母线热缩工艺标准
- 格式:doc
- 大小:55.00 KB
- 文档页数:4
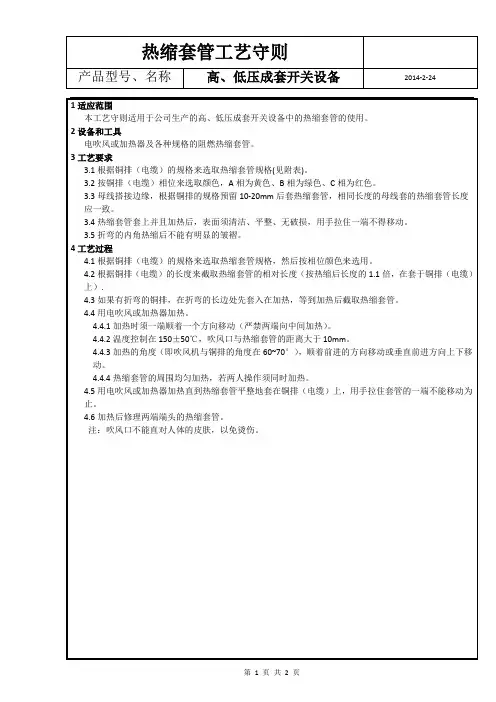
1范围本守则适用于高低压开关柜一次线的制作和装配。
2材料a・矩形截面母线(铜母线TMY、铝母线LMY),简称母线。
b・阻燃铜芯聚氯乙烯绝缘线(BVZ),简称导线;c・铜管制接线端头,简称端头;d・热收缩绝缘套管,简称热缩管;e・高滴点电力复合脂,简称热缩管;f・捆扎件(塑料带、捆扎带);g・坚固件(螺栓、螺母、平垫圈、专用平垫圈、弹簧垫圈)h.圆形相序不干胶标志。
3设备及工艺装备a・数控母线冲孔及切断机;b・数控母线弯线弯曲机;c・630KN冲床及切断、冲孔和麻点校平模具;d.25mm摇壁钻;e・液压母线平弯机和液压母线立弯机;f.烘箱(200°C、0.2mJ;g・剥线钳;h・手动液压冷压接钳;i・扎带钳;j•扭力扳手;k・钢字码;l•卷尺和角尺。
4工艺准备4・1熟悉产品的技术资料。
4.2核对一次元件的型号、规格和数量,检查合格证和认证标志。
4.3按照一次元件明细表规定的型号、规格和数量准备一次线,如果没有规定,可以参考载流量来选择,见附录A。
被选用的母线应有质保书,表面无显着的划痕、气孔、凹孔和起皮等缺陷。
5一次线的制作5.1一次母线的制作有图纸的母线根据图纸制作,无图纸的母线根据一次方案图和柜内元件实际位置确定弯曲形式和尺寸并绘制草图作为加工依据。
母线弯曲搭接外,其余应符合附录B的规定。
连接螺栓孔除及元件连接处需配作外,其余应符合附录C的规定。
母线的切断、冲孔和弯曲尽可能在数控设备上进行,也可以在普通设备上进行。
注意:要求包覆热缩管的母线,当弯曲角aV120时,要先跳过弯曲工序待包覆后再进行弯曲工序,参见2975.1《母线包覆热缩管工艺守则》5.7条。
一次母线制作的工艺过程见图1。
5.1.1用数控设备制作母线5.1.1.1校平检查母线的平整和弯曲状态,必要时用手工校平校直,校平校直后母线表面无明显锤痕和伤痕。
5.1.1.2冲孔、切断按展开尺寸在数控冲切机上冲孔并切断。
5.1.1.3麻点校平母线搭接部位在630KN冲床用麻点校平模压印麻点和校平,麻点面积应大于搭接面积,见图2。
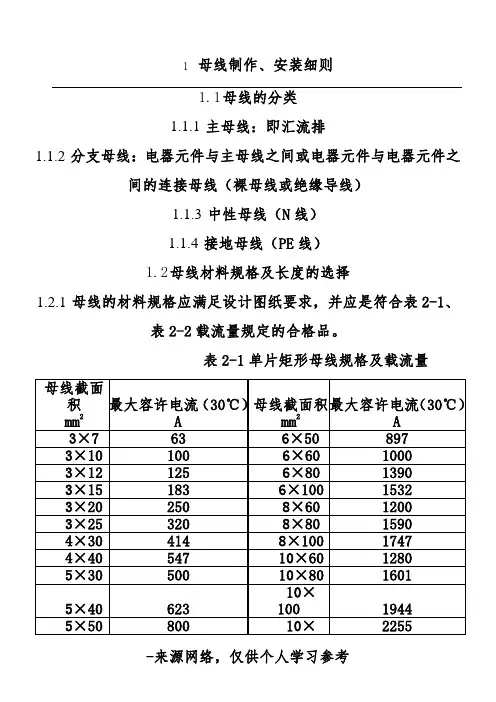
1母线制作、安装细则1.1母线的分类1.1.1主母线:即汇流排1.1.2分支母线:电器元件与主母线之间或电器元件与电器元件之表2-2多片矩形母线规格及载流量头,15m内允许有四个搭接头。
1.3母线的制作1.3.1母线加工设备与工具:锯、台钳、台钻、冲床、锉刀、盒尺、抚顺SS-201-B01型和BM303-S型母线折弯机、手砂轮、扳手等。
1.3.2选料在加工前,应对母线材料进行检查。
凡有下列局部缺陷的部位,应将该段剪掉。
a)母线表面有裂痕、斑痕、凹坑及有硝石沉积物的部位。
b)铜母线表面有气孔直径大于5mm、深度大于0.15mm者。
6×60 mm1.6校正1.6.1冲剪后的母线应进行校平校直处理。
1.6.2母线平面应保持光滑、平整、不准有锤痕。
1.6.3校平校直处理应以木质榔头槌击母线或使用母线折弯机校平模具,如须用钢质榔头,则宜衬以硬木或铝质垫块,切忌直接敲击母线。
1.7 弯曲1.7.1 母线材料不应退火,但根据工艺要求弯曲处可以加热,加热温度不应超过表2-3所列规定值。
表2-5母线立弯最小容许半径R1.7.5一根母线既曲平弯又曲立弯时,应先曲立弯,然后再曲平弯。
1.7.6母线扭转90°弯时,其扭弯部分的长度应为母线宽度的2.5~5倍。
见图2-3。
1.7.7母线弯曲始点与母线连接的边缘距离不得小于25mm。
见图2-4。
1.7.8。
见图图1.8.11.8.3柜内PE排应预留与40×4接地扁钢的垂直连接孔,螺栓孔直径应符合表2-6的规定。
1.8.4母线钻孔或冲孔后的毛刺应使大钻头划孔,搭接面加工光滑、无飞边毛刺现象。
表2-6矩形母线搭接要求表2-6(续完)矩形母线搭接要求1.8.5母线与进出线电缆的压接螺栓应与DT端子压接孔的大小相配合;与密集母线等的连接孔应符合表2-6的规定,其他情况随工程要求确定。
1.8.6一次母线上连接二次线时,须在母线上单独打通孔用螺栓紧固,特殊情况除外。
XX电工设备厂
配电箱母排加工规定
1、所有母线均选用镀锡铜母线(铜含量299.9%)冷弯成型,并采用热缩绝缘材料进行绝缘处理。
母线搭接处采用搪锡,搪锡前将其表面进行处理,涮锡后表面平整无杂物。
母线涂敷黑漆,漆膜保证完整、无杂物,母线涂敷黑漆起止位置一致、整齐,并有相序色标,且不宜退色。
断路器及接触器的进线贴色标,设置有明显的相序标识,箱内配线保证符合国家规范要求。
2、柜内母线及绝缘导线母线按照IEC431相关标准执行,母线截面在整个长度内均匀,确保能承受连续的负荷电流,并能满足系统的动稳定的技术要求。
母线之间的连接有足够和持久的接触压力,且不使母线产生永久变形。
箱柜内配母线及绝缘导线规格材质不低于图纸设计的接入配出母排及绝缘导线规格、材质。
3、配电箱、柜内的所有母排均先行加工后镀锌处理,孔洞断面有镀锌,母排规格及压接螺栓能满足主电路外接电缆及所有引出线缆的连接要求。
4、箱内电气干线用硬母线,出线断路器与电气干线单独连接,不采用导线套接,箱中的应急回路与一般回路区分清楚。
5、在配电箱,(柜)内均设置N,PE母线或端子板(排),N,PE母排上的螺丝采用内六角螺丝,PE、N线经端子板配出。
PE、N线端子采用方铜端子。
配电箱(柜)内端子板排列位置与熔断器,断路器位置相对应。
PE、端子排设置的位置、排布的间距方便导线连接,端子数量充足,避免一个端子压接2根以上导线。
箱门、箱体、二层板等金属部件与PE排单独连接,避
免串联。
母线加工与安装工艺规程母线加工与安装工艺规程1范围本标准对母线加工过程中材料的使用、加工、母线装配、母线的相序排列,检验等作了一般性的规定。
本标准适用于我公司生产的12kV及以下的高、低压成套开关柜、动力配电箱及直流屏、变频、调速柜的铜、铝、钢母线的制作和安装。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件其随后所有的修订单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3390-1989 手动套筒扳手套筒GB/T 4388-1995 呆扳手、梅花扳手、两用扳手的型式GB/T 4440-1998 活扳手GB 5585.1~3 电工用铜、铝及铝合金母线GB/T 14764-1993 手用钢锯条GBJ 149-90 电气装置安装工程母线装置施工及验收规范3 设备、工装、工具及消辅材料3.1 设备a)三点式液压母线折弯机(型号W30E 规格28-300KN)b)铜铝母线加工设备(型号WJ-BB 规格303)c)母线折弯机(型号W23Y-300)d)手动剪切器(型号J5-4 规格0.44T)e)台式钻床(型号T16J、Z516)f)平台(自制)g)平排机(自装)h)手动压力机(自制)3.2 专用工装a)切断模(三点式液压母线折弯机附件)b)冲孔模(三点式液压母线折弯机附件)c)弯曲模(三点式液压母线折弯机附件)d)校平模(三点式液压母线折弯机附件)3.3 工具及量具回转式台虎钳(规格大力牌250)、钢直尺(规格 150、500、2000)、钢卷尺(规格 3.5m)、锉刀(五金手册)、扳手(GB/T 4388-1995 GB/T 4388-1995 GB/T 4440-1998)、筒扳手(GB/T 3390-1989)、锯(GB/T 14764-1993)、笔(HB 101)3.4 消辅材料包装用废纸、汽油、棉纱等。
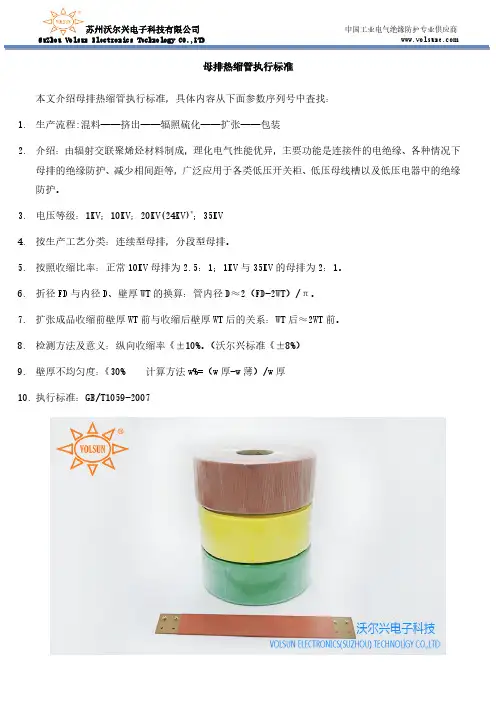
母排热缩管折径与内径、壁厚的换算方式本文介绍母排热缩管折径FD与内径D、壁厚WT的换算,具体内容从下面参数序列号中查找:1.生产流程:混料——挤出——辐照硫化——扩张——包装2.介绍:由辐射交联聚烯烃材料制成,理化电气性能优异,主要功能是连接件的电绝缘、各种情况下母排的绝缘防护、减少相间距等,广泛应用于各类低压开关柜、低压母线槽以及低压电器中的绝缘防护。
3.电压等级:1KV;10KV;20KV(24KV)*;35KV4.按生产工艺分类:连续型母排,分段型母排。
5.按照收缩比率:正常10KV母排为2.5:1;1KV与35KV的母排为2:1。
6.折径FD与内径D、壁厚WT的换算:管内径D≈2(FD-2WT)/π。
7.扩张成品收缩前壁厚WT前与收缩后壁厚WT后的关系:WT后≈2WT前。
8.检测方法及意义:纵向收缩率《±10%。
(沃尔兴标准《±8%)9.壁厚不均匀度:《30% 计算方法w%=(w厚-w薄)/w厚10.执行标准:GB/T1059-200711.母排的技术性能性能指标测试方法/条件拉伸强度≥8.0MPa ASTM D 2671断裂伸长率≥300% ASTM D 2671热老化后拉伸强度≥6.9MPa 130℃×168h热老化后断裂伸长率≥100% 130℃×168h轴向变化率-8%~+8% ASTM D 2671氧指数≥27 GB/T 2406热冲击无裂纹JB 7829 附录D击穿强度≥20kV/mm ASTM D 149硬度(邵氏A)≤90 GB2411体积电阻率≥1014Ω.cm IEC 6009312.氧指数:氧指数(OI)是指在规定的条件下,材料在氧氮混合气流中进行有焰燃烧所需的最低氧浓度。
以氧所占的体积百分数的数值来表示。
氧指数高表示材料不易燃烧,氧指数低表示材料容易燃烧。
13.击穿强度:又称“击穿场强”、“介电强度”。
匀强电场下,使单位厚度的电介质击穿的电压值。
高、低压成套开关及控制设备母线制作工艺守则编制:审核:会签:批准:正德电气集团有限公司二○一九年九月五日发布二○一九年九月五日实施高、低压成套开关及控制设备共 10 页母线制作工艺守则1.适用范围本工艺守则适用于各种高压开关柜、低压开关柜、箱式变电站等一次母线制作。
2.设备及工艺装备母线制作加工过程需采用以下设备及工艺装备:a)剪板机、冲床、钻床、母线折弯机、液压机、超声波搪锡机。
b)组合冲孔模、压花模、麻花钻头、台虎钳、划针、样冲、手锤、木锤、平台、平锉刀。
c)各类扳手d)卷尺、直尺、角尺、塞尺。
3.使用材料要求3.1、所用母线材料应具有出厂试验合格证明。
否则应按相关标准进行抗拉强度、延伸率试验及电阻率测试,并应符合要求。
3.2、所用母线材料表面应平整,无明显缺陷。
3.3、要求选用标准紧固件。
4.母线截面尺寸选用规定4.1、主母线截面尺寸按图样选用。
4.2、分支母线截面尺寸根据分支回路里各电器元件中的最小额定电流值选取,所选用母线允许电流应大于或等于分支回路额定电流。
4.3、地母线和中性线截面尺寸依据设计文件或用户要求选用。
5.制作工艺过程5.1、校直根据材料的直线度情况可选用机械或手工的方法进行校平矫直。
平面度要求为小于1000 :3;直线度要求为小于 1000 :3 。
采用手工矫正时,可用橡皮锤拍打工件但不允许用圆头锤直接敲打。
应在平台上进行,且不允许有明显的锤击痕迹。
5.2、下料5.2.1、按图样的展开料长度下料,其剪断面应平整、无毛刺。
5.2.3、剪节下料后,剪切截面与平面的垂直度允许偏差见表2。
表2 厚面允许偏差㎜(GBJ 149)厚面a 3~4 5~8 >8偏差c 0.3 0.5 0.8ca图2 母线厚度面允许偏差示意图5.3、弯曲5.3.1、用母线加工机弯曲时,所选加工半径应大于规定的半径值。
不准损伤母线表面,或在折弯处有明显压痕。
平弯弯曲时首先在弯曲处划线,选用相应的模具调好工作位置,按操作步骤将工件加工成图样要求的形状。
母排热缩管执行标准本文介绍母排热缩管执行标准,具体内容从下面参数序列号中查找:1.生产流程:混料——挤出——辐照硫化——扩张——包装2.介绍:由辐射交联聚烯烃材料制成,理化电气性能优异,主要功能是连接件的电绝缘、各种情况下母排的绝缘防护、减少相间距等,广泛应用于各类低压开关柜、低压母线槽以及低压电器中的绝缘防护。
3.电压等级:1KV;10KV;20KV(24KV)*;35KV4.按生产工艺分类:连续型母排,分段型母排。
5.按照收缩比率:正常10KV母排为2.5:1;1KV与35KV的母排为2:1。
6.折径FD与内径D、壁厚WT的换算:管内径D≈2(FD-2WT)/π。
7.扩张成品收缩前壁厚WT前与收缩后壁厚WT后的关系:WT后≈2WT前。
8.检测方法及意义:纵向收缩率《±10%。
(沃尔兴标准《±8%)9.壁厚不均匀度:《30% 计算方法w%=(w厚-w薄)/w厚10.执行标准:GB/T1059-200711.母排的技术性能性能指标测试方法/条件拉伸强度≥8.0MPa ASTM D 2671断裂伸长率≥300% ASTM D 2671热老化后拉伸强度≥6.9MPa 130℃×168h热老化后断裂伸长率≥100% 130℃×168h轴向变化率-8%~+8% ASTM D 2671氧指数≥27 GB/T 2406热冲击无裂纹JB 7829 附录D击穿强度≥20kV/mm ASTM D 149硬度(邵氏A)≤90 GB2411体积电阻率≥1014Ω.cm IEC 6009312.氧指数:氧指数(OI)是指在规定的条件下,材料在氧氮混合气流中进行有焰燃烧所需的最低氧浓度。
以氧所占的体积百分数的数值来表示。
氧指数高表示材料不易燃烧,氧指数低表示材料容易燃烧。
13.击穿强度:又称“击穿场强”、“介电强度”。
匀强电场下,使单位厚度的电介质击穿的电压值。
一般以千伏/毫米表示。
母排热缩管收缩前后壁厚对比本文介绍母排热缩管收缩前后壁厚对比,具体内容从下面参数序列号中查找:1.生产流程:混料——挤出——辐照硫化——扩张——包装2.介绍:由辐射交联聚烯烃材料制成,理化电气性能优异,主要功能是连接件的电绝缘、各种情况下母排的绝缘防护、减少相间距等,广泛应用于各类低压开关柜、低压母线槽以及低压电器中的绝缘防护。
3.电压等级:1KV;10KV;20KV(24KV)*;35KV4.按生产工艺分类:连续型母排,分段型母排。
5.按照收缩比率:正常10KV母排为2.5:1;1KV与35KV的母排为2:1。
6.折径FD与内径D、壁厚WT的换算:管内径D≈2(FD-2WT)/π。
7.扩张成品收缩前壁厚WT前与收缩后壁厚WT后的关系:WT后≈2WT前。
8.检测方法及意义:纵向收缩率《±10%。
(沃尔兴标准《±8%)9.壁厚不均匀度:《30% 计算方法w%=(w厚-w薄)/w厚10.执行标准:GB/T1059-200711.母排的技术性能性能指标测试方法/条件拉伸强度≥8.0MPa ASTM D 2671断裂伸长率≥300% ASTM D 2671热老化后拉伸强度≥6.9MPa 130℃×168h热老化后断裂伸长率≥100% 130℃×168h轴向变化率-8%~+8% ASTM D 2671氧指数≥27 GB/T 2406热冲击无裂纹JB 7829 附录D击穿强度≥20kV/mm ASTM D 149硬度(邵氏A)≤90 GB2411体积电阻率≥1014Ω.cm IEC 6009312.氧指数:氧指数(OI)是指在规定的条件下,材料在氧氮混合气流中进行有焰燃烧所需的最低氧浓度。
以氧所占的体积百分数的数值来表示。
氧指数高表示材料不易燃烧,氧指数低表示材料容易燃烧。
13.击穿强度:又称“击穿场强”、“介电强度”。
匀强电场下,使单位厚度的电介质击穿的电压值。
一般以千伏/毫米表示。
《电力设备母线用热缩管》征求意见稿编制说明一、工作简况(-)任务来源为解决电力设备母线用热缩管在应用中暴露的诸多问题,改良产品不断涌现, 因此需对DL/T 1059∙2007《电力设备母线用热缩管》中的技术要求和试验方法进行修订,提高标准的适用性。
标准根据《国家能源局综合司关于下达2020年能源领域行业标准制修订计划及外文版翻译计划的通知》的要求,由中国电力科学研究院有限公司、国网天津市电力公司电力科学研究院对《电力设备母线用热缩管》进行修订。
标准由电力行业电力电缆标准化技术委员会归口。
(二)工作过程1.2020年11月,根据标准修订的总体要求,对修订工作进行整体构思和策划,初步制定修订工作总体目标和编写原则,在广泛调研收资和技术交流的基础上,明确标准修订的工作方向。
2.2020年12月完成了标准草案,在电力行业电力电缆标准化技术委员会的组织下,在江苏沸水召开了标准修订工作启动会,成立了标准修订工作组,构建了组织机构,确定了参编单位及人员,讨论并明确了标准修订的框架、大纲、主要内容、分工安排及时间进度要求。
3.2022年4月完成了标准讨论稿,在电力行业电力电缆标准化技术委员会的组织下,采用线上会议的形式召开了标准修订工作启动会,标准修订工作组汇报了修改内容。
专家讨论了低温弯曲试验项目、紫外老化和燃烧性能项目的支撑材料,要求需进一步调研产品尺寸。
4.2022年5-6月完成了征求意见稿。
(三)主要参加单位及负责事项1.中国电力科学研究院有限公司、国网天津市电力公司电力科学研究院全面负责标准的起草工作;2.泰科电子有限公司、长园电子(东莞)有限公司、深圳市沃尔核材股份有限公司负责型号规格、技术要求和试验方法的研究和起草工作。
二、编制原则及主要内容论据(-)编制原则本标准编制遵循现有相关法律、条例、标准和导则,立足电力设备外绝缘管理思路,结合国内电力设备母线用热缩管产品的技术水平、应用场景以及测试经验,提升国内电力设备母线用热缩管质量水平,指导产品生产、检验与管理。
母线用热缩套管技术规范
编制:肖世鑫
审核:
批准:
发布日期:2012.12.20
中山市明阳电器有限公司
2012年12月20日
用功率为1600W热风枪,温度控制在90℃左右对母线内弯处加热,然后用100×10圆角母线对折弯部位挤压5秒至平整即可。
见下图3.8.2.5
烘烤后的褶皱现象经工艺处理后
6.11 母线套管颜色或相序的标志贴应符合表3.8.2.6规定。
表3.8.2.6
7 储存、运输
7.1应储存在仓库并保持干燥,防止灰尘、高温和严重挤压。
7.2在运输中应遮篷运输并防止潮湿、尘埃、高温、重压和磕碰划伤破坏绝缘。
母线类别颜色标志
10kV、40.5KV
母线
A相
B相
C相
接地保护线
黄色
绿色
红色
贴黄绿双色标识(不套热缩管)
0.4kV/0.69kV
母线
A相
B相
C相
N线
PE线
黄色
绿色
红色
淡蓝色
黑色
直流母线
正极
负极
赭色
蓝色
单相交流母线与引出相颜色相同。
湖州泰灵电力设备有限公司工艺标准
母线热缩工艺标准 Q/TLSB J 06 004-2015
1.适用范围
本守则适用于高、低压成套开关设备,预装式变电站,户外配电柜、箱等需要母线热缩处理的产品。
2.设备与工具
热风枪(电热型或燃气型)、烘箱、电工刀、钢直尺(150毫米~300毫米)、卷尺。
3.材料
3.1按规范书或设计图纸要求的各种规格的铜母线配相应的热缩管见表:
表1(1kV及以下):
湖州泰灵电力开关设备有限公司发布实施
表2(10kV及以下):
表3(35kV及以下):
4.工艺过程与技术要求
4.1母线热缩前的处理
4.1.1首先对被套物或母排的端面进行毛刺处理,要求不得留有一点毛刺,不然会损伤热缩管导致开裂。
4.1.2用干净的棉布及工业酒精擦去被套物表面污点,灰尘和油渍。
4.1.3对热缩铜排应进行检查,搭接面搪锡面应无气泡杂质,铜排无裂纹,折皱等。
4.2母线热缩管的切割、套穿
4.2.1热缩管的大小选择根据上表。
4.2.2热缩管的长度应根据所缩铜排的长度选择。
4.2.3根据所需要的长度,在截取收缩管长度的时候,热缩管两端剪平,不能留有锯齿形或刀形凹坑。
4.2.4热缩管套法每套工程应一致,热缩管的印字应统一在一侧。
4.2.5有弯角的铜排应在弯角处涂上硅脂膏,以方便套热缩管和热缩平整。
4.2.6将被套物穿进热缩管后,应放在表面干净,无杂物的毛毯或塑料地板上等待进人烘箱。
4.3母线的热缩
4.3.1母线的热缩分为加热枪加热法和烘箱加热法。
4.3.2加热枪加热法
4.3.2.1打开加热枪,对需套热缩套管的铜排全段预热,加热要均匀,使铜排温度高于环境温度,约60℃左右。
4.3.2.2将合适长度的套管套在铜排上,操作时应戴上防护手套,以免热铜排烫伤。
4.3.2.3用加热枪对套管进行加热,加热时应从一端向另一端缓慢均匀加热,或从中间向两端加热,禁止从两端向中间加热,以免出现气泡、胀肚现象。
4.3.2.4加热时遇有折弯处时,应先加热内弯,再加热外弯,就可避免套管在折弯处出现褶皱。
4.3.2.5加热时,应均匀移动加热枪,使套管均匀受热,而不能使局部温度过高,导致出现热缩管被烤焦或贴冷现象。
4.3.2.6加热结束,待铜排冷却后,用电工刀按《母线(电缆)制作和安装标准》要求划去搭接处的热缩套管,划套管时,用力不宜过大,以免损伤铜排。
4.3.2.7加工结束后,若发现套管表面有污迹,应采用抹布(必要时蘸取不影响套管绝缘性能的溶剂)擦拭干净。
4.3.3烘箱加热法
4.3.3.1打开烘箱,将温度调至60℃~70℃左右,对需套热缩套管的铜排全段预热5分钟。
4.3.3.2从烘箱内取出铜排,将合适长度的套管套在铜排上,操作时应戴上防护手套,以免热铜排烫伤。
4.3.3.3根据套管厂家提供的资料,选择合适的温度及加热时间后,利用烘箱对套管进行加热,注意放在烘箱内的铜排不要太挤,以免套管热缩时受力导致热缩效果不好。
4.3.3.4加热结束,待铜排冷却后,用电工刀按《母线(电缆)制作和安装标准》要求划去搭接处的热缩套管,划套管时,用力不宜过大,以免损伤铜排。
4.3.3.5加工结束后,若发现套管表面有污迹,应采用抹布(必要时蘸取不影响套管绝缘性能的溶剂)擦拭干净。
4.4热缩管的修割
4.4.1铜排热缩好后根据铜排的搭接尺寸,用电工刀进行修割,修割尺寸比搭接面大2CM。
4.4.2绝缘子安装孔的修割应根据螺栓的大小进行修割。
5.母线热缩的工艺要求
5.1热缩后的母排管表面应该达到如下要求:
1)表面平整,无开裂,无贴冷现象;
2)收缩均匀,表面无烤焦痕迹,折弯处不出现褶皱;
3)热缩以后,热缩管不应该出现褪色、气泡、胀肚等现象;
4)套管表面应清洁,无油污,刻划的边缘应平整,且未伤及铜排。