刀具的几何角度
- 格式:ppt
- 大小:1.52 MB
- 文档页数:13
刀具的几何角度及选择教案【授课班级】:数控班;【教学目的】:1、掌握切削用量和车刀切削部分的组成;2、掌握车刀的几何角度及选择方法;【教学方法】:讲解法、提问法、讨论法;【教学准备】:多媒体课件、刀具;【教学重点】:切削加工的相关知识(切削运动、切削用量);【教学难点】:车刀切削部分的组成、车刀的几何角度及选择;【导入新课】:刀具按加工方法和具体用途可分为车刀、铣刀、拉刀、绞刀、孔加工刀具、齿轮刀具等几大类型。
【新授】:一、概述切削加工:用切削刀具,在工具(刀具)与工件的相对运动中,切除工件上的多余材料,得到预想的工件形状、尺寸和表面质量的加工方法。
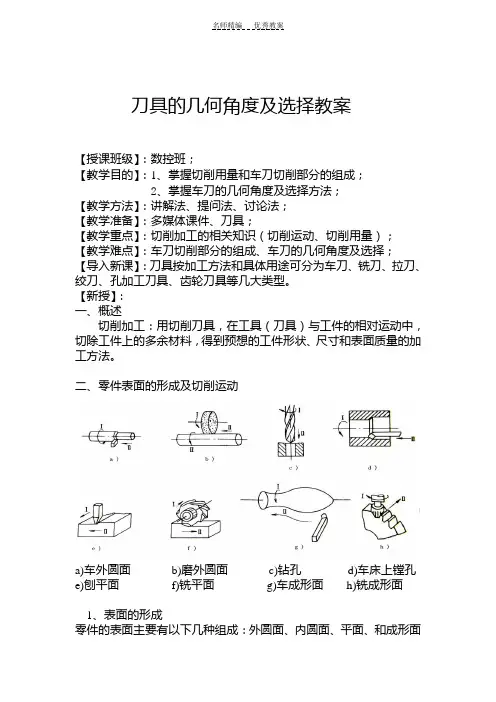
二、零件表面的形成及切削运动a)车外圆面b)磨外圆面c)钻孔d)车床上镗孔e)刨平面f)铣平面g)车成形面h)铣成形面1、表面的形成零件的表面主要有以下几种组成:外圆面、内圆面、平面、和成形面(1)外圆面和内圆面是以某一直线为母线,以圆为轨迹,作旋转运动时所形成的表面。
(2)平面是以一直线为母线,以另一条直线为轨迹,作平移运动所形成的表面。
(3)成形面是以曲线为母线,以圆或直线为轨迹,作旋转或平移运动时所形成的表面。
2、切削运动(1)主运动――主要完成切削的运动,消耗功率最多,一种加工主运动只有一个。
(2)进给运动――使切削加工保持连续进行,一种加工可以有一种(或以上)的进给运动。
(进给运动可以是连续的也可以是间歇的)实际的切削运动是一个合成运动。
合成切削速度:三、切削用量1、切削速度ν:在单位时间内,工件和刀具沿主运动方向的相对位移。
(m/s或m/min),车削时一般算工件最大切削直径处的线速度。
计算公式:ν=πdw n/1000×60 (m/s)或ν=πdw n/1000(m/min)dw——待加工表面直径(mm);n——工件转速(r/min)2、进给量f:刀具在进给运动方向上相对工件的位移量,车削时为(mm/r);刨削时为(mm/str)(毫米/往复行程),其他切削加工也可以用进给速度(mm/s、mm/min、m/min),和每齿进给量(mm/z)来衡量。
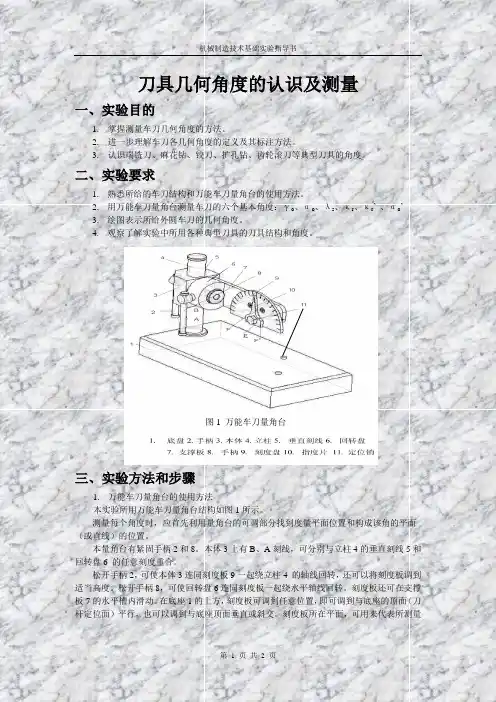
刀具几何角度的认识及测量一、实验目的1. 掌握测量车刀几何角度的方法。
2. 进一步理解车刀各几何角度的定义及其标注方法。
3. 认识端铣刀、麻花钻、铰刀、扩孔钻、齿轮滚刀等典型刀具的角度。
二、实验要求1.熟悉所给的车刀结构和万能车刀量角台的使用方法。
2.用万能车刀量角台测量车刀的六个基本角度:γo、αo、λs、κr、κr’、αo’3.绘图表示所给外圆车刀的几何角度。
4.观察了解实验中所用各种典型刀具的刀具结构和角度。
图1 万能车刀量角台三、实验方法和步骤1.万能车刀量角台的使用方法本实验所用万能车刀量角台结构如图1所示。
测量每个角度时,应首先利用量角台的可调部分找到度量平面位置和构成该角的平面(或直线)的位置。
本量角台有紧固手柄2和8。
本体3上有B、A刻线,可分别与立柱4的垂直刻线5和回转盘6 的任意刻度重合。
松开手柄2,可使本体3连同刻度板9一起绕立柱4 的轴线回转,还可以将刻度板调到适当高度。
松开手柄8,可使回转盘6连同刻度板一起绕水平轴线回转。
刻度板还可在支撑板7的水平槽内滑动。
在底座1的上方,刻度板可调到任意位置,即可调到与底座的顶面(刀杆定位面)平行,也可以调到与底座顶面垂直或斜交。
刻度板所在平面,可用来代表所测量角度的度量平面(基面,切削平面,主剖面——即正交平面)。
指度片10可绕其轴在刻度板上转动,其作用是用来指示所测角度的值。
刻度板每格为2°。
当刻度板位于主剖面(正交平面)位置,而指度片尖端对准刻度板0°刻线时,此时指度片E边和F(或F’)边分别平行和垂直于底座顶面,即E边代表基面,F(或F’)边代表切削平面。
若将E、F(或F’)的任意一边与被测刀面或刀刃贴合(以不漏光为限)时,即可按定义测得所需的角度值。
可见,指度片上的E或F(或F’)边在0°位置和它与刀面或刀刃贴合时的位置,分别代表了构成所测角度的两个平面(或两条直线)。
底座上有两个定位销11,在测量主偏角和副偏角时,是用来对刀杆侧面定位的。

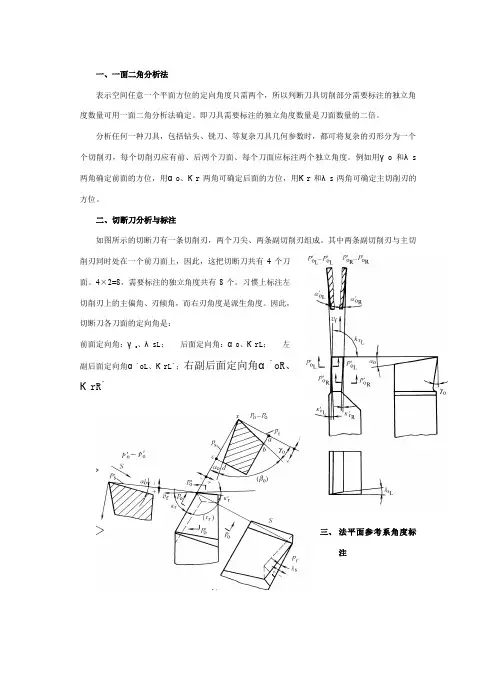
一、一面二角分析法
表示空间任意一个平面方位的定向角度只需两个,所以判断刀具切削部分需要标注的独立角度数量可用一面二角分析法确定。
即刀具需要标注的独立角度数量是刀面数量的二倍。
分析任何一种刀具,包括钻头、铣刀、等复杂刀具几何参数时,都可将复杂的刃形分为一个个切削刃,每个切削刃应有前、后两个刀面、每个刀面应标注两个独立角度。
例如用γo和λs 两角确定前面的方位,用αo、Кr两角可确定后面的方位,用Кr和λs两角可确定主切削刃的方位。
二、切断刀分析与标注
如图所示的切断刀有一条切削刃,两个刀尖、两条副切削刃组成。
其中两条副切削刃与主切
削刃同时处在一个前刀面上,因此,这把切断刀共有4个刀
面。
4×2=8,需要标注的独立角度共有8个。
习惯上标注左
切削刃上的主偏角、刃倾角,而右刃角度是派生角度。
因此,
切断刀各刀面的定向角是:
前面定向角:γo、λsL;后面定向角:αo、КrL;左
副后面定向角α`oL、КrL`;右副后面定向角α`oR、
КrR`
三、法平面参考系角度标
注
四、
其它参考系
1、假定工作平面参考系由P r、P f、P p三个平面组成。
其中:
(1) 假定进给平面P f 过切削刃选定点平行于假定进给运动方向并垂直于基面的平面。
(2) 假定切
深平面(背平面)P p过过切削刃选定点既垂直假定工作平面又垂直于基面的平面。

刀具角度选用原则Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】刀具几何角度的作用及选择原则答:1是前角; 2是后角; 3是副偏角; 4是刀尖角;5是主偏角; 6是副后角; 7是副前角; 8是刃倾角名称:前角作用:加大前角,刀具锋利,切削层的变形及前面摩擦阻力小,切削力和切削温度可减低,可抑制或消除积屑瘤,但前角过大,刀尖强度降低;选择原则:(1)工件材料的强度、硬度低,塑性好时,应取较大的前角;反之应取较小的前角;加工特硬材料(如淬硬钢、冷硬铸铁等)甚至可取负的前角(2)刀具材料的抗弯强度及韧性高时,可取较大的前角(3)断续切削或精加工时,应取较小的前角,但如果此时有较大的副刃倾角配合,仍可取较大的前角,以减小径向切削力(4)高速切削时,前角对切屑变形及切削力的影响较小,可取较小前角(5)工艺系统钢性差时,应取较大的前角名称:后角作用:减少刀具后面与工件的切削表面和已加工表面之间的摩擦。
前角一定时,后角愈锋利,但会减小楔角,影响刀具强度和散热面积。
选择原则:(1)精加工时,切削厚度薄,磨损主要发生在后刀面,宜取较大后角;粗加工时,切削厚度大,负荷重,前、后面均要发生磨损、宜取较小后角(2)多刃刀具切削厚度较薄,应取较大后角(3)被加工工件和刀具钢性差时,应取较小后角,以增大后刀面与工件的接触面积,减少或消除振动(4)工件材料的强度、硬度低、塑性好时,应取较大的后角,反之应取较小的后角;但对加工硬材料的负前角刀具,后角应稍大些,以便刀刃易于切入工件;(5)定尺寸刀具(如内拉刀、铰刀等)应取较小后角,以免重磨后刀具尺寸变化太大;(6)对进给运动速度较大的刀具(如螺纹车刀、铲齿车刀等),后角的选择应充分考虑到工作后角与标注后角之间的差异;(7)铲齿刀具(如成形铣刀、滚刀等)的后角要受到铲背量的限制,不能太大,但要保证侧刃后角不小于2°。
刀具几何角度对零件加工质量影响规律1.切削角对零件加工质量的影响:切削角是指刀具主切削刃上的刃前切削面与切削方向的夹角。
切削角的大小直接影响切削力和切削热量的分布。
当切削角增大时,切削力也增大,加工过程中的切削热量也变大,容易导致零件表面温度升高和变形增大,影响加工精度。
因此,选取合适的切削角可以提高零件的加工质量。
2.后角对零件加工质量的影响:后角是指刀具工作面上的刃前切削面和基准面之间的夹角。
后角大小的选择对刀具的耐磨性和切削力的分布有着重要影响。
适当的后角可以增加切削刃的强度,降低刃口磨损,提高刀具的寿命。
同时,合适的后角还可以有效降低切削力,减小对零件表面的变形,提高加工质量。
3.前角对零件加工质量的影响:前角是指刀具主切削刃上的刃前切削面和刃后切削面之间的夹角。
前角大小的选择对切削刃的尖锐度和进给沿刀具边缘方向的切屑流动有着重要影响。
适当的前角可以增加刃口尖锐度,提高切削效果,减小表面粗糙度。
同时,合适的前角也能够改善切屑的流动,降低切削力,提高加工精度。
4.刀尖圆弧半径对零件加工质量的影响:刀尖圆弧半径是指刀具主切削刃的刀尖部分的圆弧的半径。
刀尖圆弧半径大小对加工零件的表面质量和尺寸精度有着重要影响。
较小的刀尖圆弧半径可以减小切削刃与工件之间的接触面积,降低切削力和表面压力,减小表面粗糙度。
但是,过小的刀尖圆弧半径会导致切削刃的强度减小,容易出现断刃现象,降低刀具的寿命。
因此,需要在刀尖圆弧半径的选择上进行综合考虑。
在实际生产中,刀具的几何角度的选择应根据具体加工要求和材料特性进行合理的选择,以提高零件的加工质量。
此外,刀具的几何角度也与机床精度、切削液的选用、刀具刀路的选择等因素有关,需要综合考虑多个因素,进行合理的优化设计。
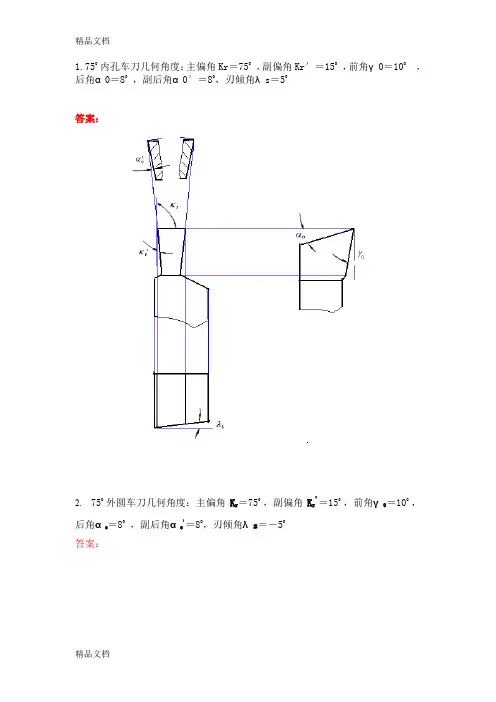
1.75°内孔车刀几何角度:主偏角Kr二75。
,副偏角Kr'二15。
,前角丫0二10。
后角a 0二8,副后角a 0'二8,刃倾角入S二5°
答案:
2. 75°外圆车刀几何角度:主偏角K T二75°,副偏角KJ二15°,前角丫o二10.,后角a o二8,副后角a o二8,刃倾角入S二—5°
答案:
3.60°内孔车刀几何角度:主偏角Kr二60,副偏角Kr'二15°,前角丫0二10。
后角
a 0二8,副后角a 0'二8,刃倾角入s = — 5
答案:
4. 90°外圆车刀几何角度:主偏角Kr二90°,副偏角Kr - 15°,前角丫0二10。
后角a 0二8,副后角a 0'二8,刃倾角入s二5°
答案:
5. 45°内孔车刀几何角度: 主偏角Kr二45°,副偏角Kr1 - 15。
,
前角丫o二10°,后角日o二10°,副后角曰o二10°,刃倾角入S二-5°答案:
F O-P D
6. 45°端面车刀几何角度:主偏角Kr二45°,副偏角Kr'二45°,前角丫0二5后角
a 0二8,副后角a 0'二8,刃倾角入S二5°
答案:
5. 45°内孔车刀几何角度: 主偏角Kr二45°,副偏角Kr1 - 15。
,。