响电流密度的主要因素,故通常用测定极化曲线的方法来研究电极的极化与电流密度的关系。
一、实验方法及装置本实验电解液为CuSO4溶液(溶液中CuSO4.5H2O浓度为165g/l,H2SO4 180g/l);电极用φ=0.5mm铜丝作为工作电极,铂片电极作为辅助电极。
为了测得不同电流密度下的电极电位,以一个甘汞电极与被测电极组成电池,甘汞电极通过盐桥与被测电极相通,用CHI660B电化学工作站测得不同电流密度下对应的阴极或阳极极化曲线。
装置如图所示3 1——铜丝(工作电极Ф1.0mm);2——铂片(辅助电极);3——甘汞电极;4——盐桥;二、实验步骤1、将铜电极的工作表面用0号金相砂纸磨光,用蒸馏水洗净,用滤纸擦干,然后放入装有CuSO溶液的电解槽中。
铜电解精炼使用电化学噪声测量检测坏铜电解精炼条件B.VEILLEUX-1,FRONT-1,E.GHALI-1and P.R.ROBERGE-21-采矿,冶金和材料工程,Ste-Foy,加拿大魁北克拉瓦尔大学 2-化学和化学工程系,加拿大皇家军事学院,加拿大安大略省的金斯顿收到2001年7月1日,接受2002年6月12日修订的形式关键词:添加剂、氯化铜电解精炼、电化学噪声测量(EN)、频域变换、明胶、胶水、峰度、偏态统计分析、硫脲摘要:使用添加剂硫脲、明胶和氯化铜电解精炼过程中可促进流利的沉淀。
然而,当他们的比率或浓度是不够时,添加剂也可以促进结疤的形成。
进行一个的初步调查确定电化学噪声(EN)测量是否可以用来监视和检测效率低下的铜电解精炼条件不当比率或浓度添加剂。
电化学噪声(EN)测量在实验室模拟工业条件下进行。
进行恒电流实验使用了含有不同浓度的添加剂的合成电解质。
A316LL阴极和工业铜阳极也被应用了。
对三种不同的数据采集频率的影响也进行了调查。
使用统计分析和频域转换来研究电化学噪声(EN)信号作为潜在的时间记录系列。
不同的计算参数给所有条件研究了相似的结果,除非添加剂在电解液导致结疤形成。
数据结果还显示,数据获取频率必须至少10赫兹频率去检测比例不适宜或浓度不好的添加剂。
一、简介在工业铜电解精炼,添加剂如硫代脲(TU),明胶(G)和氯(Cl)被添加到电解浴维持阴极质量和促进平稳阴极沉淀[1,2]。
这些添加剂主要起抑制剂的作用,吸附在阴极表面,他们参加电化学结晶过程[3,4]。
虽然在电解过程中的机制尚未完全了解[3],但是对于阴极沉淀的需求显然被建立了。
但是,当他们的比例或浓度不足[5,6],这些添加剂也有利于结疤形成时。
了解电解浴中每个单独的添加剂的活性浓度,因此裂解浴是非常重要的,以确保更好地控制电化学结晶过程和阴极的质量。
不幸的是,这个工作非常的难,因为不同的有价值的技术很灵敏和耗时的。
铜电解精炼冶金计算
摘要:
一、铜电解精炼概述
二、铜电解精炼的冶金计算
三、铜电解精炼中的物质平衡计算
四、铜电解精炼设备的配置与操作
五、铜电解精炼的经济技术指标
正文:
一、铜电解精炼概述
铜电解精炼是一种重要的金属提炼方法,主要用于粗铜的精炼。
粗铜中含有一定数量的锌、铁、镍等杂质,通过电解的方法可以将铜与这些杂质分离,提高铜的纯度。
铜电解精炼通常采用硫酸铜溶液作为电解质溶液,粗铜作为阳极,纯铜作为阴极。
二、铜电解精炼的冶金计算
在铜电解精炼过程中,需要进行物料平衡计算,以确保电解过程中的物质输入与输出保持平衡。
计算条件包括产量、工作日等。
此外,还需要考虑阳极成分,包括铜、镍、砷、锑、银、铋、硫、氧、金、铅等元素的含量。
三、铜电解精炼中的物质平衡计算
在铜电解精炼过程中,物质平衡计算是关键环节。
根据产量、工作日、阳极成分等因素,可以计算出电解过程中所需的电解质溶液、电流、电力等参数。
同时,还需要考虑电解过程中的损耗和副产物的产生,确保整个电解过程
的平衡性。
四、铜电解精炼设备的配置与操作
铜电解精炼设备主要包括电解槽、阳极、阴极、电解质溶液循环系统、电源等部分。
在操作过程中,需要严格按照操作规程进行,确保设备安全、稳定、高效地运行。
同时,还需要定期对设备进行检查、维护和保养,以延长设备使用寿命。
五、铜电解精炼的经济技术指标
铜电解精炼的经济技术指标主要包括生产成本、生产效率、产品纯度等。
通过优化生产过程、提高设备利用率、降低能耗等措施,可以提高铜电解精炼的经济效益。
浅谈铜电解精炼的电流效率发布时间:2021-07-23T00:12:52.831Z 来源:《防护工程》2021年9期作者:易淑芳曹昌盛刘宇峰范翔马登峰高玉利刘建新[导读] 对于企业来说,运营与发展的基础在于效益,效益无法获得就会使企业面临着倒闭的风险。
大冶有色金属股份有限公司湖北省黄石市 435000摘要:对于企业来说,运营与发展的基础在于效益,效益无法获得就会使企业面临着倒闭的风险。
而地球的资源是极其有限的,其中包括了可以重复使用的资源。
而这些能够重复使用的资源也是有限的。
目前,世界上的铜矿资源的产量也变得愈来愈少,其中铜的再利用就变得极其关键了;然而铜所产生的效率远远比不上铜矿的好,因此,在铜电解精炼的进程中,必须严格掌控生产成本。
基于此,本文对铜电解精炼的电流效率进行了浅谈,希望为相关的研究人员和行业工作人员提供参考。
关键词:铜;电解精炼;电流效率前言铜电解精炼的电流效率一般指的是阴极电流效率,铜在电解精炼的过程中,电流效率易受到各种各样因素的影响,诸如阴极化学溶解、极间短路以及漏电等方面。
然而其中使电流效率降低的最为主要的影响因素为极间短路。
而导致极间短路的主要原因在于阳极物理规格不好,有飞边毛翅或者是凹凸不平,始极片发生弯曲或卷角,阴极析出粗糙、长粒子凸瘤等问题所引起,因此,必须严格控制阳极与始极片的质量。
一、电流效率概述阴极电流效率就是通常所说的铜电解精炼的电流效率。
也就是电解铜的实际产量和按照法拉第宣告计算的理论产量的比较,表示方式为百分数。
如果近阳极计就是阳极电流效率。
因为阳极在溶解的过程中,少量的铜以一价铜离子的形势溶于液体中,所以,才按照二价铜来测算电流效率通常都和阴极电流效率相比要高0.2%——1.7%,而导致电解液内铜的含量持续增长[1]。
铜电解的阴极电流效率通常是(95±3)%电流效率计算公式:阴极电流效率(%)=阴极铜实际产量/法拉第定律计算的阴极铜量×100% ηi=[Q/(q?I?t?N)]×100%在本公式中:ηi——电流效率,%;Q——在电解时间t内析出的阴极铜量,g;q——铜的电化当量,10186g/(A?h);t——电解时间,h;N——电解槽数。
铜电解过程中如何提高电流效率、降低残极率作者:刘延亮来源:《山东工业技术》2015年第18期摘要:铜电解过程中,电流效率和残极率是两项极为重要的经济技术指标,特别是在以钛板——始极片做阴极的传统电解工艺生产过程中,若何提高电流效率、降低残极率将是一个车间不断探索和改进生产的过程。
文中主要介绍了影响电流效率、残极率的因素及在生产实践中采取的措施。
关键词:电流效率;残极率;短路;残极;挑选1 影响电流效率的因素及处理措施1.1 电流效率的计算方式铜的电流效率:η=实际产铜量/理论产铜量(1.186*I电流强度*t通电时间*n出铜槽数*10-6)*100%,式中:实际产铜量为该批铜的过磅重量减去该批次铜始极片重量。
1.2 影响电流效率的因素及处理措施1.2.1 电解槽内阴阳极之间的短路及处理(1)阳极板表面飞边、毛刺比较多,装槽时没有清理彻底造成下槽始极片与阳极板接触形成短路,降低电流效率。
处理措施:阳极板在装槽前进行校正,一般自动化程度较高的企业选用阳极校正机组对板面板耳、校正。
但对于产能较小的企业(5万吨/年)只能采取人工对板耳校正,保证板耳与板面处于垂直并在上槽前将板面飞边毛刺清理掉,对无法校正的阳极板进行挑选,防止下槽使用;(2)传统的电解工艺过程中,阳极板下槽后由于导电排没有定位装置,阳极板在人工调整极距时常会出现一定的偏差,造成始极片在槽内极间距过小形成短路。
处理措施:阳极板下槽后可以用耐酸线绳通过“拉线”的方式将槽内阳极板及槽间阳极板对齐,防止出现极距不一形成的短路;(3)阳极板下槽前酸洗不彻底,导致阳极板下槽后铜粉粘附始极片形成短路。
处理措施:阳极板酸洗槽酸度要高、也可以提高洗槽内温度提高阳极板的酸洗效果,确保将表面氧化物杂质去除掉,在阳极板酸洗完毕后需用清水将板面冲洗一遍,防止铜粉进入电解液引起电铜表面的粒子;(4)阳极板耳部不平整或有残缺,下槽后阳极板板面在槽内出现倾斜形成短路。
处理措施:可以用撬棍将阳极板拨到倾斜的反方向,用锤头砸板耳(与导电排接触的一侧板耳),也可以用小铜片垫板耳使阳极板垂直。
铜的电解精炼火法精炼产出的精铜品位一般为99.2% ~99.7%,另外还含有0.3% ~0.8%的杂质。
电解精炼的目的就是进一步脱除火法精炼难以除去的、对铜的导电性能和机械性能有损害的杂质,将铜的品位提高到99.95%以上,并且回收火法精炼铜中的有价元素,特别是贵,金属、铂族金属和稀散金属。
铜的电解精炼是将火法精炼铜铸成阳极板,以电解产出的薄铜片(始极片)作为阴极,二者相间地装入盛有电解液(硫酸铜与硫酸的水溶液)的电解槽中,在直流电的作用下,阳极铜进行电化学溶解,阴极上进行纯铜的沉积。
由于化学性质的差异,贵金属和部分杂质进人阳极泥,大部分杂质则以离子形态保留在电解液中,从而实现了铜与杂质的分离。
铜电解所处理的阳极成分(%)一般为:Cu 99.2~99.7,Ni0. 09~0.15,As 0. 02~0.05,Sb 0. 018~0.3,Ag 0. 058~0.1,Au 0. 003~0.007,Bi 0. 0026,Se 0. 017~0.025。
产品一号铜的成分要求(%):Cu+Ag不小于99.95;Bi和P不大于0.001;As、Sb、Sn、Ni不大于0.002;Pb和Zn不大于0.003;硫不大于0.004。
铜电解精炼的原理如下:阳极反应:Cu-2e ==Cu2+EΘCu/Cu2+=0. 34VMe-2e ==Me 2+EΘ2+<0. 34VMe/MeH2O-2e==2H++1/2O2 EΘH2O/O2=1.229VSO42――2e ==SO3+1/2O2 EΘSO42-/O2=2.42V式中Me代表Fe、Ni、Pb、As、Sb等比Cu更负电性的金属,它们从阳极上溶解进入溶液。
H2O和SO42-失去电子的反应由于其电位比铜正,故在正常情况下不会发生。
贵金属的电位更正,不溶解,而进入阳极泥。
阴极反应:Cu2++2e ==Cu EΘCu/Cu2+<0. 34V2H++2e==H2EΘH+/H2=0. 0VMe2++2e ==Me EΘSO42-/O2>0. 34V在这些反应中,具有标准电位比铜正、浓度高的金属离子才可能在阴极上被还原,但它们在阳极不溶解,因此只有铜离子还原是阴极的主要反应。
铜的电解精炼工艺(三)张春发【摘要】在建设有色金属强国的宏大队伍中,一大批中青年技术专家的身影国外引入注目.企业从策划到建设到施工再到日常生产管理,需要一大批优秀的人才,而行业中的真正有才干的专家成为一种可遇而不可求的“稀缺资源”.长期以来,我们的记者们匆忙地在全国各地乃至于国外走访和调查之余的一项重要工作就是寻觅专家.【期刊名称】《资源再生》【年(卷),期】2011(000)007【总页数】3页(P50-52)【作者】张春发【作者单位】【正文语种】中文在建设有色金属强国的宏大队伍中,一大批中青年技术专家的身影国外引人注目。
企业从策划到建设到施工再到日常生产管理,需要一大批优秀的人才,而行业中的真正有才干的专家成为一种可遇而不可求的“稀缺资源”。
长期以来,我们的记者们匆忙地在全国各地乃至于国外走访和调查之余的一项重要工作就是寻觅专家。
为此,我们开辟了中国再生铜产业链发展论坛及技术升级研修班和再生铝产业链论坛暨冶炼技术研修班,其中一个目的就是要为企业搭建一个与各路专家沟通的渠道。
在此过程中,我们结识了不少中青年专家,巴彦淖尔西部铜材有限公司总工程师张春发就是其中的一位。
张春发先生毕业于唐山矿业学院有色冶金专业,在国内最著名的有色金属冶炼企业——沈阳冶炼厂从生产第一线干起,先后担任铜电解分厂技术员、技术组组长、工程师、质量管理处副处长、铜电解分厂厂长;2000年至200年6月担任河北建昌铜业集团总工程师兼铜电解分厂厂长;负责铜火法冶炼、铜电解车间的质量、技术管理。
在这些年里,他曾经帮助几家企业制定了企业规划企业发展方向、生产经营目标、各项管理方案,把一个电解铜质量不合格,没有市场销路的濒危企业变成了产品质量优良,打开销路、占领市场、运行良好的大型企业。
2010年10月张春发先生在中国再生铜产业链发展论坛和技术升级研修班上向代表们系统地介绍了电解铜生产的技术关键问题。
最近,他听说第二届中国再生铜产业链发展论坛暨技术升级研修班将在江西南昌举办,立即表示将在论坛上把电解精炼车间设计方案的选择和对比的有关问题与大家进行深入讨论。
铜电解精炼——电流效率的测定一、 实验目的1.了解铜电解精炼的基本原理;2.熟悉铜电解精炼的实验方法及电流效率的测定。
二、 基本原理铜的电解精炼,是将火法精炼的铜铸成阳极板,用纯铜薄片作为阴极板,相间地装入电解槽中,用硫酸铜及硫酸的水溶解作电解液,在直流电的作用下,发生下列反应:1.阳极反应Cu-2e=Cu 2+ V 34.0εC u/C u 2=+(1)Me-2e=Me 2+ V 34.0εM e/M e2<+(2)2OH --2e=H 2O+O 2 V 59.1ε2—O/OH 2= (3)SO 42--2e=SO 3+O 2 v 42.2ε2—24O/SO= (4)正常情况下,由于OH -及SO 42-的标准电位远比铜的电位正.(3)、(4)反应不可能进行;电位比铜负的贱金属将在阳极上优先溶解,但其含量很少,贵金属(如Au 、Ag 电位远比铜的电位正,不能进行阳极溶解)和某些金属(如硒、碲等和铜形成不溶解的化合物)不溶。
成为阳极泥沉入槽底;因此,在阳极上进行的主要反应是铜以二价形态溶解。
2.阴极反应)7(V34.0εMee 2Me )6(V0εH e 2H 2)5(V34.0εCu e 2Cu Me /2Me 2H /H 2Cu/Cu222<=+==+==+++++++氢的标准电位较铜负,而氢在铜阴极上析出的超电压又很大,故在正常情况下,(6)式不可能进行,电位较负的贱金属不能在阴极上析出,留在电解液中,待电解液定期净化时除去。
因此在阴极上进行的主要反应是二价铜离子析出,这样,在阴极上析出的铜纯度很高,称为电解铜,简称电铜(含铜量99.98%—99.99%)。
电解精炼时,各种杂质的脱除率均在90%以上。
铜电解精炼时的电流效率,一般系指阴极电流效率而言。
它是电铜实际产量与按照法拉第定律计算的理论产量之比,而以百分数表示的一个指标;它直接影响铜电解精炼的电能消耗,电流效率愈低或槽最压愈高,电能消耗愈大,工厂中的电流效率,在一般情况下,约为95—98%。
宇眾環保、綠色科技、節能減排、造福人類、內部保密檔:第1頁共7頁铜电解——电流效率的测定深圳市宇众环保科技有限公司内部技术培训资料一、实验目的1.了解铜电解的基本原理;2.熟悉铜电解精炼的实验方法及电流效率的测定。
二、基本原理铜的电解,是用钛涂层阳极板作为阳极,用纯铜薄片作为阴极板,相间地装入电解槽中,用硫酸铜溶液作为电解液,在直流电的作用下,发生下列反应:1.阳极反应Cu-2e=Cu 2+V 34.0εCu /Cu 2=+(1)Me-2e=Me 2+V 34.0εMe /Me 2<+(2)2OH --2e=H 2O+O 2V 59.1ε2—O /OH 2=(3)SO 42--2e=SO 3+O 2v 42.2ε2—24O /SO =(4)正常情况下,由于OH -及SO 42-的标准电位远比铜的电位正.(3)、(4)反应不可能进行;电位比铜负的贱金属将在阳极上优先溶解,但其含量很少,贵金属(如Au、Ag 电位远比铜的电位正,不能进行阳极溶解)和某些金属(如硒、碲等和铜形成不溶解的化合物)不溶。
成为阳极泥沉入槽底;因此,在阳极上进行的主要反应是铜以二价形态溶解。
宇眾環保、綠色科技、節能減排、造福人類、內部保密檔:第2頁共7頁2.阴极反应)7(V34.0εMe e 2Me )6(V 0εH e 2H 2)5(V 34.0εCue 2Cu Me /2Me 2H /H 2Cu /Cu 222<=+==+==+++++++氢的标准电位较铜负,而氢在铜阴极上析出的超电压又很大,故在正常情况下,(6)式不可能进行,电位较负的贱金属不能在阴极上析出,留在电解液中,待电解液定期净化时除去。
因此在阴极上进行的主要反应是二价铜离子析出,这样,在阴极上析出的铜纯度很高,称为电解铜,简称电铜(含铜量99.98%—99.99%)。
铜电解时的电流效率,一般系指阴极电流效率而言。
它是电铜实际产量与按照法拉第定律计算的理论产量之比,而以百分数表示的一个指标;它直接影响铜电解的电能消耗,电流效率愈低或槽最压愈高,电能消耗愈大,工厂中的电流效率,在一般情况下,约为80—90%。
铜电解精炼——电流效率的测定
一、 实验目的
1.了解铜电解精炼的基本原理;
2.熟悉铜电解精炼的实验方法及电流效率的测定。
二、 基本原理
铜的电解精炼,是将火法精炼的铜铸成阳极板,用纯铜薄片作为阴极板,相间地装入电解槽中,用硫酸铜及硫酸的水溶解作电解液,在直流电的作用下,发生下列反应:
1.阳极反应
Cu-2e=Cu 2+ V 34.0εCu
/Cu
= (1)
Me-2e=Me 2+ V 34.0εMe
/Me
< (2)
2OH --2e=H 2O+O 2 V 59.1εO
/OH 2= (3)
SO 42--2e=SO 3+O 2 v 42.2εO
/SO
= (4)
正常情况下,由于OH -及SO 42-的标准电位远比铜的电位正.(3)、(4)反应不可能进行;电位比铜负的贱金属将在阳极上优先溶解,但其含量很少,贵金属(如Au 、Ag 电位远比铜的电位正,不能进行阳极溶解)和某些金属(如硒、碲等和铜形成不溶解的化合物)不溶。
成为阳极泥沉入槽底;因此,在阳极上进行的主要反应是铜以二价形态溶解。
2.阴极反应
)
7(V
34.0εMe
e 2Me )6(V
0εH e 2H 2)5(V
34.0εCu e 2Cu Me /2Me 2H /H 2Cu
/Cu
2<=+==+==+++++
氢的标准电位较铜负,而氢在铜阴极上析出的超电压又很大,故在正常情况下,(6)式不可能进行,电位较负的贱金属不能在阴极上析出,留在电解液中,待电解液定期净化时除去。
因此在阴极上进行的主要反应是二价铜离子析出,这样,在阴极上析出的铜纯度很高,称为电解铜,简称电铜(含铜量99.98%—99.99%)。
电解精炼时,各种杂质的脱除率均在90%以上。
铜电解精炼时的电流效率,一般系指阴极电流效率而言。
它是电铜实际产量与按照法拉第定律计算的理论产量之比,而以百分数表示的一个指标;它直接影响铜电解精炼的电能消耗,电流效率愈低或槽最压愈高,电能消耗愈大,工厂中的电流效率,在一般情况下,约为95—98%。
三、 实验仪器及试剂
I.实验仪器
铜电解精炼实验装置见图
1,2——铜电极(两块阳极,一块阴极);3——高位槽;
4——集热式恒温磁力搅拌器;5——电解槽;
6——CuSO
溶液
4
II.试剂
1.硫酸
2.硫酸铜
3.硫脲
四、电解条件
I.温度:55℃—60℃
II.电流密度:300安培/米 2
III.电解液循环速度:V=75—100毫升/分
IV.电解液成份:Cu2+ 45克/升
H2SO4210克/升
硫脲0.03克/升
1——直流稳流稳压电源;2——高位槽;3——数字电压表;
4——集热式恒温磁力搅拌器;5——电解槽;
6——铜电极(二块阳极,一块阴极)
五、实验步骤
1.砂纸打光,水洗干净,酒精冲洗,电吹风吹干后称重;
2.将阳极板用20%硫酸溶液浸泡15分钟左右,水洗干净,用滤纸擦干;
3.将阴、阳极板放入电解槽中,阴极板放中间,阳极板放二边,异极板板距为35—40毫米,电板浸入部分高度80毫米;
4.集热式磁力加热搅拌器电源,加热电解液,控制温度在55—60℃之间;
5.调节电解液循环速度,使V=75—100毫升/分;
6.按图接好线路;
7.接通直流稳压稳流电源,使I=1.66A,记下开始电解的时间;
8.测量槽电压,应为0.2—0.25伏;
9.电解30分钟;
10.掉电源、拆去线路,关闭电解液循环系统;
11.取出电极,用水洗净,将阴极板用酒精擦洗后用电吹风吹干,称重;
12.实验完毕,打扫实验场地。
六、注意事项
电解过程中,注意观察电流、槽电压、电解液循环速度;控制在所需量。
七、计算电流效率、电能消耗
实际析出金属量
%
100
=
η×
理论析出金属量
电能消耗=(平均槽电压×1000)/(1.186×电流效率)(kmh/t•h)式中:理论析出金属量(克)=电流强度(安培)×电解时间(小时)×电化当量(克/安培·小时)
铜电化当量=1.186克/安培·小时
八、编写实验报告
1.简述实验方法、实验装置;
2.计算电流效率及电能消耗;
3.建议、意见。