钣金与成型第5章 胀形与翻边
- 格式:ppt
- 大小:1.97 MB
- 文档页数:36
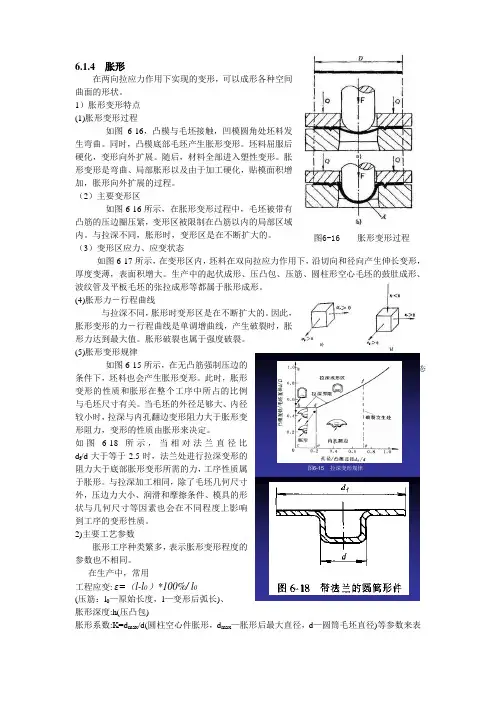
6.1.4 胀形在两向拉应力作用下实现的变形,可以成形各种空间曲面的形状。
1)胀形变形特点 (1)胀形变形过程如图6-16,凸模与毛坯接触,凹模圆角处坯料发生弯曲。
同时,凸模底部毛坯产生胀形变形。
坯料屈服后硬化,变形向外扩展。
随后,材料全部进入塑性变形。
胀形变形是弯曲、局部胀形以及由于加工硬化,贴模面积增加,胀形向外扩展的过程。
(2)主要变形区如图6-16所示,在胀形变形过程中,毛坯被带有凸筋的压边圈压紧,变形区被限制在凸筋以内的局部区域内。
与拉深不同,胀形时,变形区是在不断扩大的。
(3)变形区应力、应变状态 如图6-17所示,在变形区内,坯料在双向拉应力作用下,沿切向和径向产生伸长变形,厚度变薄,表面积增大。
生产中的起伏成形、压凸包、压筋、圆柱形空心毛坯的鼓肚成形、波纹管及平板毛坯的张拉成形等都属于胀形成形。
(4)胀形力-行程曲线 与拉深不同,胀形时变形区是在不断扩大的。
因此,胀形变形的力-行程曲线是单调增曲线,产生破裂时,胀形力达到最大值。
胀形破裂也属于强度破裂。
(5)胀形变形规律如图6-15所示,在无凸筋强制压边的条件下,坯料也会产生胀形变形。
此时,胀形变形的性质和胀形在整个工序中所占的比例与毛坯尺寸有关。
当毛坯的外径足够大、内径较小时,拉深与内孔翻边变形阻力大于胀形变形阻力,变形的性质由胀形来决定。
如图6-18所示,当相对法兰直径比d f /d 大于等于2.5时,法兰处进行拉深变形的阻力大于底部胀形变形所需的力,工序性质属于胀形。
与拉深加工相同,除了毛坯几何尺寸外,压边力大小、润滑和摩擦条件、模具的形状与几何尺寸等因素也会在不同程度上影响到工序的变形性质。
2)主要工艺参数胀形工序种类繁多,表示胀形变形程度的参数也不相同。
在生产中,常用工程应变: ε=(l-l 0)*100%/ l 0 (压筋:l 0—原始长度,l —变形后弧长)、 胀形深度:h(压凸包)胀形系数:K=d max /d(圆柱空心件胀形,d max —胀形后最大直径,d —圆筒毛坯直径)等参数来表图6-16 胀形变形过程 图6-17 胀形变形区应力、应变状态 图6-15 拉深变形规律示胀形变形程度。