调节阀、执行器调校记录
- 格式:doc
- 大小:36.00 KB
- 文档页数:1
调节阀、执行器、开关阀调校记录
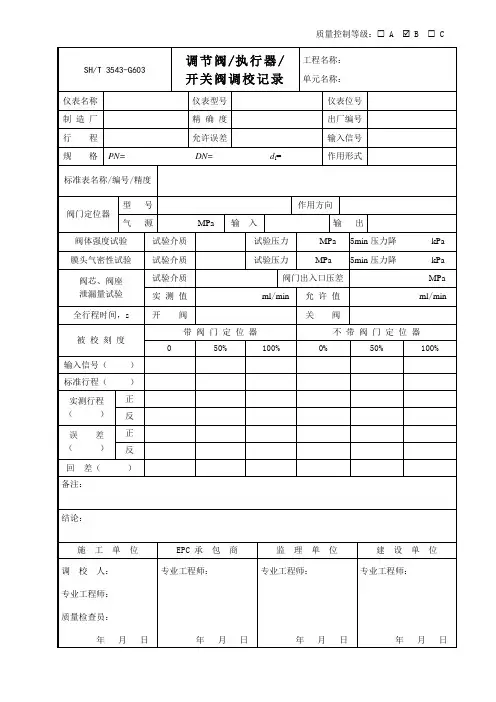
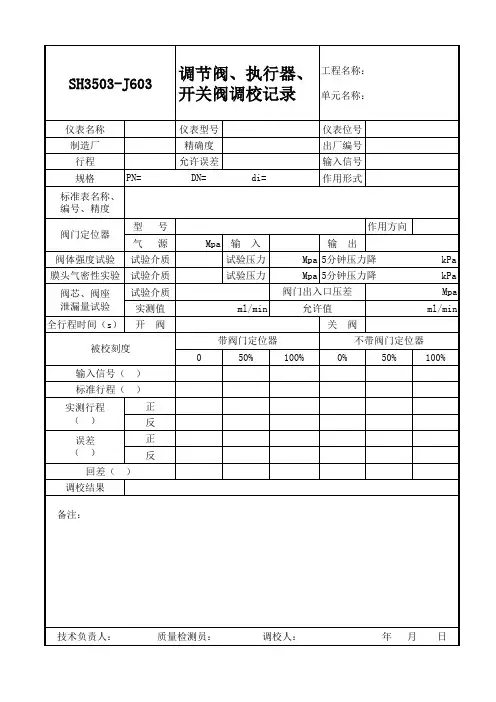
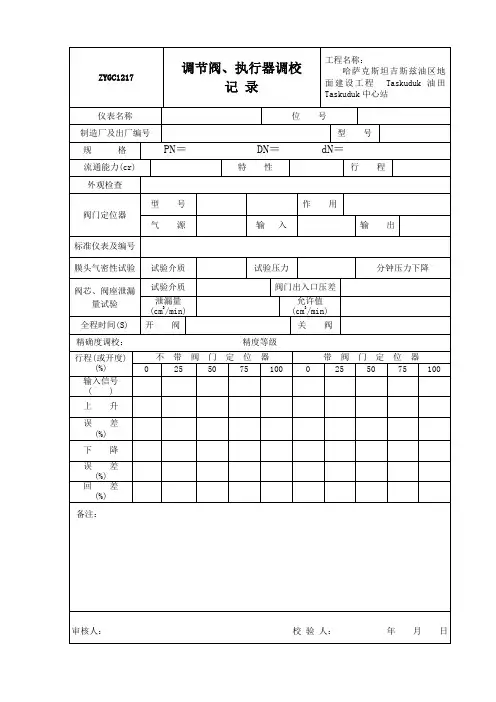
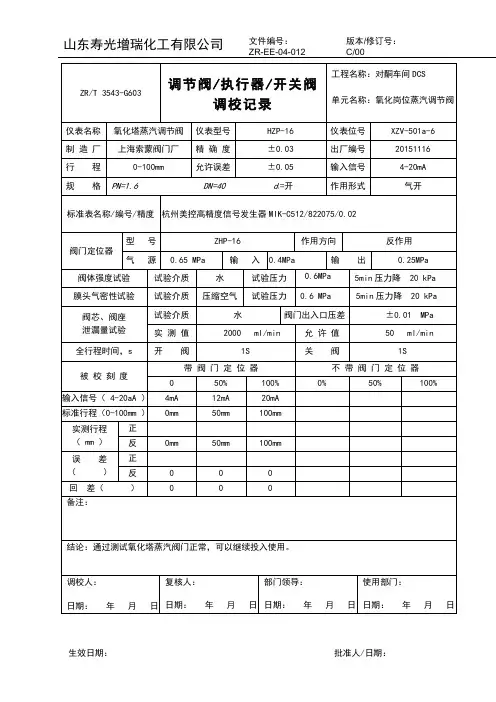
调节阀/执行器/开关阀调校记录工程名称:单元名称:仪表名称仪表型号仪表位号制造厂精确度出厂编号行程允许误差输入信号规格 PN= DN= di= 作用形式标准表名称/编号/精度阀门定位器型号作用方向气源 MPa 输入输出阀体强度试验试验介质试验压力 MPa5min压力降 kPa 膜头气密性试验试验介质试验压力 MPa5min压力降 kPa 阀芯.阀座泄漏量试验试验介质阀门出入口压差 MPa 实测值 ml/min 允许值 ml/min 全行程时间,s 开阀关阀被校刻度带阀门定位器不带阀门定位器 050%100% 0%50%100% 输入信号()标准行程()实测行程()正反误差()正反回差()备注:结论:调校人:日期:年月日专业工程师:日期:年月日质量检查员:日期:年月日
第 1 页共 1 页。
第七章仪控调节阀门校验规范第七章仪控调节阀门校验规范1 目的为规范在线使用的仪控调节阀门(气动薄膜调节阀、气动活塞式调节阀及阀门定位器)的校验工作,特制定本规范。
2 适用范围本规范适用于本公司所有在线使用的仪控调节阀门(气动薄膜调节阀、气动活塞式调节阀、电动调节阀及阀门定位器)。
3 主要内容仪控阀门在安装后投运前必须进行校验调整后方能启用。
在正常运行中校验周期一般为每年一次,若中途发现开度偏差过大,也应及时给予测试调整,以确保仪控阀门动作正常,满足工艺控制要求。
3.1 仪控阀门的检查3.1.1检查仪控阀门表面清洁,零部件齐全,无锈迹,定位器气源压力正常,反馈杆和连接件的紧固件无松动。
检查调节阀所用的气源的质量是否符合要求,气源带油雾分离系统的需进行排污。
3.1.2检查调节阀是否有泄漏现象,检查的方面包括气源管路、执行机构、填料室压盖,与工艺管道的连接等。
3.1.3 检查定位器恒流孔、喷嘴挡板、放大器是否堵塞。
3.2带非智能阀门定位器的仪控阀门校验3.2.1 常用的定位器调校步骤3.2.1.1使阀杆位于行程中点,调整定位器与反馈杠杆成90°角,并将螺钉固定;3.2.1.2将零点、量程分别置于中间位置;3.2.1.3输入4mA DC信号,使调节阀开始动作,调节零点,使零点达到要求;3.2.1.4输入20mA DC信号,看其行程是否达到要求,如没达到,则调量程,使其达到要求;3.2.1.5重复3、4两步,使零点和量程均达到要求。
3.2.2 常用调校方法不能完成校验时的解决办法自动化设备检测与校验手册3.2.2.1 常用调校方法不足在通常情况下,调零弹簧工作在线性区域,其长度的变化范围是有限的,而调量程机构其机械位置是受到限制的,因此调零弹簧长度和量程调整机构的放大系数的值就会受到限制,当调节阀的KV很大或很小时,用常用的调校方法是不可能将定位器校准的,而这种情况在实际工作中经常遇到,所以需要用其他方法来调校阀门定位器。
为了匡助和指导各个班组在检修期间拆装阀门附件、阀门托运以及调试中避浮现错误,特此编写以便参考学习。
本作业指导书合用于神华煤制油厂各装置常见阀门的检修作业。
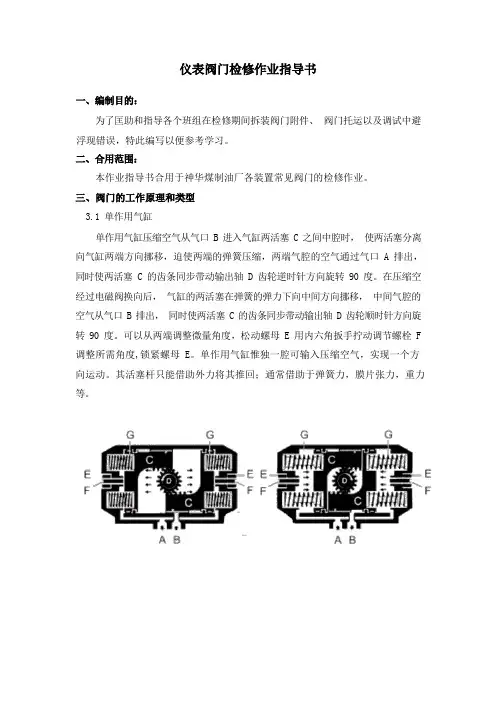
3.1 单作用气缸单作用气缸压缩空气从气口 B 进入气缸两活塞 C 之间中腔时,使两活塞分离向气缸两端方向挪移,迫使两端的弹簧压缩,两端气腔的空气通过气口 A 排出,同时使两活塞 C 的齿条同步带动输出轴 D 齿轮逆时针方向旋转 90 度。
在压缩空经过电磁阀换向后,气缸的两活塞在弹簧的弹力下向中间方向挪移,中间气腔的空气从气口 B 排出,同时使两活塞 C 的齿条同步带动输出轴 D 齿轮顺时针方向旋转 90 度。
可以从两端调整微量角度,松动螺母 E 用内六角扳手拧动调节螺栓 F 调整所需角度,锁紧螺母 E。
单作用气缸惟独一腔可输入压缩空气,实现一个方向运动。
其活塞杆只能借助外力将其推回;通常借助于弹簧力,膜片张力,重力等。
3.2 双作用气缸双作用气缸指两腔可以分别输入压缩空气,实现双向运动的气缸。
其结构可分为双活塞杆式、单活塞杆式、双活塞式、缓冲式和非缓冲式等。
此类气缸使用最为广泛。
3.3 气动薄膜调节阀调节阀主要由两大部份组成:阀体+执行器。
结构简图如下:3.4 阀门的主要类型1)按操作能源的不同,可分为气动、液动、电动三大类。
2)最常见的仪表阀门可分为开关阀和调节阀两大类。
3)调节阀的流量特性有三种:快开流量特性,线性流量特性,等百分比流量特性。
4.检修阀门拆装注意事项检修期间阀门下线分三个阶段,前期和后期任务重,时间段,但是在中期要加强阀门附件的保管和防雨措施。
1) 在拆装阀门附件是提前做好标记和记录,特殊是阀体安装方向,一旦装错,开工时阀门使用寿命大大缩短,故障提高。
阀门下线时,注意阀芯与气缸位置是否一致,不能装反,并做好记录。
2) 阀门下线时注意阀门回讯器、气缸进气孔的方向、阀体箭头方向,三者合一。
3) 如果气缸开关阀阀体没有箭头时,最好在阀体法兰与管道连接时用喷漆做标记,用油漆笔在气缸上标明东南西北等方向。
气动执行器机构检验标准和方法一、校验准备及外观检查1、所有测试用仪器均须提前30分钟通电预热;2、试验气源压力要满足0.6±0.1 MPa;3、执行机构外观无明显损伤,导气铜管无明显瘪痕且装配牢固;二、检验标准和方法1、将气动执行机构(气动执行器)固定于校验台上,分别接好气源、控制气源和位移检测连杆;将校验台上仪表调校准确;2、机械零点校准:输入4mA电流信号(0%),控制气信号应为0.02 MPa,此时气缸活塞行程应为零;如果不为零,可通过调整调零螺杆上的螺帽调整零点(零点高了紧螺帽);零点和量程需要反复调整;零点误差要≤1%;3、机械满量程校准:输入20mA电流信号(100%),控制气信号应为0.1 MPa,此时气缸活塞行程应为上限值;如果不为上限值,可通过调整量程拉簧的松紧来调整量程(量程小了松拉簧,量程大了紧拉簧);零点和量程需要反复调整;满量程误差要≤1%;4、机械量程中点定位:零点和量程调准后,输入12mA电流信号(50%0.06 MPa,),调整位置变送器连接杆的位置,使其在该点要保持与水平面垂直;5、全行程偏差校准:输入控制气信号0.02 MPa(0%),然后逐渐增加输入信号0.036 MPa(20%)、0.052 MPa(20%)、0.068 MPa(60%)、0.084 MPa(80%)、0.1 MPa(100%),使气缸活塞走完全行程,各点偏差均要≤1.5%;6、非线性偏差测试:输入控制气信号0.02MPa(0%),然后逐渐增加输入信号直至0.10 MPa(100%),再将信号降至为0.02 MPa(0%),0.008 MPa使执行机构走完全行程控制工程网版权所有,并记录下每增减信号压力对应的行程值,其实际压力━行程关系与理论值之间的非线性偏差要≤1%;7、正反行程变差测试:与非线性偏差测试方法相同,实际正反压力━行程关系中,同一气压值下的气缸活塞正反行程值的最大差值要≤1%;8、灵敏度测试:分别在信号压力0.03、0.06、0.09 MPa的行程处,增加和降低气压,测试在气缸活塞杆开始移动0.1mm时所需要的信号压力变化值,其最大变化要≤0.2%;9、活塞气缸的密封性测试:将0.5 MPa的压力接入气缸的任一气室中,然后切断气源,在分10钟内,气缸内压力的下降值不应超过0.01 MPa;10、位置变送器电气零点检测:打开位置变送器上盖,接好电线;输入12mA电流信号(0.06 MPa),此时调整变送器内圆形偏心轮,使其上面的黑线与线路板上面的白线对齐;然后再输入4mA电流(0.02 MPa),此时可调整变送器内调零电位器使输出电流为4mA;电气零点误差应≤1%;11、位置变送器电气满量程检测:输入20mA电流信号(0.1 MPa),此时可调整变送器内调量程电位器使输出电流为20mA;电气满量程误差应≤1%;12、位置反馈电流全行程偏差校准:输入4mA电流(0%),然后逐渐增加输入信号8mA电流(25%)、12mA电流(50%)、16mA电流(75%)、20mA电流(100%),考虑到直线位移转换成角度变化的非线性误差,0%、50%、100%点反馈电流误差应≤1%,25%、75%点反馈电流误差应≤2%;13、位置反馈电流正反行程变差测试:同气缸正活塞反行程变差测试方法相同,实际正反位置反馈电流━行程关系中,同一反馈电流值下的气缸活塞正反行程值的最大差值要≤1%;14、作好校验记录,按校验记录表上的内容逐项认真填写,检验人员必须签字;15、上述各项测试做完合格后,应将位置变送器内接线端子插好,拧紧后盖,然后将气动阀门定位器气源入口用塑料堵头堵好.。
调节阀维修校验程序调节阀单体调校及安装(更换)仪表的单体调校仪表调校的主要内容:调零点,调行程,调线性,起始点灵敏度。
1)检查仪表外观是否完整无损、铭牌、型号规格应符合设计;部件、插件、端子、接头、固定附件等应齐全;2)检查电气线路绝缘是否符合要求;3)检查受压部件的密封是否良好;4)根据国家或行业标准及产品说明书、调校规范要求等对仪表的零点、量程、误差等性能进行全面检查和调校。
5)按设计规定检查调节器及执行器的动作方向。
6)用信号发生器给调节器输入模拟信号,检查其基本误差。
软手动的输出保持性以及自动和手动操作的双向切换性能。
7)用手动操作机械的输入信号检查执行器从起点到终点的全行程动作。
如有阀门定位器时,则应连同阀门定位器一起检查;有转换器时,先分别单校,在整体调试。
8)校验点为五点:0%、25%、50%、75%、100%。
如有精度更高的阀门可以十点校验。
检修及更换:1)对气源部件行进除尘清理。
2)堵漏。
检查调节阀的盘根、法兰处是否有漏痕,过高的盘根要重新添加。
气路部分是否漏。
3)对更换的调节阀,按安装标准进行施工,执行《工业自动化仪表工程及验收规范》。
4)在检修中,严禁野蛮施工和作业,做到文明施工、检修。
5)仪表调节阀检修包括:调节阀下线、解体、检查测绘、修复、装配调校、整机性能检验、上线安装等。
6)阀体解体以后,对:阀体、法盖、阀杆、阀芯、阀座(或套筒、阀笼),阀内垫片,密封面等进行检查,对执行机构部分进行通气检查和气密性试验,确认行程及动作起始位置。
7)对解体后各部分主要零部件,进行外观除锈、清洗,对连接及配合部分的油污、介质残存物要清理剔出干净。
8)对阀杆、阀芯、阀座(或套筒、阀笼),要上机床、检查位置度,并用纱布打磨、抛光、保证零件精度及表面粗糙度,必要时要进行补焊、修复,无法修复时要告知用户,经双方确认后重新制作或更换备件。
9)装配调教,在完成上述过程后、进行整机装配,在装配过程前对各主要零部件进行研磨,使其达到零部件配合要求。