瓦尔特刀具资料4
- 格式:ppt
- 大小:2.56 MB
- 文档页数:13


Walter Cut MX ―切槽和切断2020 版_WALTER CUT MX四个切削刃―事半功倍客户收益–采用自动对准的切向螺钉夹紧,用户友好性高 –灵活性高:所有型号刀片均可在同一种刀杆中使用–最新的 Tiger·tec ® Silver (银虎) PVD 刀片技术确保更长的刀具寿命可转位刀片–4 个精磨刃口 ± 0.02 mm –刀片宽度 0.50–5.65 mm –切槽深度至 6 mm–4 种断屑槽槽型:GD8、CF5、RF5 和 AG –一个刀片可用于右手和左手刀杆应用–切槽、切断、成型切槽、槽车削和螺纹车削 –在高精度和小直径的场合–应用范围:走芯车床和多主轴机床、自动车床、 带 Walter Capto™ 接口的机床刀具–采用精密内冷的切槽和切断刀具 –稳定、自动对准的切向刀片锁紧 –可用的刀具:• 刀柄规格:10 × 10, 12 × 12, 16 × 16, 20 × 20, 25 × 25 mm • Walter Capto™:C3、C4、C5 和 C6• 切断刀板:刀板高度 26 mmWalter Cut MX 系列 插图:G3011-C-P, G3011-P, G3041切断刀板Walter Capto C3–C6可实现快速换刀观看产品视频:/waltertools方刀杆 12–25 mm2瓦尔特 (Walter) ― 切槽和切断技术高换刀精度和用户友好性通过拧紧螺钉,可将刀片推向定位面和定位销GD8:CF5:RF5:高稳定性和精度3,0 mm特殊形状四周内交货产品系列中的新增项–G3051-P 搭配可转位刀片 MX22-L/R ….-GD8 用于台阶加工 –新刀杆规格:12 × 12、16 × 16、20 × 20、25 × 25 mm 可转位刀片–4 个精磨刃口 ±0.02 mm–切槽和切断刀杆内 3° 安装位置–MX22-2L/R :刀片宽度 1.50–3.00 mm ;GD8 槽型 –MX22-2L/R :刀片宽度 2.80 mm ;VG8 槽型应用–切槽和切断 ― 加工台阶和大直径时无干扰轮廓;加工小直径时精度高 –可安装在自动走芯机床或多主轴机床、自动车床上GD8:VG8:–用于工件背面上的精加工–与标准 ISO 可转位刀片相比, 可节省大量材料–用于精密切槽 –非常轻快的切削 –低至中等进给量槽型官方微信。



_ W ALTER XTRA·TEC ® INSERT DRILL 可转位刀片钻头孔加工刀具创新产品手册孔加工WALTER TIGER-TEC® SILVER 银虎刀片技术—切削领域内的全新技术2瓦尔特 (Walter) Xtra·tec ® Insert Drill 可转位刀片钻头: 非常精确、高效、经济刀具– 带四刃刀片的钻头– 直径范围 13.5–59 mm – 有效齿数 Z = 1– 钻深:2 x D 、3 x D 、4 x D 和 5 x D – 刀片的理想位置使加工时的受力 平衡均匀– 优化的排屑槽,可以使切屑顺畅 排出,并保证刀杆的稳定性– 硬质镀镍表面提供防腐和防磨损 保护,以及使切屑更好地排出– TorxPlus 螺钉更方便操作, 并提高了夹紧和松开扭矩– 圆柱形连接环使刀具直径的测量 简单方便Xtra·tec ® Insert Drill 可转位刀片钻头应用– 用于所有钢和铸铁材料以及不锈钢和难加工材料– 可在斜面或不平的表面进行孔加工以及链式钻孔– 非常适合于通用机械制造、汽车和批量生产行业以及航空和航天工业最优的刀片布置,有利于加工过程中的 力平衡镀镍的螺旋排屑槽 使排屑流畅顺利Xtra·tec ® Insert Drill 可转位刀片钻头 3客户收益:– 允许提高加工参数,从而提高生产效率– 优化了加工时的切削力,从而使孔加工公差更小– 降低成本:• 真正的 4 切削刃 • 较高的切削参数 • 节省了额外的工序– 通过钻孔直径上的 Wiper 修光刃 可获得优秀的表面质量– 使用正型夹紧刀片,具有更高的 工艺可靠性型号:B4212、B4213、B4214、B42154瓦尔特 (Walter) Xtra·tec ® Insert Drill 可转位刀片钻头: 高效的刀夹式解决方案刀具– 四刃刀片的钻头– 有效齿数 Z = 1– 刀夹式设计 (1 个中心 + 1 个周边)– 直径范围 59–120 mm (标准品至 80 mm)– 直径可调节,公称直径 +0.6 mm – 钻深 1 x D c 至 5 x D c (标准品 3 x D c )– 可提供瓦尔特 NCT 接口的模块化 钻头– 刀片的理想位置使加工时的受力 平衡均匀– 硬质镀镍表面提供防腐和防磨损 保护,以及使切屑更好地排出– TorxPlus 螺钉更方便操作, 并提高了夹紧和松开扭矩– 圆柱形连接环使刀具直径的测量 简单方便应用– 用于所有钢和铸铁材料以及不锈钢和难加工材料– 可在斜面或不平的表面进行孔加工以及链式钻孔– 非常适合于通用机械制造、汽车和批量生产工业以及航空和航天工业客户收益:– 允许提高加工参数,从而提高生产效率– 瓦尔特 (Walter) 模块化系统提高了灵活性– 降低成本:• 真正的 4 切削刃 • 较高的切削参数 • 刀夹结构方式– 通过钻孔直径上的 Wiper 修光刃 可获得优秀的表面质量– 使用正型夹紧刀片,具有更高的 工艺可靠性WALTER XPRESS 瓦尔特速致– 瓦尔特速致适用于直径范围59–120 mm 、长度至 5 x D c 的刀具– 提供的标准刀夹 (见产品信息) 完整地涵盖了该范围– 模块化结构形式可以缩短交货期– NCT 接口确保模块化刀具结构以及 刀柄可安装到几乎所有机床主轴中刀夹:FR743C-6刀夹:FR746P-6刀夹:FR744P-6Xtra·tec ® Insert Drill 可转位刀片钻头通过可径向调节的 外刀夹进行公差补偿采用刀夹结构方式, 磨损件更换简单镀镍的螺旋排屑槽 使排屑流畅顺利用于模块化结构的 Walter NCT 接口Xtra·tec ® Insert Drill 可转位刀片钻头 5刀具名称:B4212-5898410可转位刀片:P4840P-3R-E57 / P4841C-3R-E57切削材质:WKP25S / WKP35S直径:23.7 mm工件名称:连杆材料:C70钻孔深度:30 mm切削参数:原有刀具银虎刀片技术Tiger·tec®Silverv c210 m/min210 m/min n2820 rpm2820 rpmf z0.08 mm/转0.08 mm/转v f226 mm/min226 mm/min Z11刀具寿命2500 个零件4500 个零件客户收益:– 刀具寿命从 2500 件提高到 4500 件– 实现更高的加工参数和工艺可靠性– 更好的表面质量6刀具名称:B4214.F40.40.Z1.160R-6可转位刀片:P4848P-6R-E57 / P4841C-6R-E57切削材质:WKP35S / WXP40直径:40 mm工件名称:弹性连接件材料: 1.72钻孔深度:148 mm切削参数:原有刀具银虎刀片技术Tiger·tec®Silverv c220 m/min163 m/minn1751 rpm1297 rpmf z0.05 mm/转0.15 mm/转v f88 mm/min195 mm/minZ11加工时间101 秒46 秒刀具寿命2368 个零件7104 个零件客户收益:– 刀具寿命提升达 + 200%– 生产效率提升达 + 120%– 释放了机床能力Xtra·tec® Insert Drill 可转位刀片钻头 7应用示例 3:加工连杆刀具名称:B4212-5642880可转位刀片:P4841P-5R-E57 / P4841C-5R-E57切削材质:WKP25S / WKP35S直径:31.5 mm工件名称:连杆材料:36MnVS4钻孔深度:20 mm切削参数:原有刀具银虎刀片技术Tiger·tec®Silverv c120 m/min140 m/min n1200 rpm1400 rpmf z0.21 mm/转0.18 mm/转v f250 mm/min250 mm/min Z11刀具寿命800 个零件3600 个零件客户收益:– 刀具寿命从 800 件提高到 3600 件– 无振动– 更好的表面质量– 实现更高的加工参数和工艺可靠性8应用示例 4:加工离合器盖刀具名称:B4212-5538329可转位刀片:P4840P-3R-A57 / P4841C-3R-A57切削材质:WKP35S / WXP40直径:22 mm工件名称:离合器盖材料:GGG-40钻孔深度:15 mm切削参数:原有刀具银虎刀片技术 Tiger·tec ®Silver v c 120 m/min 130 m/min n 1737 rpm 1880 rpm f z 0.1 mm/转0.12 mm/转v f 174 mm/min 226 mm/min Z11加工时间5 秒4 秒客户收益:– 在保证相同刀具寿命的情况下生产效率提高 + 20%– 刀具寿命相同– 无振动– 实现更高的加工参数和工艺可靠性瓦尔特 (Walter) Xtra·tec ® Insert Drill 可转位刀片钻头: 非常精确、高效、经济周边刀片– 钻孔直径上可选择烧结的刀片, 为圆角形刀尖– 钻孔直径上也可选择磨削的刀片,刃口为修光刃设计,可实现非常好的表面质量– 银虎刀片技术 Tiger·tec ® Silver :这种切削材质带来最高切削速度和最大工艺可靠性中心刀片– 银虎刀片技术 Tiger·tec ® Silver :这种切削材质在加工 ISO P 和 ISO K 类工件材料时具有更长寿命和最大工艺可靠性– 新品:新 PVD 切削材质 WXP40 在 ISO P 、ISO M 和 ISO S 材料钻孔时 实现更长刀具寿命– 专门为中心刀片的要求而设计A 57 — 稳定型– 0° 前角– 用于不利的加工条件,主要用于铸铁和钢件E 57 — 通用型– 13° 前角– 用于中等加工条件– 用于铸铁和钢, 也用于不锈钢和 难加工材料切削刃标记切削刃口带 0° 加强型倒棱锋利的断屑槽型四周磨削E 67 — 专用型– 13° 前角– 特殊槽型确保最优的切屑成型– 适用于长切屑材料,例如 St37、不锈钢以及难加工的材料和铝不同的槽型步骤 1从瓦尔特综合样本第 H 8 页起的 材料表中找到要加工的材料。
刀具品牌刀具品牌排行来源:在生活中,烹饪者老式抱怨自己的刀具不行用,切菜的时候比较的盾,用起来比较的费力。
当咱们在厨房中切肉的时候,咱们免不了对自己厨房的刀心生抱怨,这是很常见的一件情形。
拥有了一套好刀具关于做饭的人而言,确实是拥有了一个好帮手。
那么,刀具品牌哪个好呢?下面来看看吧。
一、十八子作(始创于1983年,中国驰誉商标,广东省名牌,国家重点高新技术企业,行业领导品牌,阳江十八子集团)二、双立人Zwilling始于1731年德国,历史上最古老的商标之一,美甲行业的领导品牌,大型跨国公司,上海双立人亨克斯)3、泉字牌(始于1663年,中国驰誉商标,中华老字号,国家非物质文化遗产,刀剪行业领导品牌,上海张小泉刀剪总店)4、爱仕达ASD(始创于1987年,中国驰誉商标,中国名牌,浙江省高新技术企业,浙江省闻名商标,浙江爱仕达电器股分)五、苏泊尔SUPOR(中国驰誉商标,高新技术企业,浙江省闻名商标,全世界最大的炊具研发制造商之一,浙江苏泊尔股分)六、菲仕乐Fissler(始创于1845年,德国超级品牌,世界闻名锅具及厨具制造厂商之一,大型跨国公司,菲仕乐贸易(上海))7、银鹰(始创于1979年,广东省名牌产品,广东省闻名商标,高新技术企业,十大刀具品牌,广东银鹰实业集团)八、永光WIKO(始创于1956年,中国驰誉商标,广东省闻名商标,广东省名牌产品,十大刀具品牌,广东永光刀剪集团)九、盛达(于1983,广东省闻名商标,广东名牌,知名的刀具专业生产商,极具竞争力刀具品牌,广东盛达工业集团)10、巧媳妇刀具(广东省闻名商标,广东省名牌产品,高新技术企业,国内刀剪餐厨具行业知名品牌, 阳江市巧媳妇厨业)数控刀具品牌一、三菱Mitsubishi(三菱综合材料治理(上海))(始于1871年日本,世界品牌,综合性材料生产商,日本三菱综合材料株式会社旗下天津天菱超硬工具)二、山特维克SANDVIK(山特维克(中国)投资)(始创于1862年瑞典,切削刀具世界领导品牌,大型跨国公司,知名刀具品牌,山特维克(中国)投资)3、京瓷KYOCERA(京瓷(中国)商贸)(400-650-6400,始创于1959年日本,世界500强的企业,大型的跨国生产企业,行业阻碍力品牌,京瓷(中国)商贸)4、山高Seco(山高刀具(上海))(来自于瑞典的品牌,以铣削与车削的刀具和刀片产品系列而闻名,工业刀具世界品牌,山高刀具(上海))五、肯纳Kennametal(肯纳金属(中国))(始创于1938年美国,世界闻名的硬质合金刀具品牌,大型跨国公司,知名刀具品牌,肯纳金属(中国))六、瓦尔特Walter(瓦尔特(无锡))(4001 510 510,创于1919年德国,全世界加工切削刀具领域知名品牌,行业技术领先企业,大型跨国集团,瓦尔特(无锡))7、住友电工(住友电工治理(上海))(1897年创建于日本,世界500强企业,世界上最闻名的通信厂商之一,住友电工治理(上海))八、钻石(株洲钻石切削刀具股分)(于1954年,曾获中国名牌,最大和最先进的高性能切削刀具的生产基地之一,株洲钻石切削刀具股分)九、伊斯卡ISCAR(伊斯卡刀具国际贸易(上海))(全世界最大的金属切削刀具制造商之一,领先的切削加工解决方案提供商,闻名刀具品牌,以色列伊斯卡)10、特固克TaeguTec(特固克刀具贸易(上海))(于1916年,IMC集团旗下,韩国最大的综合刀具制造商,全世界领先的硬质合金刀具品牌,特固克刀具)厨房刀具品牌排行1阳江十八子作(中国驰誉商标,一线品牌/牌子,中国刀王)2双立人(1731年德国,世界高品质刀具/厨具品牌)3山特维克(1862年瑞典,切削刀具世界领导品牌)4三菱Mitsubishi(十大刀具品牌,始于1875年日本,世界品牌)5京瓷KYOCERA(于1959年日本,最好的陶瓷刀品牌)6山高Seco(十大刀具品牌,瑞典品牌,工业刀具世界品牌)7肯纳Kennametal(于1938年,世界闻名的硬质合金刀具品牌)8钻石(株洲钻石切削刀具股分,国产刀具品牌)9小师傅(实业集团,剪子/水果刀/套刀/厨具刀等)10永光(专业刀剪品牌,广东永光刀剪集团)户外刀具品牌贝尔户外刀具蝴蝶户外刀具JEEP户外刀具增源达户外刀具勃朗宁户外刀具冷钢户外刀具火枫户外刀具忆懿户外刀具森来客户外刀具唯游户外刀具国产刀具品牌一、杭州张小泉集团的“张小泉”牌刀剪二、广东阳江十八子集团的“十八子作”牌不锈钢菜刀3、广东永光刀剪集团的“永光”牌刀剪4、浙江温州市中轻五金刀具的“金”牌刀剪五、浙江湖州和孚刀具的“双戟”牌菜刀六、山东青州市剪子的“青州”牌剪子7、河北燕牌剪子的“燕”牌民用剪八、钻石(株洲钻石切削刀具股分,国产刀具品牌)九、银鹰(广东银鹰实业集团,剪子/水果刀/套刀/厨具刀等)10、永光WIKO(专业刀剪品牌,广东永光刀剪集团)以上,确实是为大伙儿介绍的刀具品牌排行,希望能够帮忙到您。

瓦尔特丝锥硬度等级解读1. 引言瓦尔特丝锥硬度等级是用来描述刚性和耐磨性的一种指标,广泛应用于金属材料的评估和选择中。
本文将深入探讨瓦尔特丝锥硬度等级的意义和解读,并分享我的观点和理解。
2. 什么是瓦尔特丝锥硬度等级瓦尔特丝锥硬度等级是根据瓦尔特硬度计(Walter Hardness Tester)所进行的硬度测试而得出的。
它是通过比较测试材料受力后的塑性变形程度来确定的。
瓦尔特硬度计利用一根锥形钻头施加力量,在一定时间内穿透材料表面形成的坑的尺寸来测量硬度。
3. 瓦尔特丝锥硬度等级的意义瓦尔特丝锥硬度等级可以帮助我们了解金属材料的硬度和耐磨性。
它们提供了一个标准化的评估方法,以便在材料选择、工艺设计以及质量控制等方面做出准确的决策。
硬度等级越高,代表着材料越坚硬,相应地具有更好的耐磨性和抗变形能力。
4. 瓦尔特丝锥硬度等级的解读瓦尔特丝锥硬度等级按照从低到高的顺序分为10个等级,分别为K0-K9。
在解读瓦尔特丝锥硬度等级时,我们应该注意以下几个方面:4.1 硬度等级越高,材料越坚硬。
K0代表最低硬度,K9代表最高硬度。
在材料选择过程中,我们需要根据具体应用的需求来选择适当的硬度等级。
4.2 硬度等级的变化带来的效果。
随着硬度等级的升高,材料的耐磨性和抗变形能力也会提高。
对于需要承受高压和高摩擦力的工作环境,选择高硬度等级的材料会更加合适。
4.3 硬度等级对加工和热处理的影响。
高硬度等级的材料往往更难加工,并且在热处理时也需要更高的温度。
在工艺设计中要注意硬度等级对加工和热处理工艺的要求。
5. 我的观点和理解瓦尔特丝锥硬度等级是材料硬度和耐磨性评估的重要指标之一。
在选择材料时,合理的硬度等级选择可以确保材料在不同工作环境下的稳定性和性能。
硬度等级也会影响材料的加工和热处理工艺。
在实际应用中,需综合考虑工作环境条件、材料性能需求以及加工工艺等因素,选择适当的瓦尔特丝锥硬度等级。
总结:瓦尔特丝锥硬度等级是描述材料硬度和耐磨性的重要指标。

walter machining calculator使用方法(实用版3篇)目录(篇1)1.介绍瓦尔特(Walter)数控铣床2.阐述瓦尔特(Walter)数控铣床的加工计算器使用方法3.分析使用瓦尔特(Walter)数控铣床加工计算器的优势4.总结瓦尔特(Walter)数控铣床加工计算器的重要性正文(篇1)1.介绍瓦尔特(Walter)数控铣床瓦尔特(Walter)数控铣床是一款广泛应用于工业生产领域的高精度数控加工设备。
它具有高精度、高速度、高效率和高稳定性等特点,能够满足各种复杂零件的加工需求。
在瓦尔特(Walter)数控铣床的操作过程中,加工计算器的应用显得尤为重要。
2.阐述瓦尔特(Walter)数控铣床的加工计算器使用方法瓦尔特(Walter)数控铣床的加工计算器使用方法分为以下几个步骤:(1)参数设置:在使用加工计算器之前,需要先对设备参数进行设置,包括加工材料、刀具类型、刀具直径等。
(2)输入加工参数:设置好设备参数后,操作员需要根据零件图纸输入加工参数,如加工深度、切削速度、进给速度等。
(3)计算加工时间:加工计算器会根据输入的加工参数自动计算出加工时间,以便操作员合理安排生产计划。
(4)模拟加工过程:在正式加工之前,可以使用加工计算器模拟加工过程,以确保加工程序的正确性。
3.分析使用瓦尔特(Walter)数控铣床加工计算器的优势使用瓦尔特(Walter)数控铣床加工计算器具有以下优势:(1)提高生产效率:加工计算器能够根据设备参数和加工参数自动计算出加工时间,帮助操作员合理安排生产计划,提高生产效率。
(2)确保加工质量:加工计算器可以根据输入的加工参数模拟加工过程,及时发现并纠正加工程序中的错误,确保加工质量。
(3)降低操作难度:加工计算器界面友好,操作简单,降低了操作员的操作难度。
目录(篇2)1.引言2.Walter Machining Calculator 的概述3.使用方法详解3.1 安装与启动3.2 界面介绍3.3 操作步骤3.3.1 选择编程语言3.3.2 输入工件参数3.3.3 选择刀具3.3.4 确定加工方式3.3.5 计算并输出结果4.常见问题与解决方法5.结论正文(篇2)【引言】在现代制造业中,数控加工技术已成为不可或缺的一部分。
世界著名⼑具品牌排名及其简要介绍世界各国⼑具品牌盘点1.德国;1⽡尔特(WALTER);2贝克(BECK);3博泰(botek);4维地亚(widia);5威玛诺(WEMARO);6德国(JBO);7凯狮(KELCH);8蓝帜(Leitz);9玛帕(MAPAL);10蒂泰克斯(TITEX);11迪哈特(dihart);2.瑞典:1⼭特维克可乐满(SANDVIK);2⼭⾼(SECO);3DIETERLE;3.⽇本:1京瓷(KYOCERA);2尼肯(NIKKEN);3圣和(SHOWA);4⼤昭和(BIG);5三菱(MITSUBISHI);6弥漫和(YAMAWA)絲攻;7OSG絲攻;8优能UNION微型铣⼑;9⽇⽴(HITACHI);10东芝泰柯珞(TOSHIBA);11⼆不越荔枝(NACHI);12住友(SUMITOMO);13元⼑(ASADA);14冈崎(OKAZAKI);15鹰牌(EAGLE);16(FP)铰⼑;17戴杰(DIJET)铣⼑;18富⼠(H.T.D)絲攻;19神户直冈(kobelco);20⼩笠原(OGASAWARA);4.以⾊列:依斯卡(ISCAR);5.美国:1肯纳(kenna);2昂思路(Onsrud);3LBK;4切削王(Mastercut);5铣星(MILLSTAR);6SGS;7国洛泰克(NTK)Mast;6.韩国:1YESTOOL;2多仁(DINE);3HEADONG;4HANBOO;5克洛依(KORLOY);6特固克(TAEGUTEC);7.西班⽛:LAT;8.意⼤利:1FIUDI.;2DELFER;⽤户使⽤//熟悉⼑具夹具⼗⼤品牌及其最受欢迎产品⽤户使⽤其余著名⼑具⼚商简要介绍1英迈⼯具(INMIND):专业钨钢铣⼑、丝锥、钻头⽣产⼚家,著名刃具品牌。
2森拉天时(DERBTIZIT):由攀时(PBNSEE)和森拉美德合并组成的,其旗下成品品牌有攀时、POKOLM铣⼑系列、WNT 刃具⼑柄镗⼑系列,其切削刃具在铝轮毂、轧辊、⽕车轮,轴承、叶⽚等⽅⾯都有⼀套成熟的解决⽅案。
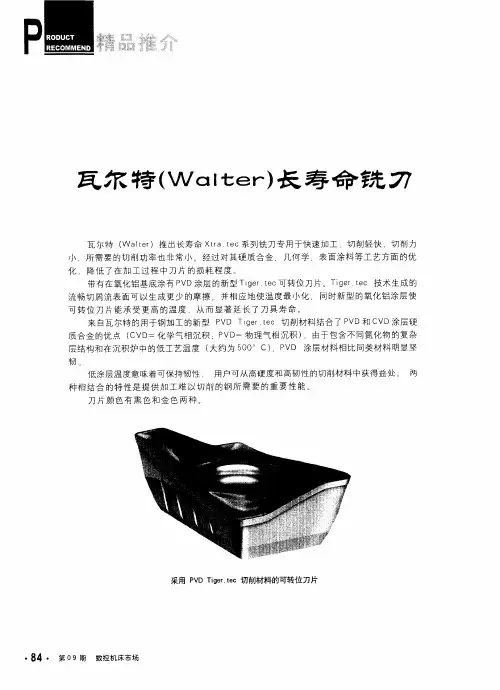
活性炭知识活性炭知识强力、精确、可靠是Walter BLAXX (黑锋侠) 铣刀刀片系列的成功要领。
凭借面铣刀F2010 的刀夹,瓦尔特将高性能切向可转位刀片也应用在可调面铣刀上。
新刀夹FR751M 和FR752M 体现了瓦尔特成熟技术与切削加工最新发展技术的结合。
进入市场一年半以来,Walter BLAXX (黑锋侠) 铣刀刀片系列与方肩铣刀、玉米铣刀和锯片铣刀相配合,充分证明了自己的实力。
而轴向可调整的面铣刀F2010 现在成为瓦尔特的又一款经典产品。
其最大的优势在于:刀夹式结构可确保刀具总是采用最新的切削技术。
刀体不变,刀夹和刀片底座能够轻而易举地更换。
切向可转位刀片(LNHU) 和Tiger tec Silver (银虎) 切削材料技术构成了Walter BLAXX (黑锋侠) 的核心。
进给率可提高30%。
此外,精密磨削的可转位刀片和高精刀体使得刀具具有很高的精度。
有了Walter BLAXX (黑锋侠),往往不再需要额外的精加工刀具:瓦尔特客户现在在进行面铣时也能体会到所有这些优点。
随着单级高速鼓风机的齿轮箱和高速叶轮及稀油站等部件试装运转实验的成功,现场人员无不欢欣鼓舞。
这意味着大通宝富在新产品市场拓展上又迈出坚实一步。
单级高速鼓风机是污水处理、发电厂等行业的节能先锋产品,其转速达转/小时,其加工精度以丝为单位计算(1丝=0.01毫米),大部分市场为西门子、日本川崎等企业所主导。
大通宝富根据用户需求独立研发,与外部优秀供应商充分交流合作,攻克重重技术难关和天气寒冷等不利因素,发挥连续作战的作风,通过连续48小时的调试,使出厂实验一次性成功,为公司单级高速鼓风机市场推广及技术参数的确定奠定坚实的基础。
燃煤烟气中的二氧化硫是大气污染的主要成因,随着人们对大气污染关注程度的增加,减少二氧化硫污染已成为当今大气治理的当务之急。
氧化风机是电站烟气脱硫净化处理过程中不可缺少的设备,大通宝富生产的单级高速离心鼓风机主要用于烟气脱硫工艺,对各类锅炉和焚烧炉尾气的治理也具有重要作用,而且完善了公司单级高速系列化型谱,为进入电厂脱硫等单级高速鼓风机应用领域积累经验,也为小型压缩机的开发奠定了基础。
Valtek SafeGuardGENERAL INFORMATIONThe following instructions are designed to assist in unpacking, installing and performing maintenance as required on Valtek SafeGuard TM and Valtek SureGuard TM fugitive emissions packing sets for Valtek® control valves. Product users and maintenance personnel should thor-oughly review this bulletin prior to working on the valve. Separate maintenance instructions cover control valves, actuators and positioners.To avoid possible injury to personnel or dam-age to valve parts, WARNING and CAUTION notes must be strictly adhered to. Modifying this product, substituting nonfactory parts, or using maintenance procedures other than out-lined could drastically affect performance, be hazardous to personnel and equipment, and may void existing warranties.WARNING: Standard industry safety practices must be adhered to when working on this, or any other, process control product. Specifically, per-sonal protective and lifting devices must be used as warranted.Unpacking1.While unpacking the packing set, check the packinglist against the materials received. Lists describing the packing set are included in each package.VALTEK SAFEGUARDValtek SafeGuard is designed to be a low maintenance, fugitive emission packing, which can be directly retrofit-ted into standard Valtek linear and rotary control valves. Valtek SafeGuard uses a combination of carbon-filled PTFE and virgin PTFE V-rings with specially designed, disc spring live-loading.Valtek SafeGuard utilizes a different set of packing spacers than standard Valtek PTFE packing sets. Ret-rofit kits include these spacers as well as the packing and the live-loading kit.When retrofitting a Valtek SafeGuard packing set into a valve, the bonnet bore should be free of scratches and have a 16 R a surface finish in the area where the packing makes contact. The stem should also be free of scratches and be polished with an 8 R a surface finish. In valves supplied with guide liners, the liners should be inspected to ensure a tight fit against the stem is achievable. Replace the guides or liners if damaged or worn.Valtek SafeGuard InstallationBe certain the packing bore and plug stem have been properly re-worked and installed in the valve according to the valve’s installation, operation, maintenance in-structions. To install the Valtek SafeGuard packing, refer to Figure 1 and proceed as follows.1.Place the lower stem guide (with liner, if applicable)in the bonnet bore. Next, place the thin, stainlessand SureGuard Fugitive Emissions Packingsteel, anti-extrusion washer into the bore followed by a male and then female carbon-filled PTFE adapter ring.NOTE : Wiper rings are not provided for rotary valve packing boxes, with twin packing sets, or recom-mended for extended bonnets in high temperature services. Twin packing includes a duplicate set of packing instead.Place the provided spacers into the bonnet bore except for the second anti-extrusion ring.2.Next, place Valtek SafeGuard sealing set, as anentire set, carefully into the packing box in the fol-lowing order:1 carbon-filled PTFE male adaptor,1 virgin PTFE V-ring,1 carbon-filled PTFE V-ring,1 virgin PTFE V-ring,1 carbon-filled female adaptor.NOTE : Although lubricating this packing set is not required for good performance, doing so will in-crease the packing life and decrease the friction.The lubricant should be a fluorinated-type grease.NOTE : Extreme care should be taken to not dam-age the V-rings on the plug stem threads.3.Place the stainless steel anti-extrusion washer andthe upper stem guide on top of the packing set. The gland flange will be installed with the actuator.4.Follow the appropriate actuator installation, opera-tion, maintenance instructions and attach the plug stem to the actuator stem.5.Before the packing is assembled, the live loadingdisc spring sets should be assembled. The ex-tended gland flange bolt should be lubricated and put in place.6.Next, the lower thrust washer, which is a roundstamping, is placed over the bolt and onto the gland flange. The internal sleeve is then put over the bolt so that the 30 degree angle is on top. The first disc spring is next placed o ver the internal sleeve so the inside diameter of the spring makes contact with the lower thrust washer. The other four springs should be placed alternately so that the last disc spring ’s outside diameter will make contact with the upper thrust washer. (See Figure 1)7.Next, place the upper indication thrust washer onthe disc washers so that indication arm is pointed down. Before putting the gland flange nut on the bolt, lubricate the surface of the nut that will come in contact with the upper thrust washer and make sure the indicating arm on the upper thrust washer is located on the opposite side of the valve stem.8.When tightening the live-loading configuration, se-quentially alternate the turns on each disc set until the indicating arm becomes flush with the bottom of the lower thrust washer. If the upper thrust washer turns while tightening, hold the thrust washer steady with pliers. As the packing consolidates dueto wear and cold flow, the indicating arm will show the magnitude of that consolidation.NOTE: To increase packing congevity on high-cycle applications, the disc springs should only be compressed until the indicating arm becomes flush with the top of lower thrust washer.Valtek SafeGuard MaintenanceAt least once every six months the Valtek SafeGuard indicating arm should be inspected.If the lower washer travels down below the end of the indicating arm due to consolidation, the live-loading disc springs should be retightened to ensure sufficient loading for the PTFE seals.NOTE: The torque required to compress the two disc spring stacks will be higher than usual because of the additional friction and axial loads being produced by the disc stack.VALTEK SUREGUARD AND VALTEK SUREGUARD XTValtek SureGuard and its high temperature counter-part, Valtek SureGuard XT, are designed to be low maintenance, fugitive emission packing sets, which can be directly retrofitted into standard Valtek linear and rotary valves. Valtek SureGuard uses carbon-filled PTFE while Valtek SureGuard XT uses PEEK backup rings. Valtek SafeGuard utilizes a different set of packing spacers than standard Valtek PTFE packing sets. Ret-rofit kits include these spacers as well as the packing and the live-loading kit.When retrofitting a Valtek SafeGuard packing set into a valve, the bonnet bore should be free of scratches and have a 16 R a surface finish in the area where the packing makes contact. The stem should also be free of scratches and be polished with an 8 R a surface finish. In valves supplied with guide liners, the liners should be inspected to ensure a tight fit against the stem is achievable. Replace the guides or liners if damaged or worn.Valtek SureGuard InstallationTo install Valtek SureGuard and Valtek SureGuard XT packing into a valve, refer to Figure 2 and Table I, and proceed as follows.1.Coat the packing set with a thin film of a fluorinatedhigh temperature grease (including between V-rings) prior to installation.2.Place the lower stem guide into the bonnet bore,followed by a thin stainless steel anti-extrusion ring.Next, place a male followed by a female carbon-filled PTFE or PEEK adaptor ring into the packing box as shown in Figure 2.NOTE: Wiper rings are not provided for rotary valve packing boxes, with twin packing sets, or recom-mended for extended bonnets in high temperature services. Twin packing includes a duplicate set of packing instead.3.The provided packing spacers should next beplaced in the packing box except for the second anti-extrusion ring.Table I:Valtek SureGuard Packing Torque ValuesStem (Shaft)Stud Torque *Diameter Diameter Value (in)(cm)(in)(cm)(in-lb)(Nm)0.5 1.270.3120.79222 2.50.562 1.430.3750.95324 2.750.5 1.2732 3.60.625 1.5870.3120.79224 2.750.3750.95325 2.80.75 1.9050.3750.95326 3.00.875 2.2220.3750.95328 3.150.5 1.2737 4.151.0 2.540.3750.95335 4.00.5 1.2746 5.21.1252.8570.5 1.27647.250.625 1.587809.00.5 1.27788.81.5 3.810.625 1.58710212.00.75 1.90512314.00.5 1.2710512.02.0 5.080.625 1.58713115.00.75 1.90515818.02.5 6.350.625 1.58716118.00.75 1.90519322.03.07.620.625 1.58729633.00.751.90535640.0*Listed torque values are for temperatures between 0° F and 350° F (-18° C and 177° C). For temperatures between 350° F and 550° F, decrease torque by 20 to 25 percent. If XT packing is used, increase torque by 10 percent.4.Place the Valtek SureGuard packing set over thevalve stem as an entire lubricated set in the follow-ing order:1 carbon-filled PTFE or PEEK male adaptor,1 PFE V-ring,1 carbon-filled PTFE or PEEK V-ring,1 PFE V-ring,1 carbon-filled PTFE or PEEK female adaptor.5.Finally, the stainless steel anti-extrusion washerand upper stem guide are placed on top of the packing set.6.Follow the appropriate actuator installation, opera-tion, maintenance instructions and attach the plug stem to the actuator stem.The compression of Valtek SureGuard packing sets is critical to packing performance. For this rea-son, the proper torque on the gland flange nuts must be applied. The torque values shown in Table I are provided as a reference for compressing stan-dard Valtek SureGuard packing sets with any type of backup material for packing temperatures be-tween 0° F and 350° F (-18° C and 177° C). For Valtek SureGuard packing temperatures between 350° F and 550° F (177° C and 288° C), the torque on each stud should be decreased 20 to 25 percent less than those listed in Table I. If the fire-safe Valtek SureGuard XT option is being used, the above referenced torque values should be in-creased by 10 percent.7.Torque the gland flange nuts to the value listed inTable I.Valtek SureGuard MaintenanceAt least once every six months, check that the above torque values are still being maintained by the valve.Although consolidation (resulting in torque reduction) is not likely with the Valtek SureGuard sets, the above torque values should be verified. Where large processFlowserve Corporation has established industry leadership in the design and manufacture of its products. When properly selected, this Flowserve product is designed to perform its intended function safely during its useful life. However, the purchaser or user of Flowserve products should be aware that Flowserve products might be used in numerous applications under a wide variety of industrial service conditions. Although Flowserve can (and often does) provide general guidelines, it cannot provide specific data and warnings for all possible applications. The purchaser/user must therefore assume the ultimate responsibility for the proper sizing and selection, installation, operation and maintenance of Flowserve products.The purchaser/user should read and understand the Installation Operation Maintenance (IOM) instructions included with the product, and train its employees and contractors in the safe use of Flowserve products in connection with the specific application.While the information and specifications presented in this literature are believed to be accurate, they are supplied for informative purposes only and should not be considered certified or as a guarantee of satisfactory results by reliance thereon. Nothing contained herein is to be construed as a warranty or guarantee, express or implied, regarding any matter with respect to this product. Because Flowserve is continually improving and upgrading its product design, the specifications, dimensions and information contained herein are subject to change without notice. Should any question arise concerning these provisions, the purchaser/user should contact Flowserve Corporation at any of its worldwide operations or offices. For more information, contact:For more information about Flowserve, contact or call USA 972 443 6500Regional Headquarters 1350 N. Mt. Springs Prkwy.Springville, UT 84663Phone 801 489 8611Facsimile 801 489 371912 Tuas Avenue 20Republic of Signapore 638824Phone (65) 862 3332Facsimile (65) 862 4940Flowserve and Valtek are registered trademarks of Flowserve Corporation.12, av. du Qu ébec, B.P. 64591965, Courtaboeuf Cedex,FrancePhone (33 1) 60 92 32 51Facsimile (33 1) 60 92 32 99Quick Response Centers 5114 Railroad StreetDeer Park, TX 77536 USA Phone 281 479 9500Facsimile 281 479 8511104 Chelsea ParkwayBoothwyn, PA 19061 USA Phone 610 497 8600Facsimile 610 497 66801300 Parkway View Drive Pittsburgh, PA 15205 USA Phone 412 787 8803Facsimile 412 787 1944temperature swings are experienced in the valve,Flowserve recommends live-loading be applied to the packing sets. Often, the Valtek SafeGuard live-loading kit will fulfill this need.。