刀具几何角度教程
- 格式:ppt
- 大小:666.50 KB
- 文档页数:18
实验一刀具几何角度的测量一、实验目的1.熟悉几种常用车刀(外圆车刀、端面车刀、切断刀)的几何形状,分别指出其前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖;2.掌握车刀标注角度的参考平面,静止坐标系及车刀标注角度的定义;3.掌握量角台的使用方法;4.通过车刀角度的具体测量,进一步掌握车刀角度的概念,为学习其他刀具打好基础。
二、实验设备1.刀具:外圆车刀,端面车刀,切断刀等。
2.刀具角度测量仪器:量角台等。
三、实验内容用量角台测量几种常用车刀(外圆车刀、端面车刀、切断刀)的主偏角、副偏角、前角、后角、副后角、刃倾角等。
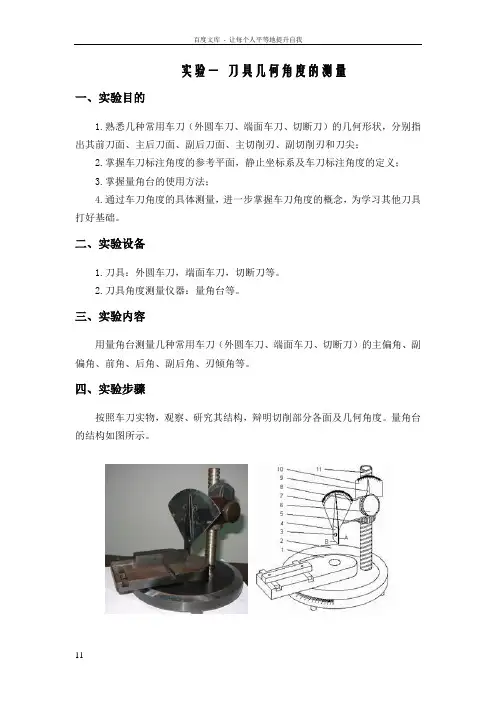
四、实验步骤按照车刀实物,观察、研究其结构,辩明切削部分各面及几何角度。
量角台的结构如图所示。
图量角台实物及其示意图1-定位板;2-台面;3-螺钉;4-指针;5-螺帽;6-旋钮;7-刻度盘;8-弯板;9-小指针;10-小刻度盘;11-立柱刻度盘7可籍螺帽5在立柱11上移动,指针4可用螺钉3固定在刻度盘上,可以绕螺钉中心移动,指针的“A”和“B”两个测量面互相垂直,当指针对准刻度盘上的零线时,“A”面与量角台的台面垂直,“B”面平行于量角台的后面。
测量时,车刀安放在定位板1上,台面刻度盘用来测量主、副偏角。
小刻度盘10用于测量法向角度。
图主偏角的测量图刃倾角的测量测量主偏角时(图),按照安装位置将车刀放在定位板上,转动定位板,使指针平面与主切削刃选定点相切,此时台面刻度盘上指示的转动度数即为主偏角的数值。
同理可测出副偏角。
测量刃倾角时(图),使指针平面与切削刃在同一方向内,将测量面“B”与主切削刃相重合,即可读出的数值。
测量前角时(图),转动定位板,使刻度盘位于车刀主剖面上,转动指针测量面“B”与车刀的前刀面重合,此时指针在刻度盘上指示的度数,即为前角的数值。
测量后角时(图),使车刀保持在测量前角时的位置上,只需转动指针,将指针测量面“A”与车刀的后刀面重合,即可读出的值。
同理可测出副后角的数值。
实验一 刀具几何角度的测量一、实验目的:1.学习测量车刀几何角度的方法及仪器使用。
2.加深对车刀几何角度的定义和理解。
二、实验内容和要求1.使用车刀量角台,测量给定外圆车刀的前角γo 、后角α 0 、主偏角K r 和副偏角'r K ,并将测量结果记入实验报告;了解刃倾角λs 定义和作用。
2.每人测两把车刀,切断刀和外圆各一把。
~⒊ 根据测量结果,绘制车刀简图,并回答问题。
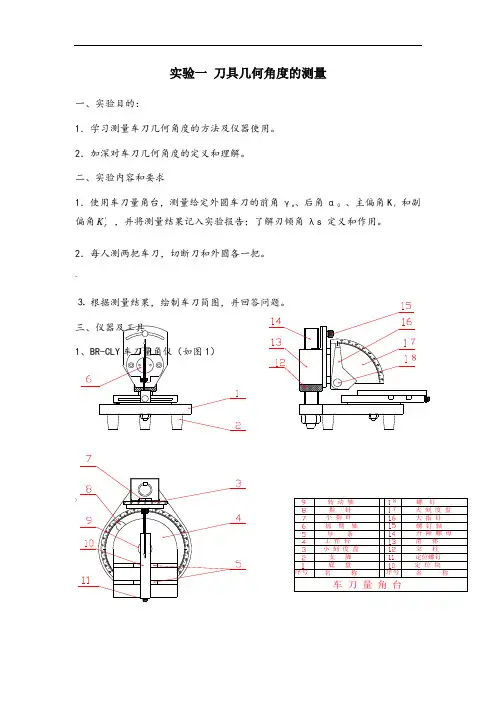
87摇 臂 轴定位螺钉序号名 称车 刀 量 角 台序号名 称底 盘支 脚小 刻 度 盘工 作 台导 条小 指 针指 针转 动 轴螺 钉螺 钉 轴大 刻 度 盘大 指 针升 降 螺 母滑 体立 柱定 位 块图1 BR-CLY车刀量角仪2、所配车刀规格:~配四把车刀:400车刀(车外圆、平端面、倒角)、900车刀(精车刀、车外圆、平端面)、750车刀(精车刀、车外圆、平端面)、切断刀(切断、切槽)。
精度:7~8级左右四、车刀量角台结构介绍与测量方法l.量角台的主要测量参数及其范围车刀量角台能够测量主剖面和法剖面内的前角、后角、主偏角、副偏角及刃倾角。
测量范围:前角测量范围0-45度后角测量范围0-30度刃倾角测量范围0-45度主(副偏测量范围0-45度。
外形尺寸(㎜) 185×250×2402.车刀量角仪的使用方法(以40°外圆车刀为例){(1)测量主偏角:主偏角是在基面上测量的主切削刃与车刀进给方向之间的夹角。
测量时,车刀放在工作台上,用刀台的侧面和底面定位。
此时刀台底面表示基面,刀台侧面表示车刀轴线,量刀板正面表示车刀进给方向。
以顺时针方向旋转矩形工作台,同时推动车刀沿刀台侧面(紧贴)前进,使主切削刃与量刀板正面密合。
此时工作台指针指向盘形工作台上的刻度值即为主偏角。
(如图所示)》!|@(2)测量副偏角:副偏角是在基面上副切削刃与车刀进给方向之间的夹角。
测量时逆时针方向旋转盘形工作台,同时推进车刀使副切削刃与量刀板正面贴紧读出的刻度值即为副偏角。

在计算刀具工作角度时,可以采用解析法。
解析法基于切削刃的几何形状和位置,通过数学表达式来计算工作角度。
这种方法适用于复杂的刀具形状和几何参数。
以下是一个简单的例子来说明解析法的基本步骤:
定义变量和已知量:例如,已知前角(γ0)、后角(α0)、刃倾角(λs)和切削速度(v)等。
根据切削刃的几何形状和位置,确定切削刃上各点的坐标。
根据已知的工作角度和切削刃上各点的坐标,建立数学模型,计算工作角度。
通过求解数学模型,得到刀具工作角度的结果。
需要注意的是,解析法的精度取决于所采用的数学模型和切削刃几何形状的复杂性。
对于复杂的刀具形状和几何参数,需要采用更精确的数学模型和计算方法。
刀具几何角度的认识及测量一、实验目的1. 掌握测量车刀几何角度的方法。
2. 进一步理解车刀各几何角度的定义及其标注方法。
3. 认识端铣刀、麻花钻、铰刀、扩孔钻、齿轮滚刀等典型刀具的角度。
二、实验要求1.熟悉所给的车刀结构和万能车刀量角台的使用方法。
2.用万能车刀量角台测量车刀的六个基本角度:γo、αo、λs、κr、κr’、αo’3.绘图表示所给外圆车刀的几何角度。
4.观察了解实验中所用各种典型刀具的刀具结构和角度。
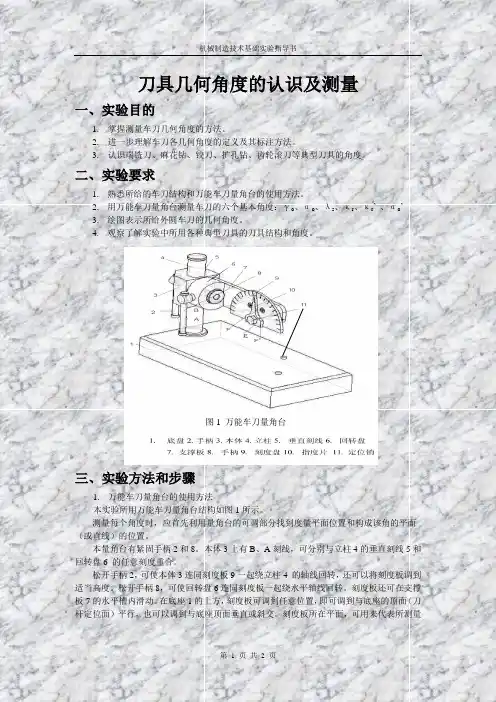
图1 万能车刀量角台三、实验方法和步骤1.万能车刀量角台的使用方法本实验所用万能车刀量角台结构如图1所示。
测量每个角度时,应首先利用量角台的可调部分找到度量平面位置和构成该角的平面(或直线)的位置。
本量角台有紧固手柄2和8。
本体3上有B、A刻线,可分别与立柱4的垂直刻线5和回转盘6 的任意刻度重合。
松开手柄2,可使本体3连同刻度板9一起绕立柱4 的轴线回转,还可以将刻度板调到适当高度。
松开手柄8,可使回转盘6连同刻度板一起绕水平轴线回转。
刻度板还可在支撑板7的水平槽内滑动。
在底座1的上方,刻度板可调到任意位置,即可调到与底座的顶面(刀杆定位面)平行,也可以调到与底座顶面垂直或斜交。
刻度板所在平面,可用来代表所测量角度的度量平面(基面,切削平面,主剖面——即正交平面)。
指度片10可绕其轴在刻度板上转动,其作用是用来指示所测角度的值。
刻度板每格为2°。
当刻度板位于主剖面(正交平面)位置,而指度片尖端对准刻度板0°刻线时,此时指度片E边和F(或F’)边分别平行和垂直于底座顶面,即E边代表基面,F(或F’)边代表切削平面。
若将E、F(或F’)的任意一边与被测刀面或刀刃贴合(以不漏光为限)时,即可按定义测得所需的角度值。
可见,指度片上的E或F(或F’)边在0°位置和它与刀面或刀刃贴合时的位置,分别代表了构成所测角度的两个平面(或两条直线)。
底座上有两个定位销11,在测量主偏角和副偏角时,是用来对刀杆侧面定位的。
刀具的几何角度教案(精选5篇)第一篇:刀具的几何角度教案刀具的几何角度及选择教案【授课班级】:数控班;【教学目的】:1、掌握切削用量和车刀切削部分的组成;2、掌握车刀的几何角度及选择方法;【教学方法】:讲解法、提问法、讨论法;【教学准备】:多媒体课件、刀具;【教学重点】:切削加工的相关知识(切削运动、切削用量);【教学难点】:车刀切削部分的组成、车刀的几何角度及选择;【导入新课】:刀具按加工方法和具体用途可分为车刀、铣刀、拉刀、绞刀、孔加工刀具、齿轮刀具等几大类型。
【新授】:一、概述切削加工:用切削刀具,在工具(刀具)与工件的相对运动中,切除工件上的多余材料,得到预想的工件形状、尺寸和表面质量的加工方法。
二、零件表面的形成及切削运动a)车外圆面b)磨外圆面c)钻孔d)车床上镗孔e)刨平面f)铣平面g)车成形面h)铣成形面1、表面的形成零件的表面主要有以下几种组成:外圆面、内圆面、平面、和成形面(1)外圆面和内圆面是以某一直线为母线,以圆为轨迹,作旋转运动时所形成的表面。
(2)平面是以一直线为母线,以另一条直线为轨迹,作平移运动所形成的表面。
(3)成形面是以曲线为母线,以圆或直线为轨迹,作旋转或平移运动时所形成的表面。
2、切削运动(1)主运动――主要完成切削的运动,消耗功率最多,一种加工主运动只有一个。
(2)进给运动――使切削加工保持连续进行,一种加工可以有一种(或以上)的进给运动。
(进给运动可以是连续的也可以是间歇的)实际的切削运动是一个合成运动。
合成切削速度:三、切削用量1、切削速度ν:在单位时间内,工件和刀具沿主运动方向的相对位移。
(m/s或m/min),车削时一般算工件最大切削直径处的线速度。
计算公式:ν=πdw n/1000×60(m/s)或ν=πdw n/1000(m/min)dw——待加工表面直径(mm);n——工件转速(r/min)2、进给量f:刀具在进给运动方向上相对工件的位移量,车削时为(mm/r);刨削时为(mm/str)(毫米/往复行程),其他切削加工也可以用进给速度(mm/s、mm/min、m/min),和每齿进给量(mm/z)来衡量。
实验一刀具几何角度的测量1.实验内容:(一)测主刀刃上的角度;①主偏角Kr大小指针为零,转动工作台使主刀刃靠大指针平面C,这时C面为主切削平面,则指针板上刻度线所对底盘上的角度即为Kr。
②刃倾角λs调整滑体高度,使大指针底边靠刀刃。
则大指针所指角度即为λs(右负、左正)。
③前角γ0使工作台沿逆时针方向转90゜这时C面为主剖面。
调整滑体、定位块,使大指针底边靠前刀面,则大指针所指的角度为γ0(右负、左正)。
④后角а0调整滑体和定位块位置,使大指针侧边靠后刀面,则大指针所指的角度为а0。
(二)测副刀刃上的角度;①副偏角K,r大小指针对零,转动工作态使副刀刃靠大指针C面,这时C面为副切削平面。
指针板上刻度线所对底盘上刻度即为K,r。
②副后角а,0使工作台顺时针转过90゜,调整滑体、定位块,使大指针侧边靠副后刀面,则大指针所指的角度为а,0。
(三)法剖面的角度:①法剖面的前角γn在主偏角的前提下,使工作台逆时针方向转90゜,这时C面为主剖面,调整小指针,使小指针的角度指着测出的刃倾角λs的角度(这时大指针垂直于刀刃)。
调整滑体,定位块,使大指针底边靠前刀面,则大指针所指的角度为γn (右负、左正)。
②法剖面的后角аn调整滑体和定位块位置,使大指针侧边靠后刀面,则大指针所指的角度为аn。
2.实验结果:前角后角主偏角副偏角刃倾角所测刀具几何角度示意图外圆车刀:切断刀:3.思考题:(1)测量车刀的法剖面、横剖面中的几何角度时,车刀量角台该如何调整及测量?答:测量法剖面系车刀几何角度:测量法剖面系车刀几何角度时,主偏角、刃倾角、副偏角均与测主剖面车刀角度的原理与方法相同。
只是在测量法前角与法后角时,应旋松螺钉轴,旋转摇臂,按刃倾角正负值顺(逆)时针方向旋转刃倾角值后,固紧螺钉轴即可按法前角和法后角定义分别测出。
横剖面车刀几何角度测量方法与之相似。
(2)车刀前角与车刀刃倾角有何区别?答:车刀的前角是基面与切削时切屑流出时,刀具与切屑相接触的表面的夹角;刃倾角是在切削平面内主刀刃和基面的夹角,它影响切屑流出的方向及刀尖的强度。

刀具几何角度测量实验报告书实验者姓名赵万超实验者学号11121986实验小组第31组小组其它成员赵万超张雁宇等课程名制造技术基础实验室生产工程实验中心金属切削实验室实验时间2013/12/10 12:00-13:30刀具几何角度测量实验一.实验概述切削加工过程中,刀具要从工件上切下金属,其切削部分必须具备一定的切削角度,也正是由于这些角度才决定了刀具切削部分上各刀面、刀刃和刀尖的空间位置。
用于切削加工的刀具虽然种类繁多,具体结构各异,但其切削部分在几何特征上却具有共性。
外圆车刀的切削部分可以看作是各类刀具切削部分的基本形态,故此在工程中,是以外圆车刀为例,给出刀具切削部分的基本定义。
而刀具几何角度就是描绘切削部分几何特征的参数。
二.实验目的通过实验,将使同学能增强对刀具切削部分几何特征参数的感性认识,理解切削加工中的切削机理,掌握金属切削理论基础概念。
三.实验要求1. 熟悉车刀切削部分的构成要素,掌握车刀静态角度的参考平面、参考系及车刀静态角度的定义:2. 了解车刀量角台的结构,学会使用量角台测量车刀静态角度或CAD软件测量3D模型车刀角度;3. 绘制车刀静态角度图,并标注出测量得到的各角度数值。
四.实验内容1. 使用车刀量角台测量车刀的前角、后角、主偏角、副偏角、刃倾角。
2. 使用CAD软件测量3D模型车刀的前角、后角、主偏角、副偏角、刃倾角。
(注:根据实验时数可选1或全选)五.实验原理车刀的静态角度可以用车刀量角台进行测量,其测量的基本原理是:按照车刀静态角度的定义,在刀刃选定点上,用量角台的指针平面(或侧面或底面),与构成被测角度的面或线紧密贴合(或相平行、或相垂直),把要测量的角度测量出来。
3D模型车刀角度可通过CAD软件辅助作图测量得到和标注。
六.实验数据处理1.实体车刀实验数据(1)实验刀具为外圆车刀(2)实验刀具材料为高速钢(3)实体车刀实验数据记录表(4)实体车刀角度测量标注图2.卓越班:3D模型车刀实验数据(1)3D模型车刀角度标注图(2)3D模型车刀实验数据记录表。
实验一车刀几何角度测量一、实验目的与要求1、了解车刀量角仪的结构工作原理;2、通过实验加深理解车刀的标注坐标平面与车刀角度的定义;二、实验装备1、车刀量角仪。
2、测量用直头刀、90°偏刀、大倾角刀。
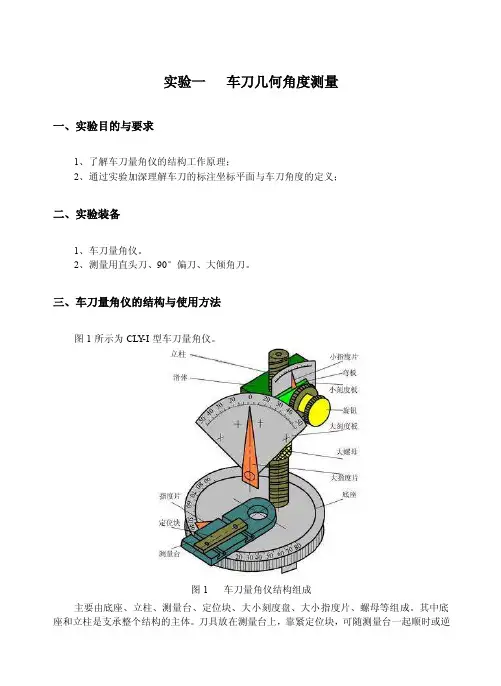
三、车刀量角仪的结构与使用方法图1所示为CLY-I型车刀量角仪。
立柱图1 车刀量角仪结构组成主要由底座、立柱、测量台、定位块、大小刻度盘、大小指度片、螺母等组成。
其中底座和立柱是支承整个结构的主体。
刀具放在测量台上,靠紧定位块,可随测量台一起顺时或逆时针方向旋转,并能在测量台上沿定位块左右移动。
旋转大螺母可使滑体上下移动,从而使两刻度盘及指度片达到需要的高度。
使用时,可通过旋转测量台或大指度片的前面或底面或侧面与刀具被测量要素紧密贴合,即可从底座或刻度盘上读出被测量的角度数值。
它能测量各类车刀的任意剖面中的几何角度。
其结构组成、工作原理与方法如下:1、测量主偏角将刀具放在可旋转的刀架盘上,位置可调整,使刀具的主切削刃与垂直扇形刻度盘上指针平面接触,使之间隙一致,此时观察刀具安装盘左下方的指针所指底座圆形刻度盘的刻度即为所需测量的主偏角角度。
2、测量副偏角方法同上,此时需将刀架转动,使车刀的副切削刃与扇形刻度盘上的大指针平面相接触,保持间隙均匀,此时再观察底座圆形刻度盘的刻度即为需要测量的副偏角角度。
3、前角的测量方法同前述,将车刀安放在旋转刀架盘上,旋转刀具,让刀具的前面与大指针的底部相接触,此时大指针在扇形刻度面上所指的角度即为前角。
4、主后角的测量方法同前述,此时将刀具的后刀面,与大指针的前面通过调整右侧的小刻度的调整螺母,让大指针与刀具的后刀面靠紧且间隙一致,此时观察右侧面小刻度盘上指针所指刻度即为所指的主后角角度。
5、副后角的测量方法同前述,此时将刀具的副后刀面,与大指针的前面通过调整右侧的小刻度的调整螺母,让大指针与刀具的副后刀面靠紧且间隙一致,此时观察右侧面小刻度盘上指针所指刻度即为所指的副后角角度。