刀具切削部分的几何形状和角度解析
- 格式:ppt
- 大小:870.50 KB
- 文档页数:12
刀具几何形状参数对切削力的影响分析引言:切削力是刀具加工过程中的重要参数,对加工质量、切削效率和刀具寿命有着重要影响。
刀具的几何形状参数是切削力大小的决定因素之一。
本文将分析刀具几何形状参数对切削力的影响,并提出一些优化措施,以提高加工效率和刀具寿命。
一、刀具几何形状参数的类型1. 刀尖几何形状参数:常见的刀尖几何形状参数包括切割角、刃倒角、刃倾斜角等。
这些参数可以影响刀具与工件间的接触情况,进而影响切削力的大小和方向。
2. 刀尖半径:刀尖半径是刀具边界上一个曲率半径,它可以影响切削力的大小和方向,一般来说,刀尖半径越大,切削力越小。
3. 刀片后角:刀片后角是指刀片后角与工件间的夹角,它可以影响切削力的大小和切屑形态。
较小的刀片后角可以减小切削力,改善切削效果。
二、刀具几何形状参数对切削力的影响1. 刀尖几何形状参数的影响:刀尖几何形状参数可以影响刀具与工件的接触情况,进而影响切削力。
例如,增加切割角可以增加刀具与工件之间的摩擦力,从而增加切削力。
而增加刃倒角可以减小刀具与工件之间的接触面积,从而减小切削力。
刃倾斜角的改变也会影响切削力的大小和方向。
2. 刀尖半径对切削力的影响:刀尖半径主要影响了刀具接触压力的分布。
较大的刀尖半径可以减小切削区域的压力,从而减小切削力。
然而,过大的刀尖半径可能导致刀具易于磨损,减少工具使用寿命。
3. 刀片后角对切削力的影响:刀片后角的改变可以影响切削力的大小,但也会对切削质量产生影响。
在一定范围内,较小的刀片后角会减小切削力,并提升切削质量;然而,过小的刀片后角可能导致切削力不稳定和切削质量下降。
三、刀具几何形状参数的优化方法1. 刀尖几何形状参数的优化:选择合适的切割角、刃倒角和刃倾斜角,可以在保证切削力不过大的前提下,提高切削效果和工具寿命。
优化刀尖几何形状参数的方法包括结构设计与材料选择等。
2. 刀尖半径的优化:根据具体加工要求,选择适当的刀尖半径,以平衡切削力与刀具寿命之间的关系。

班级:过073 姓名:谢若思学号:070342切削刀具的几何角度在金属切削加工中,刀具的完善程度,对切削效率、加工质量和产品成本有很大的影响。
为完善的改革金切刀具,研究刀具的几何参数是很重要的;刀具几何参数、刀具材料和刀具结构是研究金切工具的三项基本内容。
一、刀具合理的几何参数在保证加工质量和刀具经济耐用度的前提下,能够满足提高生产效率、降低成本的刀具几何参数,称为刀具的合理几何参数。
它包括:①切削刃的形状:如直线刃、折线刃、圆弧刃、月牙弧刃、波形刃等,刀尖(及过渡刃)的形状也属于刃形问题。
②切削区的剖面型式及参数:切削刃的剖面型式,又简称为刃区型式。
常用的是锋刃,也可以在切削刃区磨出负倒棱、消振棱等。
③刀面型式及参数:如前刀面上磨出断屑槽、卷屑槽,后刀面上双重刃磨或铲背等。
④刀具的切削角度:即前角γ0、后角α0、主偏角κr、副偏角κr’、刃倾角λs等。
二、选择刀具合理几何参数的一般性原则1.要考虑工件的实际情况选择刀具合理的几何参数,要考虑工件的实际情况,主要是工件材料的化学成分、制造方法、热处理状态、力学与物理性能(包括硬度、抗拉强度、延伸率、冲击韧性、导热系数、熔点等),还有毛坯表层情况、工件的形状、尺寸、精度和表面质量要求等。
2.要考虑刀具材料和刀具结构选择刀具合理几何参数时,主要是考虑刀具材料的化学成分、力学与纹理性能(包括硬度、抗弯强度、冲击值、耐磨性、热硬性和导热系数),还有刀具的结构型式,是整体式、焊接式或机夹式等。
3.要注意各个几何参数之间的联系刀具的刃形、刃区、刀面和角度之间是相互联系的,应该综合起来考虑它们之间的作用与影响,分别确定其合理数值。
例如,选择前角γ0时,要考虑卷屑槽型、有无倒棱及刃倾角的正负大小等,联系这些情况,优选合理的前角值,不要割裂它们之间的内在联系,孤立地选择某一参数。
4.要考虑具体的加工条件选择合理几何参数,也要考虑加工条件,这就是机床、夹具的情况,系统刚度及功率大小,切削用量和切削液性能等。

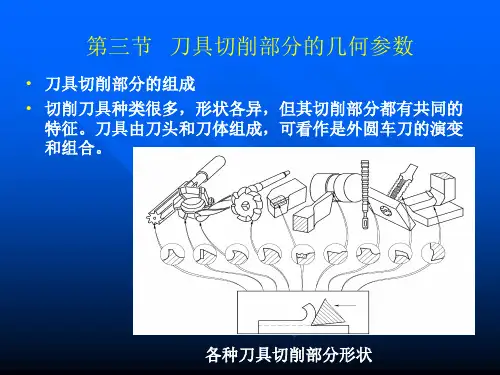

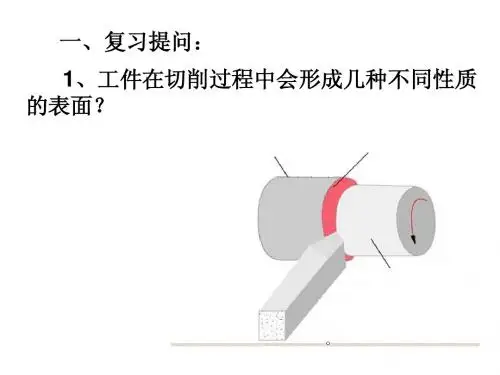
切削金属时,刀具切入工件,刀具角度是用来确定刀具切削部分几何形状的重要参数。
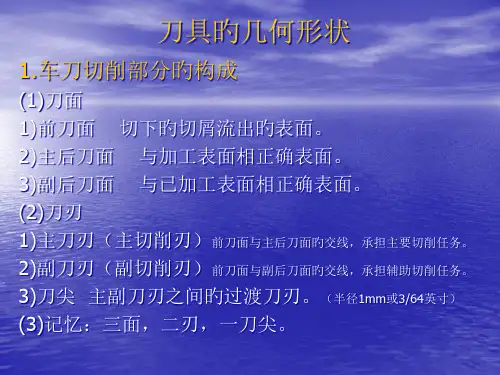
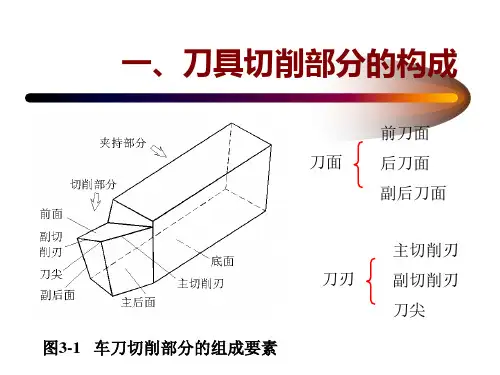
一、车刀切削部分的组成三面二刃一刀尖车刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖组成。
1)前刀面刀具上切屑流过的表面。
2)主后刀面刀具上与工件上的加工表面相对着并且相互作用的表面,称为主后刀面。
3)副后刀面刀具上与工件上的已加工表面相对着并且相互作用的表面,称为副后刀面。
4)主切削刃刀具的前刀面与主后刀面的交线称为主切削刃。
5)副切削刃刀具的前刀面与副后刀面的交线称为副切削刃。
6)刀尖主切削刃与副切削刃的交点称为刀尖。
刀尖实际是一小段曲线或直线,称修圆刀尖和倒角刀尖。
二、测量车刀切削角度的辅助平面为了确定和测量车刀的几何角度,需要选取三个辅助平面作为基准,这三个辅助平面是切削平面、基面和正交平面。
1)切削平面——切于主切削刃某一选定点并垂直于刀杆底平面的平面。
2)基面——过主切削刃的某一选定点并平行于刀杆底面的平面。
3)正交平面——垂直于切削平面又垂直于基面的平面。
可见这三个坐标平面相互垂直,构成一个空间直角坐标系。
三、车刀的主要几何角度及选择1)前角(γ0 ) 选择的原则前角的大小主要解决刀头的坚固性与锋利性的矛盾。
因此首先要根据加工材料的硬度来选择前角。
加工材料的硬度高,前角取小值,反之取大值。
其次要根据加工性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角应取大值。
前角一般在-5°~25°之间选取。
通常,制作车刀时并没有预先制出前角(γ0),而是靠在车刀上刃磨出排屑槽来获得前角的。
排屑槽也叫断屑槽,它的作用大了去了折断切屑,不产生缠绕;控制切屑的流出方向,保持已加工表面的精度;降低切削抗力,延长刀具寿命。
2)后角(α0 )选择的原则首先考虑加工性质。
精加工时,后角取大值,粗加工时,后角取小值。
其次考虑加工材料的硬度,加工材料硬度高,主后角取小值,以增强刀头的坚固性;反之,后角应取小值。