车刀简介车刀几何形状
- 格式:ppt
- 大小:189.00 KB
- 文档页数:10
车刀科技名词定义中文名称:车刀英文名称:turning tool定义:在车床上使用的刀具的总称。
应用学科:机械工程(一级学科);刀具(二级学科);刀具名称(三级学科)本内容由全国科学技术名词审定委员会审定公布展开编辑本段简要介绍车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。
车刀的切削部分由主切削刃、副切削刃、前刀面、主后刀面和副后刀面,刀尖角成。
车刀的切削部分和柄部(即装夹部分)的结合方式主要有整体式、焊接式、机械夹固式和焊接-机械夹固式。
机械夹固式车刀可以避免硬质合金刀片在高温焊接时产生应力和裂纹,并且刀柄可多次使用。
机械夹固式车刀一般是用螺钉和压板将刀片夹紧,装可转位刀片的机械夹固式车刀。
刀刃用钝后可以转位继续使用,而且停车换刀时间车刀短,因此取得了迅速发展。
车刀的切削部分由主切削刃、副切削刃、前面、后面和副后面等组成。
它的几何形状由前角γo、后角αo、主偏角κr、刃倾角γS、副偏角κ惤和刀尖圆弧半径rε所决定。
车刀几何参数的选择受多种因素影响,必须根据具体情况选取。
前角γo根据工件材料的成分和强度来选取,切削强度较高的材料时,应取较小的值。
例如,硬质合金车刀在切削普通碳素钢时前角取10°~15°;在切削铬锰钢或淬火钢时取 -2°~-10°。
一般情况下后角取6°~10°。
主偏角κr根据工艺系统的刚性条件而定,一般取30°~75°,刚性差时取较大的值,在车阶梯轴时,由于切削方式的需要取大于或等于90°。
刀尖圆弧半径rε和副偏角κ惤一般按加工表面粗糙度的要求而选取。
刃倾角γ S则根据所要求的排屑方向和刀刃强度确定。
车刀前面的型式(图2)主要根据工件材料和刀具材料的性质而定。
最简单的是平面型,正前角的平面型适车刀用于高速钢车刀和精加工用的硬质合金车刀,负前角的平面型适用于加工高强度钢和粗切铸钢件的硬质合金车刀。
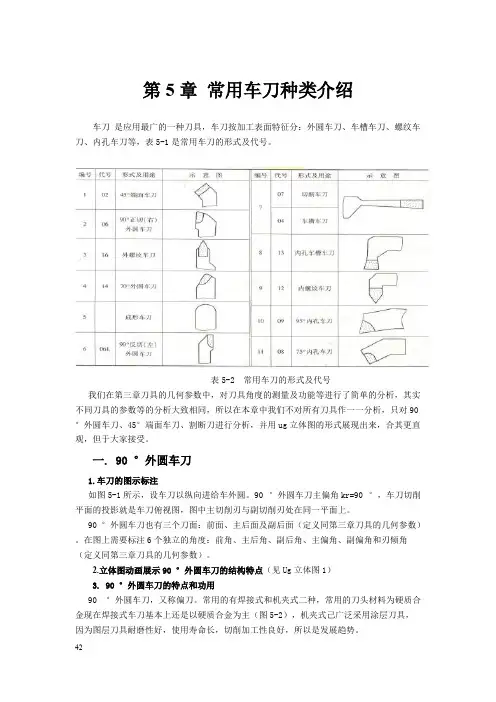
第5章常用车刀种类介绍车刀是应用最广的一种刀具,车刀按加工表面特征分:外圆车刀、车槽车刀、螺纹车刀、内孔车刀等,表5-1是常用车刀的形式及代号。
表5-2 常用车刀的形式及代号我们在第三章刀具的几何参数中,对刀具角度的测量及功能等进行了简单的分析,其实不同刀具的参数等的分析大致相同,所以在本章中我们不对所有刀具作一一分析,只对90 °外圆车刀、45°端面车刀、割断刀进行分析,并用ug立体图的形式展现出来,合其更直观,但于大家接受。
一. 90 °外圆车刀1.车刀的图示标注如图5-1所示,设车刀以纵向进给车外圆。
90 °外圆车刀主偏角kr=90 °,车刀切削平面的投影就是车刀俯视图,图中主切削刃与副切削刃处在同一平面上。
90 °外圆车刀也有三个刀面:前面、主后面及副后面(定义同第三章刀具的几何参数)。
在图上需要标注6个独立的角度:前角、主后角、副后角、主偏角、副偏角和刃倾角(定义同第三章刀具的几何参数)。
2.立体图动画展示90 °外圆车刀的结构特点(见Ug立体图1)3. 90 °外圆车刀的特点和功用90 °外圆车刀,又称偏刀。
常用的有焊接式和机夹式二种,常用的刀头材料为硬质合金现在焊接式车刀基本上还是以硬质合金为主(图5-2),机夹式己广泛采用涂层刀具,因为图层刀具耐磨性好,使用寿命长,切削加工性良好,所以是发展趋势。
图5-1 90 °外圆车刀几何角度图5-2 焊接式90 °外圆车刀90 °外圆车刀按进给方向不同分为左偏刀和右偏刀,我们最常用的是右偏刀。
右偏刀,由右向左进给。
用来车削工件的外圆、端面和台阶,它的主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工;左偏刀,由左向右进给,用于车削工件外圆和台阶,也用于车削外径较大而长度短的零件(盘类件)的端面。
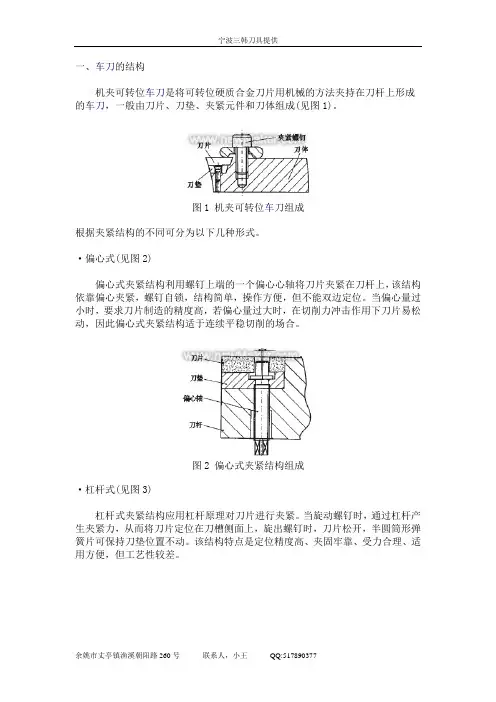
一、车刀的结构机夹可转位车刀是将可转位硬质合金刀片用机械的方法夹持在刀杆上形成的车刀,一般由刀片、刀垫、夹紧元件和刀体组成(见图1)。
图1 机夹可转位车刀组成根据夹紧结构的不同可分为以下几种形式。
·偏心式(见图2)偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。
当偏心量过小时,要求刀片制造的精度高,若偏心量过大时,在切削力冲击作用下刀片易松动,因此偏心式夹紧结构适于连续平稳切削的场合。
图2 偏心式夹紧结构组成·杠杆式(见图3)杠杆式夹紧结构应用杠杆原理对刀片进行夹紧。
当旋动螺钉时,通过杠杆产生夹紧力,从而将刀片定位在刀槽侧面上,旋出螺钉时,刀片松开,半圆筒形弹簧片可保持刀垫位置不动。
该结构特点是定位精度高、夹固牢靠、受力合理、适用方便,但工艺性较差。
图3 杠杆式夹紧结构组成·楔块式(见图4)刀片内孔定位在刀片槽的销轴上,带有斜面的压块由压紧螺钉下压时,楔块一面靠紧刀杆上的凸台,另一面将刀片推往刀片中间孔的圆柱销上压紧刀片。
该结构的特点是操作简单方便,但定位精度较低,且夹紧力与切削力相反。
图4 楔块式夹紧结构不论采用何种夹紧方式,刀片在夹紧时必须满足以下条件:①刀片装夹定位要符合切削力的定位夹紧原理,即切削力的合力必须作用在刀片支承面周界内。
②刀片周边尺寸定位需满足三点定位原理。
③切削力与装夹力的合力在定位基面(刀片与刀体)上所产生的摩擦力必须大于切削振动等引起的使刀片脱离定位基面的交变力。
夹紧力的作用原理如表1所示。
表1可转位车刀片的形状有三角形、正方形、棱形、五边形、六边形和圆形等,是由硬质合金厂压模成形,使刀片具有供切削时选用的几何参数(不需刃磨);同时,刀片具有3个以上供转位用的切削刃,当一个切削刃磨损后,松开夹紧机构,将刀片转位到另一切削刃,即可进行切削,当所有切削刃都磨损后再取下,换上新的同类型的刀片。
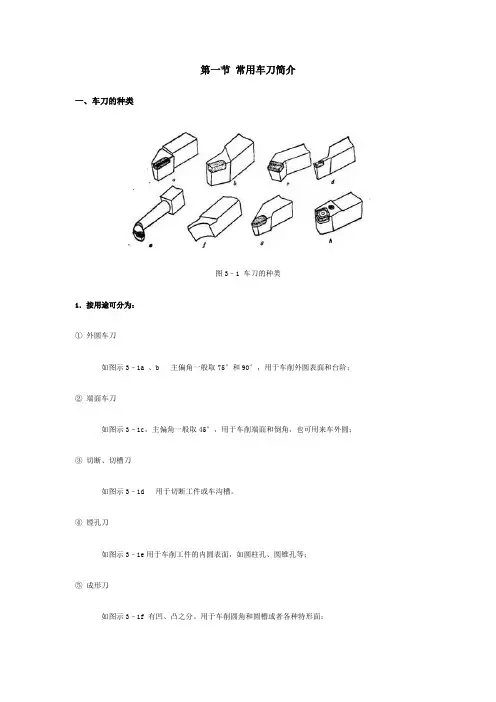
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f 所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
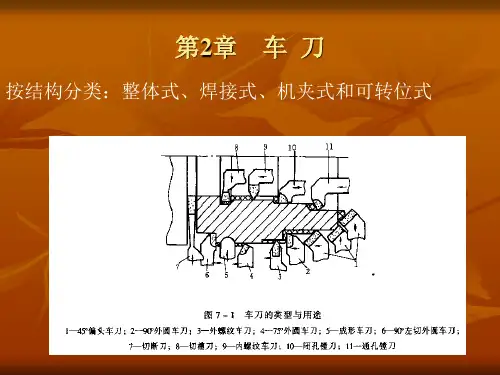
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。
车刀的结构类型一、整体结构车刀是一种常用于机械加工中的工具,用于切削和加工金属材料。
根据其结构类型的不同,车刀可以分为以下几种类型:一字刀、切断刀、面刀、倒角刀、切断刀、车外刀、车内刀等。
二、一字刀一字刀是最基本的车刀类型之一,其结构简单,刀片呈直线状,形似“一”字。
一字刀的主要用途是粗加工和精加工,适用于平面车削、外圆车削等工艺。
三、切断刀切断刀是一种专用的车刀,主要用于金属材料的切断和分离。
切断刀的刀片较厚,可以承受较大的切削力,刀片的切口较深,能够快速有效地切断工件。
四、面刀面刀是一种用于面铣加工的车刀,其刀片呈扇形或圆形,适用于平面加工、平底孔加工等工艺。
面刀的刀片数量较多,可以同时进行多个切削操作,提高了工作效率。
五、倒角刀倒角刀是一种用于加工工件边缘的车刀,其刀片具有倒角形状,可以将工件边缘进行倒角处理,提高工件的外观质量和安全性。
六、切断刀切断刀是一种专用的车刀,其刀片具有切断刃,用于金属材料的切割和分离。
切断刀的刀片较薄,刀片的切口较浅,适用于薄板材料的切割。
七、车外刀车外刀是一种用于外圆车削的车刀,其刀片呈弧形,可以沿工件外圆表面进行切削。
车外刀适用于加工外圆孔、锥度等工艺,可以实现高精度的加工效果。
八、车内刀车内刀是一种用于内圆车削的车刀,其刀片呈圆弧形,可以沿工件内圆表面进行切削。
车内刀适用于加工内孔、倒角等工艺,可以实现高精度的加工效果。
九、总结车刀是机械加工中常用的工具,根据其结构类型的不同,可以实现不同的加工效果。
一字刀适用于平面车削;切断刀用于切断和分离;面刀用于面铣加工;倒角刀用于加工工件边缘的倒角;切断刀用于金属材料的切割;车外刀用于外圆车削;车内刀用于内圆车削。
选择合适的车刀类型可以提高加工效率和加工质量,确保工件的精度和表面质量。
机械加工行业的发展离不开各种类型的车刀的应用和改进,不断提高加工技术和工艺的水平。
车刀的结构类型的研究和创新将继续推动机械加工行业的发展。


第5章常用车刀种类介绍车刀是应用最广的一种刀具,车刀按加工表面特征分:外圆车刀、车槽车刀、螺纹车刀、内孔车刀等,表5-1是常用车刀的形式及代号。
表5-2 常用车刀的形式及代号我们在第三章刀具的几何参数中,对刀具角度的测量及功能等进行了简单的分析,其实不同刀具的参数等的分析大致相同,所以在本章中我们不对所有刀具作一一分析,只对90 °外圆车刀、45°端面车刀、割断刀进行分析,并用ug立体图的形式展现出来,合其更直观,但于大家接受。
一. 90 °外圆车刀1.车刀的图示标注如图5-1所示,设车刀以纵向进给车外圆。
90 °外圆车刀主偏角kr=90 °,车刀切削平面的投影就是车刀俯视图,图中主切削刃与副切削刃处在同一平面上。
90 °外圆车刀也有三个刀面:前面、主后面及副后面(定义同第三章刀具的几何参数)。
在图上需要标注6个独立的角度:前角、主后角、副后角、主偏角、副偏角和刃倾角(定义同第三章刀具的几何参数)。
2.立体图动画展示90 °外圆车刀的结构特点(见Ug立体图1)3. 90 °外圆车刀的特点和功用90 °外圆车刀,又称偏刀。
常用的有焊接式和机夹式二种,常用的刀头材料为硬质合金现在焊接式车刀基本上还是以硬质合金为主(图5-2),机夹式己广泛采用涂层刀具,因为图层刀具耐磨性好,使用寿命长,切削加工性良好,所以是发展趋势。
图5-1 90 °外圆车刀几何角度图5-2 焊接式90 °外圆车刀90 °外圆车刀按进给方向不同分为左偏刀和右偏刀,我们最常用的是右偏刀。
右偏刀,由右向左进给。
用来车削工件的外圆、端面和台阶,它的主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工;左偏刀,由左向右进给,用于车削工件外圆和台阶,也用于车削外径较大而长度短的零件(盘类件)的端面。
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f 所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。