刨削加工及插削、拉削简介
- 格式:doc
- 大小:178.50 KB
- 文档页数:11
最新机械工艺——刨削插削及拉削教学教案引言:机械工艺是制造工艺的重要组成部分,它涉及到了材料的加工、加工工艺的选择和加工方法等方面。
刨削、插削及拉削是传统的机械加工方法,但随着科技的发展,新的机械工艺不断涌现。
本文将重点介绍最新的刨削、插削及拉削工艺,并提供对应的教学教案,以帮助学生更好地掌握这些机械工艺。
一、刨削工艺1.简介刨削是用刀具旋转切削刀盘,使其一定角度的刀片在工件表面上沿一定方向进行切削的机械加工方法。
2.最新技术应用:最新技术应用包括高速刨削、超声波刨削和刀具材料的创新。
教学教案:一、实验目的通过实际操作,学生能够了解刨削工艺的基本原理,掌握刨削刀具的选择与安装、调整和使用。
二、实验内容1.刨削刀具的选择与安装2.刨削刀具调整与使用3.刨削工艺实际操作三、教学重点1.掌握刨削刀具的选择与安装方法;2.学会刨削刀具的调整与使用技巧。
四、教具与实验器材1.刨床、刨削刀具;2.实验材料:钢坯。
五、教学方法1.理论授课;2.实验操作;3.师生讨论和总结。
二、插削工艺1.简介插削是在一定轴向进给时,刀具在工件上有规律地削去一层金属的机械加工方法。
2.最新技术应用最新技术应用包括刀具材料的创新、然刀的应用和刀具磨损监测技术。
教学教案:一、实验目的通过实际操作,学生能够了解插削工艺的基本原理,掌握插削刀具的选择与安装、调整和使用。
二、实验内容1.插削刀具的选择与安装2.插削刀具调整与使用3.插削工艺实际操作三、教学重点1.掌握插削刀具的选择与安装方法;2.学会插削刀具的调整与使用技巧。
四、教具与实验器材1.数控车床、插削刀具;2.实验材料:铝合金坯。
五、教学方法1.理论授课;2.实验操作;3.师生讨论和总结。
三、拉削工艺1.简介拉削是利用拉削刀具将工件做径向进给而切削的机械加工方法。
2.最新技术应用最新技术应用包括高速拉削、后刀设计和刀具涂层技术。
教学教案:一、实验目的通过实际操作,学生能够了解拉削工艺的基本原理,掌握拉削刀具的选择与安装、调整和使用。
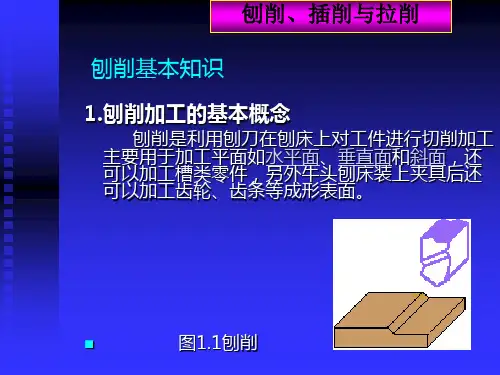
刨削插削拉削工艺介绍及应用一、刨削工艺:刨削是利用刨床进行金属材料的加工工艺,通过切削刀具对工件进行旋转切削,实现加工的目的。
刨削适用于平面、曲面、槽、凸台等各种形状的工件加工。
其优点是加工精度高,表面质量好,但加工效率较低。
刨削工艺的应用:1.平面加工:刨床通过切削刀具对工件进行旋转切削,可以实现对平面的粗、中、精加工,广泛应用于制造各种平面结构的零件。
2.曲面加工:通过更换合适形状的切削刀具,可以实现对各种曲面的加工,如凹、凸面、曲线等,适用于制造车削机床主轴箱、引导轨道等曲线形状复杂的零部件。
3.细加工:刨削工艺可以使工件表面达到较高的光洁度和精度,适用于制造需要高精度和表面质量的工件,如刀模、测量工具、光学仪器等。
二、插削工艺:插削是利用插床进行金属材料的加工工艺,通过切削刃具对工件进行直线前进或旋进切削,实现加工的目的。
插削适用于薄壁管件、孔、凹槽等部位的加工,其优点是加工精度高、加工效率稍低。
插削工艺的应用:1.薄壁管件加工:插床通过切削刃具对薄壁管件进行加工,可以实现对管件内外径的加工,如加工钢管、铜管等,广泛应用于汽车、工程机械等行业。
2.孔加工:插削工艺可以实现对孔的精密加工,如毛细管、喷油嘴孔等,适用于制造小孔直径较精密的零件。
3.凹槽加工:插床通过切削刃具对工件表面进行切削,可以实现对各种形状、尺寸的凹槽和槽的加工,如齿轮、销槽等。
三、拉削工艺:拉削是利用拉床进行金属材料的加工工艺,通过钳爪夹持工件,通过切削刀具对工件进行旋转切削,实现加工的目的。
拉削适用于加工圆柱、圆锥、球面等各种形状的工件,其优点是加工精度高、加工效率较高。
拉削工艺的应用:1.圆柱加工:拉床可以实现对各种直径大小的圆柱形状的加工,如轴、轴套等。
2.锥面加工:拉床可以实现对各种锥面的加工,如锥孔、锥柱等,适用于制造锥形零件。
3.球面加工:通过更换合适形状的切削刀具,拉床可以实现对不同半径的球体的加工,如滚珠轴承、摩擦轮等。
4刨削加工及插削、拉削简介本章主要教学要求(1)了解刨削加工的特点及加工范围(2)了解刨床的性能及主要组成结构和用途、各种刨刀的特点及应用;(3)了解由刨削加工引申的插削和拉削加工的特点及应用。
(4)掌握刨床基本操作要领和主要调整、刨刀与工件的装夹、主要形面的加工方法等;(5)独立操作完成矩形工件的加工。
安全实习注意事项(1)工作时穿好工作服(领口紧、袖口紧、下摆紧)、戴好工作帽(长发压入帽内)、穿好防护鞋;(2)开车前先检查机床、刀具、工件的装夹;(3)多人共用一台刨床时,只能一人操作,严禁两人同时操作;(4)工作台和滑枕不能调整到极限位置;(5)刨床开动后,滑枕前严禁站人和行程范围内过人。
4.1 概述在刨床上利用做直线往复运动的刨刀加工工件的过程称为刨削。
4.1.1 刨削运动与刨削用量如图4-1所示,在牛头刨床上进行刨削时,刨刀随滑枕的直线往复运动为主运动,工件随工作台的间歇移动为进给运动。
4.1.1.1 刨削速度刨刀刨削时往复运动的平均速度,其值可按下式计算:Vc=2Ln/1000 (mm/min)式中`` L—刨刀的行程长度(mm)n—滑枕每分钟往复次数(往复次数/min4.1.1.2 进给量刨刀每往返一次,工件横向移动的垂直距离。
对于B6065牛头刨床的进给量值可按下式计算:f=k/3 (mm)式中k—刨刀每往复一次,棘轮被拨过的齿数4.1.1.3 背吃刀量(刨削深度ap)已加工表面与待加工表面之间的垂直距离(mm)。
图4-1 刨削运动与切削用量4.1.2 刨削加工的范围刨削加工主要用来加工各种平面、直线形(母线为直线)沟槽和直线形成形面等,如图4-2所示。
在实际生产中,一般用于毛坯加工、单件小批生产、修配等。
图4-2 刨削加工的范围4.1.3 刨削加工的特点4.1.2.1 优点(1)刨削的通用性好,生产准备容易。
(2)刨床结构简单,操作方便,有时一人可开几台刨床;(3)刨刀与车刀基本相同,制造和刃磨简单;(4)刨削的生产成本较低,尤其对窄而长的工件或大型工件的毛坯或半成品可采用多刀、多件加工,有较高的经济效益;4.1.2.2 缺点(1)生产效率低由于刨刀在切入和切出时会产生冲击和振动,并需要缓冲惯性;另外,刨削为单刀单刃断续切削,回程不切削且前后有空行程。
机械加工简述机械零件除极少数采用精密铸造或精密模锻等近终成型加工生产外,目前绝大多数零件均须进行机械加工。
机械加工是通过机械对工件的外形尺寸进行精确加工,去除多余材料的加工过程,是工业生产的重要环节。
切削加工是机械加工方法中最重要的一类,利用刀具从毛坯表面切去多余材料,以获得符合图样规定的尺寸精度、形状精度、位置精度及表面粗糙度的合格零件。
按工艺特征,切削加工一般可分为车削、铣削、钻削、镗削、铰削、刨削、插削、拉削、锯切、磨削、研磨、珩磨、超精加工、抛光、齿轮加工、蜗轮加工、螺纹加工、超精密加工、钳工和刮削等。
一、切削运动在切削过程中,为完成各类零件的加工,刀具和工件之间必定有相对运动,即切削运动。
切削运动包括主运动和进给运动。
图6.1所示为几种常见的切削加工运动简图。
图6.1 常见的切削加工运动简图I—主运动;II—进给运动1—待加工面;2—过渡表面;3—已加工表面(1)主运动主运动是切下切屑所需要的基本运动,没有主运动就无法进行切削加工。
在机床所有的切削运动中,主运动的速度最快,消耗机床动力最大,且一般只有一个。
如车削时工件的旋转运动,使工件与刀具产生相对运动以进行切削的最基本运动称为主运动。
(2)进给运动进给运动是将多余材料不断投入切削,从而加工完整表面所需的运动,可以由机床或人力提供,它使刀具与工件之间产生相对运动,加上主运动即可连续地切除切屑。
没有进给运动就无法进行连续切削,进给运动可以有多个。
二、切削参数、切削用量的选择1.切削参数机械加工的切削参数包括三个要素:切削速度vc 、进给量f和背吃刀量ap。
(1)切削速度vc切削速度是切削刃选定点相对于工件的主运动的瞬时速度,可用单位时间内刀具或工件沿主运动方向的相对位移量来表示,当主运动是旋转运动时:式中dw——工件待加工表面或刀具的最大直径(mm);n——主运动的转数(r/min)。
当主运动是往复直线运动时:式中L——往复运动的行程长度(mm);nr——每分钟的往复次数(次/min)。
4刨削加工及插削、拉削简介本章主要教学要求(1)了解刨削加工的特点及加工范围(2)了解刨床的性能及主要组成结构和用途、各种刨刀的特点及应用;(3)了解由刨削加工引申的插削和拉削加工的特点及应用。
(4)掌握刨床基本操作要领和主要调整、刨刀与工件的装夹、主要形面的加工方法等;(5)独立操作完成矩形工件的加工。
安全实习注意事项(1)工作时穿好工作服(领口紧、袖口紧、下摆紧)、戴好工作帽(长发压入帽内)、穿好防护鞋;(2)开车前先检查机床、刀具、工件的装夹;(3)多人共用一台刨床时,只能一人操作,严禁两人同时操作;(4)工作台和滑枕不能调整到极限位置;(5)刨床开动后,滑枕前严禁站人和行程范围内过人。
4.1 概述在刨床上利用做直线往复运动的刨刀加工工件的过程称为刨削。
4.1.1 刨削运动与刨削用量如图4-1所示,在牛头刨床上进行刨削时,刨刀随滑枕的直线往复运动为主运动,工件随工作台的间歇移动为进给运动。
4.1.1.1 刨削速度刨刀刨削时往复运动的平均速度,其值可按下式计算:Vc=2Ln/1000 (mm/min)式中`` L—刨刀的行程长度(mm)n—滑枕每分钟往复次数(往复次数/min4.1.1.2 进给量刨刀每往返一次,工件横向移动的垂直距离。
对于B6065牛头刨床的进给量值可按下式计算:f=k/3 (mm)式中k—刨刀每往复一次,棘轮被拨过的齿数4.1.1.3 背吃刀量(刨削深度ap)已加工表面与待加工表面之间的垂直距离(mm)。
图4-1 刨削运动与切削用量4.1.2 刨削加工的范围刨削加工主要用来加工各种平面、直线形(母线为直线)沟槽和直线形成形面等,如图4-2所示。
在实际生产中,一般用于毛坯加工、单件小批生产、修配等。
图4-2 刨削加工的范围4.1.3 刨削加工的特点4.1.2.1 优点(1)刨削的通用性好,生产准备容易。
(2)刨床结构简单,操作方便,有时一人可开几台刨床;(3)刨刀与车刀基本相同,制造和刃磨简单;(4)刨削的生产成本较低,尤其对窄而长的工件或大型工件的毛坯或半成品可采用多刀、多件加工,有较高的经济效益;4.1.2.2 缺点(1)生产效率低由于刨刀在切入和切出时会产生冲击和振动,并需要缓冲惯性;另外,刨削为单刀单刃断续切削,回程不切削且前后有空行程。
因此,刨削速度低,生产效率也低。
(2)加工质量不高刨削加工工件的尺寸精度一般为IT10~IT8,表面粗糙度值Ra一般为6.3~1.6μm,直线度一般为0.04~0.12mm/m。
因此刨削加工一般用于毛坯、半成品、质量要求不高及形状较简单零件的加工。
4.2 牛头刨床及其基本操作4.2.1 牛头刨床4.2.1.1 牛头刨床的型号常用的刨床为牛头刨床,主要用于加工不超过1m的中、小型零件。
如图4–3为B6065型牛头刨床,其中B6065的字母和数字的含义如下:B─类别:刨床类;6─组别:牛头刨床组;0—系别:普通型牛头刨床;65—主参数:最大刨削长度的1/10,即最大刨削长度为6500mm。
11-滑枕锁紧手柄 12-垂直导轨(a) 牛头刨床的组成 (b) 牛头刨床传动系统图4–3 B6065型牛头刨床及其传动系统4.2.1.2 牛头刨床的组成牛头刨床由床身、滑枕、横梁、工作台、刀架等组成。
(1)底座吊装和安装(支撑和平衡)刨床。
(2)床身安装在底座上,主要用来支撑和连接各零部件。
其顶面的水平导轨供滑枕作水平直线往复运动,侧面导轨供带动工作台的横梁升降运动。
另外,床身内部还装有控制滑枕速度和行程长度的变速机构和摇臂机构。
(3)滑枕主要用来带动刀架(或刨刀)沿水平方向做直线往复运动,其运动快慢、行程长度、起始位置均可调整。
(4)横梁主要用来带动工作台做上下和左右进给运动,其内部有丝杠螺母副。
(5)工作台主要用来直接安装工件或装夹工件的夹具,台面上有T型槽供安装螺栓压板和夹具用。
(6)刀架主要用来夹持刀具,转动刀架进给手柄,刀架可上下移动,以调整刨削深度或加工垂直面时作进给运动。
松开转盘上的螺母,将转盘扳转一定角度后,可使刀架作斜向进给,以加工斜面。
滑板上装有可偏转的刀座,其上的抬刀板可使刨刀抬起,使刨刀在回程时充分抬起,防止划伤已加工表面和减少摩擦阻力。
图4–4 刀架4.2.1.3 牛头刨床的主要机构与调整(1)变速机构主要用于加工速度的变换,可获得六种不同的加工速度,它由两组滑动齿轮组成。
(2)摇臂机构(或摆杆机构)主要把由电动机传递的旋转运动转换为滑枕的直线往复运动。
如图4-5所示,电机的旋转运动由皮带经小齿轮传递给摇臂齿轮,使摇臂齿轮上的偏心滑块在摇臂上的滑槽内来回滑动,迫使摇臂绕支架左右摆动,最后带动滑枕作直线往复运动。
滑枕向前和向后运动时,滑块的转角分别为α和β且α大于β。
因此,滑枕向前的工作运动速度慢,向后回程运动速度快,而两端速度为零,中间速度最快。
图4-5 摇臂机构a.滑枕行程长度的调整滑枕行程长度一般比工件的加工长度大30~40mm。
调整时,先松开行程长度调整方榫(图4–3(a)中10)端部的螺母,用曲柄转动轴1,通过锥齿轮5、6,带动小丝杠2作转动,带动偏心滑块7在摇臂齿轮端面的位置改变,从而使摆杆的摆动幅度随之改变,达到改变滑枕行程长度的目的。
顺时针转动则行程增长;反之,则行程缩短。
图4-6 滑枕行程长度调整机构b. 滑枕行程起始位置的调整松开滑枕锁紧手柄(图4–3(a)中11),转动行程位置调整方榫(图4–3(a)中9),通过一对锥齿轮使丝杠旋转,使滑枕移动到所需位置。
顺时针转动,则滑枕起始位置向后移动;反之,则向前移动,如图4-7所示。
c. 滑枕行程速度的调整根据变速标牌所示位置,扳动变速手柄(图4–3(a)中6)到所需位置。
(3)棘轮进给机构主要是实现工作台的横向间歇进给。
如图4-7所示,当大齿轮带动一对齿数相等的齿轮1、2转动时,通过连杆3使棘爪4摆动,并拨动固定在进给丝杠上的棘轮5转动。
棘爪每摆动一次,便拨动棘轮和丝杠转动一定的角度,从而使工作台实现一次横向进给。
由于棘爪背面是斜面,当它朝反向摆动时,爪内弹簧被压缩,棘爪从棘轮顶上滑过,不带动棘轮转动,实现了间歇进给。
图4-7 棘轮进给机构a.横向进给量的调整调整棘轮罩缺口的位置,改变棘爪拨动棘轮的齿数k(一般为1~10),从而实现了横向进给量的调整。
b.横向进给方向的调整提起棘爪转动180°,然后重新放回原来的棘轮齿槽中,同时将棘轮罩反向转动,使另一边露出棘爪拨动的齿即可。
调整时要注意连杆的位置也应调转180°,以便刨刀后退时进给。
联想:如果提起棘爪转动90°,则其与棘轮齿脱离接触,这时自动进给就停止。
4.2.2 刨刀及其装夹4.2.2.1 刨刀的结构特点刨刀的几何形状和结构与车刀相似,但由于刨削为断续切削,刨刀在切入时受到较大的冲击力,这要求刨刀具有较高的强度。
刨刀与车刀相比有以下不同:(1)刨刀刀体的横截面一般比车刀大1.25~1.5倍;(2)刨刀的前角γ比车刀稍小,刃倾角λs一般取较大的负值(-10~-20);(3)刨刀的刀杆(或刀体)常作成弯形的,如图4-8所示。
因为当刀杆(或刀体)受力产生弹性弯曲变形后可绕O点转动而使刀刃抬起,避免损坏刀头或啃入工件。
尤其加工较硬 (a)弯头刨刀 (b)直头刨刀材料如铸铁时,通常作成弓形。
图4-8 刨刀受力后的变形情况4.2.2.2 刨刀的种类和应用按用途和加工方式不同,刨刀分类及用途如表4-1所示。
表4-1 刨刀的种类及应用4.2.2.3 刨刀的正确装夹刨削水平面时,刨刀的装夹如图4-9所示。
首先松开刀架上的转盘螺钉,调整转盘刻度对准零线,再转动刀架进给手柄,使刀架下端与转盘底侧基本相同,最后将刨刀插入刀夹内,刀头伸出量不要太长(保证刀具有足够的刚性)拧紧固定螺钉即可。
刨削斜面时,先松开刀座螺钉,将刀座旋转到所需角度。
图4-9 刨刀的正确装夹4.3 刨削各种表面4.3.1 刨床夹具及工件的装夹在刨床上常用的夹具及工件的装夹方法一般有以下几种:4.3.1.1 平口钳及其装夹平口钳既是机床的附件,又是一种通用夹具,一般用于装夹形状简单、规则的小型零件。
使用时先将其固定在工作台上,然后再采用划线、直接找正等方法装夹工件,如图4-10所示。
装夹工件时应注意以下几点:(1)工件的待加工面必须高于钳口;(2)为使工件贴实,可用铜锤或木锤敲击工件;(3)为保护工件和钳口,可在钳口处垫上铜皮等较软的垫片;(4)对刚性较差的工件,可在其薄弱方向使用支承或用垫铁垫实,如图4-10所示。
(a)一般装夹(粗加工) (b)1、2面有垂直要求的装夹(c) 3、4面有平行度要求的装夹(或薄板) (d) 空心框形工件的装夹`图4-10 平口钳装夹工件4.3.1.2 工作台、压板、螺栓几及其装夹当加工较大尺寸或形状特殊的工件时,平口钳不能满足装夹要求,可采用不同的工具直接将工件装夹在工作台上。
常用的装夹工具有压板、螺栓、垫铁等,其装夹方法图4-11所示装夹时应注意以下几点:(1)合理布置压板位置,尽量使其靠近切削面;同时压紧力的大小要适当,以防止工件变形;(2)对薄壁等易变形工件,应在其空心位置上增加辅助支承(如千斤顶等)或垫铁,以防止振动或变形,如图4-12所示;(3)工件装夹完毕后,应进行校对,以防变形或移位;(4)压板必须安置在工件不易变形处(如垫铁处),以防工件因夹紧而变形。
(a)一般装夹及压板使用正误比较 (b)圆形工件的装夹(c) 半圆工件的装夹板(d)薄板的装夹报 (e) 空心框形工件的装夹`图4-11工作台、压板、螺栓及辅具装夹4.3.1.3 专用夹具及其装夹专用夹具是根据工件的形状和加工要求专门设计制造的装夹工件的工具。
它既能保证工件的加工质量,又装夹简便迅速,可显著提高劳动生产率,一般用于工艺稳定的大批量工件的生产。
4.3.2 刨削平面4.3.2.1 刨削水平面刨削平面的具体操作步骤如下:(1)刀具的选择与装夹根据工件的材料、加工表面的精度及表面粗糙度选择刨刀。
粗刨时选用普通直头或弯头平面刨刀,精刨时选用较窄的圆头精刨刀(圆弧半径为3~5mm),刀具选好后正确装夹;(2)工件的装夹工件采用平口钳装夹;(3)机床的调整调整刨刀的行程长度、起始位置、行程速度、工作台的高度;(4)进给量的选择及调整粗刨时,a p和f取大值,v c取较低值;精刨时,一般a p =0.2~0.5mm,f=0.33~0.66mm/str,v c=17~50m/min。
根据所选数值及时调整。
(5)加工开车加工成形。
4.3.2.2刨削垂直面与斜面(1)刨削垂直面如图4-12所示,选用偏刀,装夹刀具时,刨刀伸出长度应大于整个刨削面的高度,刀座必须偏转一定的角度(一般为10~15°),使其偏离工件,。