汽车涂装培训教材共86页
- 格式:ppt
- 大小:6.91 MB
- 文档页数:43
---------------------------------------------------------------最新资料推荐------------------------------------------------------涂装基础理论培训课件教材目录第一章涂装品质检验 8.5.1 海格客车涂层品质要求车身颜色和图案符合客户的指定要求漆膜光泽(60。
) 90 硬度 HB 附着力 1 级耐腐蚀性(中性盐雾试验)168 小时单边腐蚀不大于 2mm 耐水性 240 小时不起泡漆膜总厚度95m 漆膜外观无明显的涂装缺陷,表面平整防腐层满足工艺要求或客户的特殊要求 8.5.2 涂装表面前处理应达到的要求涂装前表面预处理是直接影响涂层使用寿命和装饰效果的重要环节,目的是去除被涂件构成物之外的所有异物,提供适合于涂装要求的良好基底,以保证涂层有良好的防腐蚀性能和装饰性能。
涂装前处理完成后,被涂件表面应打磨均匀,无氧化皮,无油污无锈蚀,焊接部位无焊渣无残胶,用擦拭纸进行检查时,擦拭纸应无明显污迹。
8.5.3 检查工作及检验人员素质有哪些要求涂装检验工作包括原材料检验和产品品质检验。
原材料检验是指与涂装生产过程相关的原辅材料在使用前必须按照相关的原材料检查标准进行检查,检查方式根据需要采用抽检、全检。
检查项目有:外包装检查(材料名称、生产批号、有效期、包装的完好性等),材料的外观品质检查、使用性能品质检查等。
1 / 15涂装过程检验工作主要包括:过程巡检、关键工序检验、转序检验。
过程巡检:检查生产过程中作业方式、使用的量器具、原辅材料、工具是否符合工艺规范要求,纠正不正确的作业方式,抽查过程产品的品质是否符合相关技术工艺要求,关键工序检查:对工艺规定和特殊设定的工序按照要求进行检查。
转序检查:接制造部报检后,过程检验员按《涂装过程检验指导书》对每台在制产品进行检验,检出缺陷记录于《产品品质缺陷记录表》,同时根据《产品分类标准》对缺陷进行分类,并按对应的分值扣分;所有项目检查完毕后,汇总扣分值,判定是否合格。
第一部分涂装工艺及质量控制警句:在涂装部低挥发点易燃易爆化学品多,对烟火进行严格管制、对会产生火花的操作也做了相关限制。
涂装生产设备多、自动化程序较高,在生产现场要注意人身安全。
涂装腐蚀性药品多,要接触到毒性、腐蚀性强的药剂时配戴必要的防护用品。
颗粒是涂装的最大敌人,涂装现场要求干净整洁,进入涂装车间均应注意卫生。
一、概述涂装系指将涂料涂覆于(基底表面)物面上,经干燥成膜的工艺。
在汽车涂装中,它主要有两个作用:1、保护作用保护被涂物,使其免受周围介质的侵蚀,起防腐蚀、抗老化和耐各种介质的作用,是提高汽车产品的耐蚀性和延长汽车使用寿命的主要措施。
2、装饰作用涂装使被涂物具有色彩、光泽、鲜映性、平滑性、立体感和标志性能等,提高汽车的外观质量。
汽车涂装一般属于多层涂装,按涂层(COAT)的层数及烘干(BAKE)次数不同,又可分为单层涂装体系(1C1B)、双层(2C2B)、三层(3C3B)、四层(4C4B)和五层(5C5B)等涂装体系。
高级轿车的高装饰性一般都采用四层(4C4B)或五层(5C5B)涂层体系。
目前国内最新汽车涂装工艺采用:环氧树酯型电泳底漆、中涂、面漆(金属漆种漆膜最外层加喷罩光清漆)二、涂装工艺猎豹轻型越野车系列采用三涂层体系:电泳底漆、中涂、面漆(金属漆种漆膜最外层加喷罩光清漆)。
涂装部的整个工艺流程如下:白车身下件手工预清理前处理阴极电泳及后清洗烘烤涂车身密封胶、喷车底PVC涂料、铺放热溶型阻尼胶片PVC烘烤电泳底漆打磨除尘中涂漆喷涂中涂漆烘烤中涂打磨除尘面漆喷涂修饰过检送总装三、工艺过程说明3.1 白车身下件将焊装部送涂装的车身从运输链上放下,并进行质量检查,对质量问题(焊渣、凹凸不平)进行返修工作。
检查方法:目测、手感(戴上手套)、用油石推(光亮点)、用直尺量。
3.2前处理涂装前处理是除去工件表面的油污及其它粘附杂质并形成磷化膜,为随后的阴极电泳底漆提供良好的基底,以提高底漆与被涂面的结合力和增强涂层的耐腐蚀性能。
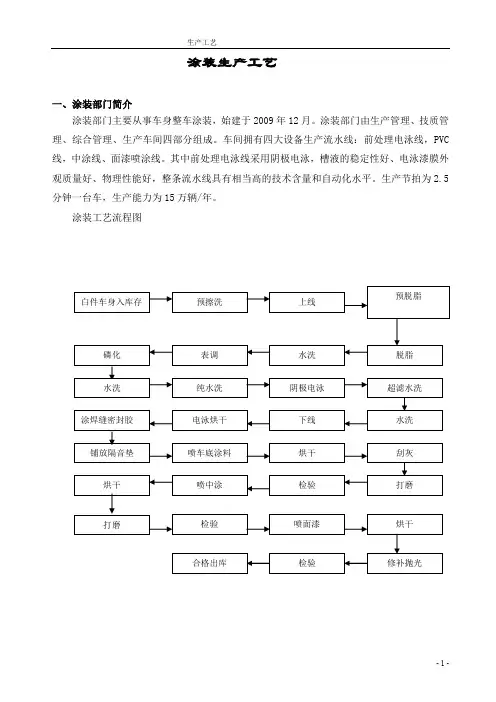
涂装生产工艺一、涂装部门简介涂装部门主要从事车身整车涂装,始建于2009年12月。
涂装部门由生产管理、技质管理、综合管理、生产车间四部分组成。
车间拥有四大设备生产流水线:前处理电泳线,PVC 线,中涂线、面漆喷涂线。
其中前处理电泳线采用阴极电泳,槽液的稳定性好、电泳漆膜外观质量好、物理性能好,整条流水线具有相当高的技术含量和自动化水平。
生产节拍为2.5分钟一台车,生产能力为15万辆/年。
涂装工艺流程图二、涂装工艺汽车涂装是汽车制造的主要工艺之一。
涂装是指将涂料覆于工件物面上,经干燥成膜的工艺。
涂装工艺是根据产品(汽车)的涂装要求、涂层的标准及使用条件和涂装施工现场条件而进行设计的。
它由若干道工序组成,包括前处理工艺、密封胶工艺、涂刮腻子工艺、中涂工艺和面漆工艺。
在实际生产过程中涂装工艺通过涂装关键工序明细表、涂装工艺质量控制点明细表、油漆检验卡片、涂装工艺卡片、操作规程、材料消耗定额表等工艺文件来表示。
涂装主要有三大作用:保护作用(防腐蚀、抗老化和耐各种介质的作用);装饰作用和特种功能。
涂装厂共设有五个质量控制点:脱脂、电泳、涂焊缝密封胶、喷中涂漆、喷面漆。
(一)常用涂装方法:常用的涂装方法有:电泳涂装法、空气喷涂法和静电喷涂法1、电泳涂装法一种特殊的涂膜形成过程,是将具有导电性的被涂物浸渍在电泳涂料槽中作为阳极(或阴极),在槽中另设置与其相对应的阴极(或阳极),并在两极之间通直流电,在被涂物上析出均一、水不溶涂膜的一种涂装方法。
(我们公司采用阴极电泳涂装法:即被涂物为阴极)2、空气喷涂法利用压缩空气的气流将涂料雾化成雾状,在气流带动下,涂到被涂表面的一种涂装方法。
3、静电喷涂法一种比较先进的喷涂法。
是以接地的被涂物作为阳极,涂料雾化漆或栅栏作为阴极,利用同性相斥、异性相吸的原理,并借助于高压静电场的作用,使喷枪射向工作的漆雾带电,并在电场的作用下把带电漆雾迅速移向带异种电荷的工件表面,从而形成均匀的漆膜的一种涂装方法。
涂装培训材料第一章:…………………………涂装概述第二章:…………………………涂装定义第三章:……………………涂装注意事项第四章:………………涂装工具劳保用品第五章:………………………涂装的缺陷第六章:………………………电泳的工艺第七章:…………打磨机点磨机使用方法第八章:………………手工打磨操作方法第九章:………………检查抛光操作方法第十章:…………………密封胶操作方法第十一章:…………………..涂装操作方法第一章.概述汽车这种现代化交通工具,其外表面的90%以上是涂装面。
涂层外观、鲜映性、光泽、颜色等的优劣是人们对汽车质量的直观评价,因此它将直接影响汽车的市场竞争能力。
另外,涂装也是提高汽车产品的耐蚀性和延长汽车寿命的主要措施之一。
因此汽车制造行业越来越重视产品的涂装,尤其是汽车车身的涂装已成为汽车制造的最主要工艺过程之一。
第二章.涂装的定义涂装是指将涂料涂于工件上,经过烘干成膜的工艺,有时将涂料在被涂物表面扩散开的操作也称为涂装。
已固化的涂料膜称为涂膜(俗称漆膜)或涂层(涂层一般是只有两层以上的涂膜所组成复合层)。
第三章.涂装的注意事项A. 进入涂装车间禁止携带任何火种(如手机,打火机等)在生产过程中,如有车在喷涂万不能随意去切换模式。
B. 以免造成安全事故,每个模式的切换要认真考虑其运行状态。
C.在设备出现异常情况时,按【急停】按钮,及时通知相关维修人员和技术人员。
D工件进入烤房前必须清洗干净不得在房内打磨工件。
严禁在涂装车间使用明火及吸烟。
E.每天工作下班后,必须关掉一切电源以及天然气进气阀,喷漆前风机必须运行5-6分钟,在工作时,注意压缩空气压力是否在范围内。
F. 操作维修人员一定要对照设备阅读说明书,了解设备的工作原理,零件安装位置以及使用操作方法,熟练掌握设备故障的处理方法。
G. 检查人员进行设备修理时候必须在电控柜上放置中“正在维修”标示牌,必须做到谁挂谁载避免造成安全事故。
H. 定期检查设备是否正常状态,如有异常状态应立刻关闭电源或通知有关人员。
第一部分涂装工艺及质量控制警句:在涂装部低挥发点易燃易爆化学品多,对烟火进行严格管制、对会产生火花的操作也做了相关限制。
涂装生产设备多、自动化程序较高,在生产现场要注意人身安全。
涂装腐蚀性药品多,要接触到毒性、腐蚀性强的药剂时配戴必要的防护用品。
颗粒是涂装的最大敌人,涂装现场要求干净整洁,进入涂装车间均应注意卫生。
一、概述涂装系指将涂料涂覆于(基底表面)物面上,经干燥成膜的工艺。
在汽车涂装中,它主要有两个作用:1、保护作用保护被涂物,使其免受周围介质的侵蚀,起防腐蚀、抗老化和耐各种介质的作用,是提高汽车产品的耐蚀性和延长汽车使用寿命的主要措施。
2、装饰作用涂装使被涂物具有色彩、光泽、鲜映性、平滑性、立体感和标志性能等,提高汽车的外观质量。
汽车涂装一般属于多层涂装,按涂层(COAT)的层数及烘干(BAKE)次数不同,又可分为单层涂装体系(1C1B)、双层(2C2B)、三层(3C3B)、四层(4C4B)和五层(5C5B)等涂装体系。
高级轿车的高装饰性一般都采用四层(4C4B)或五层(5C5B)涂层体系。
目前国内最新汽车涂装工艺采用:环氧树酯型电泳底漆、中涂、面漆(金属漆种漆膜最外层加喷罩光清漆)二、涂装工艺猎豹轻型越野车系列采用三涂层体系:电泳底漆、中涂、面漆(金属漆种漆膜最外层加喷罩光清漆)。
涂装部的整个工艺流程如下:白车身下件手工预清理前处理阴极电泳及后清洗烘烤涂车身密封胶、喷车底PVC涂料、铺放热溶型阻尼胶片PVC烘烤电泳底漆打磨除尘中涂漆喷涂中涂漆烘烤中涂打磨除尘面漆喷涂修饰过检送总装。
三、工艺过程说明3.1 白车身下件将焊装部送涂装的车身从运输链上放下,并进行质量检查,对质量问题(焊渣、凹凸不平)进行返修工作。
检查方法:目测、手感(戴上手套)、用油石推(光亮点)、用直尺量。
3.2前处理涂装前处理是除去工件表面的油污及其它粘附杂质并形成磷化膜,为随后的阴极电泳底漆提供良好的基底,以提高底漆与被涂面的结合力和增强涂层的耐腐蚀性能。