轧机设备
- 格式:ppt
- 大小:6.30 MB
- 文档页数:31
轧钢自动化设备轧钢自动化设备是指在钢铁生产过程中,利用先进的自动化技术和设备,实现对钢材的高效加工和生产。
这些设备能够提高生产效率、降低劳动强度、提高产品质量,并且具有节能环保的特点。
一、轧钢自动化设备的分类根据不同的功能和应用场景,轧钢自动化设备可以分为以下几类:1.轧机自动化设备:包括轧机控制系统、轧辊调整系统、轧机辊缝自动控制系统等。
这些设备能够实现对轧机的自动控制和调整,确保轧机能够稳定运行,提高产品质量。
2.钢坯加热设备:包括钢坯加热炉、加热控制系统等。
这些设备能够实现对钢坯的快速加热,提高轧钢效率。
3.钢坯连铸设备:包括连铸机、结晶器、冷却系统等。
这些设备能够实现对钢坯的连续铸造,提高产品质量和生产效率。
4.钢坯质量检测设备:包括钢坯表面缺陷检测系统、尺寸测量系统等。
这些设备能够实时监测钢坯的质量,及时发现和修复问题,保证产品质量。
5.钢材质量检测设备:包括钢材表面缺陷检测系统、尺寸测量系统、力学性能测试设备等。
这些设备能够对成品钢材进行全面检测,确保产品符合标准要求。
二、轧钢自动化设备的优势和应用1.提高生产效率:轧钢自动化设备能够实现生产过程的自动化和智能化,减少人为操作的时间和错误,提高生产效率。
2.降低劳动强度:传统的钢铁生产过程需要大量的人力操作,劳动强度大。
而轧钢自动化设备的运行和控制都可以通过计算机程序完成,减少了人工操作的需求,降低了劳动强度。
3.提高产品质量:轧钢自动化设备能够实时监测和控制生产过程中的各项参数,确保产品质量稳定和一致性。
4.节能环保:轧钢自动化设备能够通过优化生产过程,减少能源消耗和废气废水排放,达到节能环保的目的。
轧钢自动化设备广泛应用于钢铁企业的生产线上,包括钢铁厂、轧钢厂等。
这些设备在钢铁生产过程中起到了关键的作用,对提高生产效率、降低劳动强度、提高产品质量具有重要意义。
三、轧钢自动化设备的发展趋势随着科技的不断进步和工业自动化的快速发展,轧钢自动化设备也在不断创新和改进。
1.适用范围本规程适用于太钢不锈冷轧厂S6轧机(S6-High Mill 2100 mm)的基本操作。
2.对原料的要求原料材质:200、300、400系的热轧经退火酸洗或冷轧经退火酸洗后钢卷原料性能:符合国标规定的热卷板(No.1)性能钢卷内径:762mm钢卷外径:max 2200mm(包括纸和套筒),min 1000mm钢卷重量:max 48000Kg(包括纸和套筒),min 10000Kg钢带宽度:2100mm—1500mm钢带厚度:1.6mm—12.7mm(允许偏差0~+10%,max 14mm)钢卷塔形:第一圈允许塔形量max 25mm相邻两圈允许塔形量max 3mm3.使用的设备(S6-High Reversing Mill, type S6-High – 1,250 / 200 x 2100mm)3.1.开卷钢卷存储鞍座存储能力: 3 钢卷鞍座内衬:聚酰胺,带圆弧钢卷外径: 1000~2200mm 钢卷宽度:1500~2100mm最大钢卷重量:48000kg3.2.开卷机钢卷小车辊子长度:1350mm 辊材质:钢钢卷直径:最大2200mm,最小1000mm3.3.开卷机卷筒公称直径: 762mm 卷筒长度: 2250mm钢卷外径:最大2200mm 点动速度:20m/min带钢张力: 40kN-400kN,最大速度0~150 m/min20kN-200kN,最大速度0~300 m/min3.4.开卷机卷纸机膨胀卷筒:双锥头型锥头定位:由液压马达和心轴或齿轮齿条纸卷宽度:1500- 2120mm 纸卷外径:最大800mm纸卷重量:最大925kg纸套筒内径:150- 200mm3.5.开卷机带钢对中控制(CPC)移动行程:±150mm3.6.开卷矫直机A.送料导板倾斜导板:一个差动液压缸B.导向辊导向辊为平稳转动,硬化钢表面,直径为450mm的自由辊。
C.夹送辊夹送辊外径:300mm辊身长度: 2200mm涂层:PU涂层3.7.矫直机矫直辊辊径:大约180(174)mm×2250 mm辊材质:钢3.8.切头剪切头剪在矫直机的后面,用于剪切带钢头尾。
轧机机械设备工程安装验收规范轧机是一种重要的机械设备,其安装验收对于保证工程质量和设备运行稳定性具有重要意义。
为了规范轧机机械设备工程的安装验收工作,确保设备安全可靠、达到设计性能要求,特制定本规范。
二、适用范围本规范适用于轧机机械设备工程的安装验收工作。
三、验收内容1. 设备基础验收- 确保设备基础平整牢固,无裂缝、变形等现象。
- 检查基础部件的固定螺栓是否牢固可靠。
2. 设备安装验收- 检查设备各部件的安装位置、连接方式和固定牢固情况。
- 检查设备传动系统的安装是否符合设计要求,各部件间的配合是否良好。
3. 设备电气验收- 检查设备及周边电气设备的接线是否符合要求,接地是否良好。
- 对设备的电气控制系统进行全面测试,确保其正常工作。
4. 设备润滑验收- 检查设备的润滑系统是否完善,各润滑点的润滑油是否足够并正常运行。
5. 设备调试验收- 对设备进行各部分功能的调试测试,确保设备各项功能正常。
四、验收程序1. 设备安装完工后,由施工单位提出安装验收申请。
2. 监理单位和验收单位组织验收人员对设备进行验收。
3. 验收人员根据验收内容逐项进行检查验收。
4. 根据检查结果进行评定,对不符合要求的地方提出整改意见。
5. 确保所有问题整改完毕后,进行最终验收。
五、验收记录1. 对于每一项验收内容,均需有详细的验收记录。
2. 记录包括验收项目、验收结果、整改意见以及整改结果等内容。
六、结论轧机机械设备的安装验收工作对于工程质量和设备运行稳定性至关重要。
只有严格按照规范进行验收,才能确保设备的安全可靠、达到设计性能要求。
希望施工单位、监理单位和验收单位严格执行本规范,共同保障设备安装质量。
七、验收人员的要求1. 验收人员应具备相关领域的专业知识,熟悉轧机机械设备的结构、性能和安装要求。
2. 验收人员应具备一定的工作经验和技术能力,能够准确、全面地进行设备的安装验收工作。
3. 验收人员需具备责任心和严谨的工作态度,确保验收工作的公正、客观和真实。
轧钢机的组成
轧钢机是一种用于制造金属板材和金属棒材的设备,通常由以下组成部分组成:
1. 主机:主要由辊子、辊座、机架等部件组成,用于将金属坯料通过辊子的轧制作用进行塑形。
2. 传动系统:用于传递电能或机械能,包括电动机、减速器、联轴器等部件。
传动系统将电能或机械能转化为辊子的运动能量,实现轧制操作。
3. 冷却系统:用于控制轧制过程中金属材料的温度,防止过热和变形。
通常包括冷却液循环系统和冷却设备。
4. 控制系统:用于监测和控制轧制过程的参数,包括轧制力、轧制速度、金属材料温度等。
常见的控制系统包括计算机控制系统和PLC控制系统。
5. 辊缝调整系统:用于调整辊子之间的间隙,以控制金属材料的厚度和形状。
通常包括辊缝调节装置和辊缝控制系统。
6. 辅助设备:包括喷水装置、张力控制装置、卷取装置等,用于增加轧制过程的稳定性和效率。
值得注意的是,轧钢机的组成在不同类型的轧钢机中可能会有所不同,具体的组成和操作方式会根据不同的应用需求而有所区别。
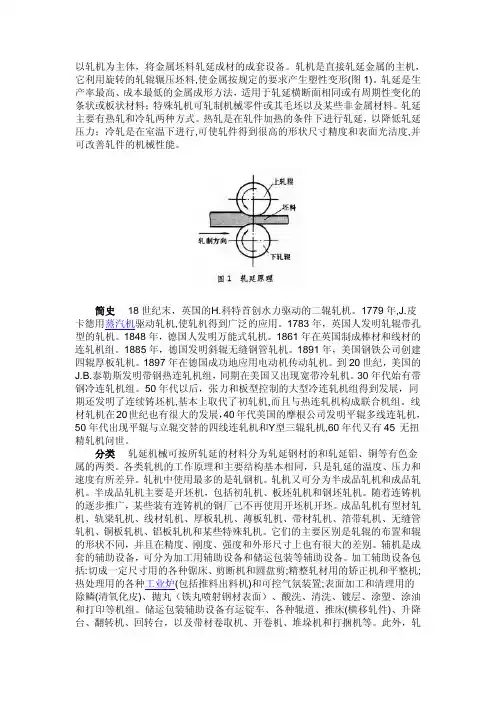
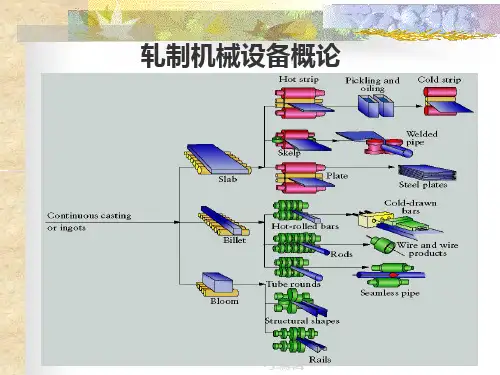
以轧机为主体,将金属坯料轧延成材的成套设备。
轧机是直接轧延金属的主机,它利用旋转的轧辊辗压坯料,使金属按规定的要求产生塑性变形(图1)。
轧延是生产率最高、成本最低的金属成形方法,适用于轧延横断面相同或有周期性变化的条状或板状材料;特殊轧机可轧制机械零件或其毛坯以及某些非金属材料。
轧延主要有热轧和冷轧两种方式。
热轧是在轧件加热的条件下进行轧延,以降低轧延压力;冷轧是在室温下进行,可使轧件得到很高的形状尺寸精度和表面光洁度,并可改善轧件的机械性能。
简史18世纪末,英国的H.科特首创水力驱动的二辊轧机。
1779年,J.皮卡德用蒸汽机驱动轧机,使轧机得到广泛的应用。
1783年,英国人发明轧辊带孔型的轧机。
1848年,德国人发明万能式轧机。
1861年在英国制成棒材和线材的连轧机组。
1885年,德国发明斜辊无缝钢管轧机。
1891年,美国钢铁公司创建四辊厚板轧机。
1897年在德国成功地应用电动机传动轧机。
到20世纪,美国的J.B.泰勒斯发明带钢热连轧机组,同期在美国又出现宽带冷轧机。
30年代始有带钢冷连轧机组。
50年代以后,张力和板型控制的大型冷连轧机组得到发展,同期还发明了连续铸坯机,基本上取代了初轧机,而且与热连轧机构成联合机组。
线材轧机在20世纪也有很大的发展,40年代美国的摩根公司发明平辊多线连轧机,50年代出现平辊与立辊交替的四线连轧机和Y型三辊轧机,60年代又有45°无扭精轧机问世。
分类轧延机械可按所轧延的材料分为轧延钢材的和轧延铝、铜等有色金属的两类。
各类轧机的工作原理和主要结构基本相同,只是轧延的温度、压力和速度有所差异。
轧机中使用最多的是轧钢机。
轧机又可分为半成品轧机和成品轧机。
半成品轧机主要是开坯机,包括初轧机、板坯轧机和钢坯轧机。
随着连铸机的逐步推广,某些装有连铸机的钢厂已不再使用开坯机开坯。
成品轧机有型材轧机、轨梁轧机、线材轧机、厚板轧机、薄板轧机、带材轧机、箔带轧机、无缝管轧机、铜板轧机、铝板轧机和某些特殊轧机。
热轧设备介绍
热轧设备是一种用于将金属材料加热至高温后进行连续轧制的设备,主要用于生产各种金属材料的板材、型材和管材等产品。
热轧设备通常由加热炉、轧机、冷却设备、输送系统和控制系统等组成。
首先是加热炉,它用于将金属原料加热至适宜的温度,以便在轧制过程中能够顺利进行塑性变形。
加热炉通常采用高温燃烧器或电加热器进行加热,可以将金属材料快速加热至数百摄氏度以上。
然后是轧机,它是热轧设备的核心部件,用于将加热后的金属材料进行轧制压制。
轧机通常由多个辊子组成,其中一些辊子旋转以施加压力,另一些辊子固定以支撑和引导金属材料的轧制过程。
通过不同轧制工艺和辊子的组合,可以生产出不同规格和形状的金属板材、型材和管材等产品。
此外,热轧设备还包括冷却设备,用于将轧制后的金属材料进行快速冷却以保持其结构和性能。
输送系统用于将原料和成品在各个工序之间进行输送,而控制系统则用于监测和调节整个生产过程,保证产品质量和生产效率。
总的来说,热轧设备是现代工业生产中不可或缺的设备之一,它能够高效地生产出各种金属制品,广泛应用于钢铁、有色金属等行业。
随着技术的不断进步,热轧设备也在不断更新和改进,以满足不断增长的市场需求和提高生产效率。
轧钢机介绍轧机是实现金属轧制过程的设备。
泛指完成轧材生产全过程的装备﹐包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。
但一般所说的轧机往往仅指主要设备。
据说在14 世纪欧洲就有轧机﹐但有记载的是1480 年意大利人达' 芬奇(Leonardo da Vinci) 设计出轧机的草图。
1553 年法国人布律列尔(Brulier) 轧制出金和银板材﹐用以制造钱币。
此后在西班牙﹑比利时和英国相继出现轧机。
图1 1728 年设计的生产圆棒材用的轧机为1728 年英国设计的生产圆棒材用的轧机。
英国于1766 年有了串行式小型轧机﹐19 世纪中叶﹐第一台可逆式板材轧机在英国投产﹐并轧出了船用铁板。
1848 年德国发明了万能式轧机﹐1853 年美国开始用三辊式的型材轧机( 图2 最初的三辊式轧机侧视) ﹐并用蒸汽机传动的升降台实现机械化。
接着美国出现了劳特式轧机。
1859 年建造了第一台连轧机。
万能式型材轧机是在1872 年出现的﹔20 世纪初制成半连续式带钢轧机﹐由两架三辊粗轧机和五架四辊精轧机组成。
中国于1871 年在福州船政局所属拉铁厂( 轧钢厂) 开始用轧机﹔轧制厚15mm 以下的铁板﹐6 ~120mm 的方﹑圆钢。
1890 年汉冶萍公司汉阳铁厂装有蒸汽机拖动的横列双机架2450mm 二辊中板轧机和蒸汽机拖动的三机架横列二辊式轨梁轧机以及35 0/300mm 小型轧机。
随着冶金工业的发展﹐现已有多种类型轧机。
轧机的主要设备有工作机座和传动装置(图3 二辊可逆式初轧机示意) 。
工作机座由轧辊﹑轧辊轴承﹑机架﹑轨座﹑轧辊调整装置﹑上轧辊平衡装置和换辊装置等组成。
轧辊是使金属塑性变形的部件( 见轧辊) 。
轧辊轴承支承轧辊并保持轧辊在机架中的固定位置。
轧辊轴承工作负荷重而变化大﹐因此要求轴承摩擦系数小﹐具有足够的强度和刚度﹐而且要便于更换轧辊。
不同的轧机选用不同类型的轧辊轴承。
滚动轴承的刚性大﹐摩擦系数较小﹐但承压能力较小﹐且外形尺寸较大﹐多用于板带轧机工作辊。
轧机的工作原理
轧机是一种用于将金属材料压扁或压制成片的机械设备。
它主要由辊筒、传动装置、电机、底座以及一些辅助装置组成。
轧机的工作原理是通过传动装置驱动辊筒旋转,将金属材料送入辊筒之间的间隙,然后通过辊筒的旋转和压力作用,将金属材料逐渐压扁或压制成所需的形状。
首先,金属材料被放置在轧机的进料辊筒上,通过传动装置将金属材料送入工作区域。
进料辊和出料辊通常位于不同的高度,以便于金属材料在轧机中的传递过程中形成变形。
然后,轧机的辊筒开始旋转,将金属材料夹持在两个辊筒之间。
辊筒的旋转速度可以调节,以控制金属材料的处理速度。
通常,轧机的辊筒都是成对地安装,两个辊筒之间的间隙可以根据金属材料的厚度和所需的加工效果进行调整。
接下来,随着辊筒的旋转和金属材料的夹持,金属材料开始受到辊筒施加的压力。
这种压力使得金属材料发生塑性变形,并且逐渐被压扁或压制成所需的形状。
轧机通常能够实现高压力和高速度的加工,以满足不同金属材料的加工需求。
最后,经过轧机处理的金属材料从轧机的出料辊上取下。
有时,金属材料可能需要经过多次轧制,以达到所需的加工效果。
在整个加工过程中,操作人员需要时刻检查和调整轧机的工作状态,以确保加工过程的安全和正常进行。
总结起来,轧机的工作原理是通过辊筒的旋转和压力作用,将
金属材料逐渐压扁或压制成片。
轧机的设计和工作参数可以根据不同的加工需求进行调整,以实现金属材料的快速而精确的加工。
轧钢自动化设备轧钢自动化设备是指在钢铁轧制生产过程中,采用自动化技术和设备来实现轧钢操作的一种设备。
通过自动化设备的应用,可以提高生产效率、降低人工成本、提高产品质量和稳定性,同时减少人为操作带来的安全隐患。
一、设备概述轧钢自动化设备主要包括轧机控制系统、传感器、自动控制装置和数据采集系统等组成部分。
轧机控制系统负责控制轧机的启停、调节轧机速度、控制轧辊间隙等操作。
传感器用于监测轧机的工作状态,如温度、压力、速度等参数。
自动控制装置根据传感器的反馈信号,对轧机进行自动调节,以实现轧制工艺的要求。
数据采集系统用于实时采集、存储和分析轧机工作过程中的数据,为生产管理提供参考依据。
二、设备特点1. 高度自动化:轧钢自动化设备实现了轧机的自动化控制,减少了人工干预,提高了生产效率和稳定性。
2. 精确控制:通过传感器和自动控制装置的配合,可以精确控制轧机的工作参数,确保产品质量的稳定性。
3. 实时监测:传感器实时监测轧机的工作状态,及时发现问题并进行处理,保证生产过程的安全性和稳定性。
4. 数据分析:数据采集系统可以对轧机工作过程中的数据进行采集、存储和分析,为生产管理提供决策依据。
5. 操作简便:轧钢自动化设备操作界面友好,操作简单,减少了操作人员的培训成本。
三、设备应用轧钢自动化设备广泛应用于钢铁行业的轧制生产线,包括冷轧、热轧、中厚板轧机等。
它可以适应不同规格和材质的钢材轧制,提供稳定的轧制工艺参数,保证产品的质量和尺寸精度。
四、设备优势1. 提高生产效率:轧钢自动化设备实现了轧机的自动化控制,减少了人工操作,提高了生产效率。
2. 降低人工成本:自动化设备减少了对人工操作的依赖,降低了人工成本。
3. 提高产品质量:通过精确控制轧机的工作参数,保证了产品质量的稳定性和一致性。
4. 提升安全性:自动化设备减少了人为操作带来的安全隐患,提升了生产过程的安全性。
5. 数据分析支持:数据采集系统可以实时采集、存储和分析轧机工作过程中的数据,为生产管理提供决策依据。
冷轧工程工艺设备及车间布置要求冷轧工程是一种将金属板材通过辊道进行压制、拉伸和弯曲处理,使其在冷态下达到所需尺寸和形状的工艺。
为了实现高效、精确和可靠的生产,冷轧工程需要合理的工艺设备和车间布置。
一、冷轧工艺设备要求:1.轧机设备:主要包括轧辊、辊道和驱动装置等。
轧机设备应具备高强度、高刚性和高耐磨的特点,以确保能够承受高压力和高负荷的冷轧操作。
2.支承设备:负责支撑及传递轧机设备的力量。
支承设备应具备高强度、高刚性和稳定的特点,以保证设备的稳定性和可靠性。
3.张紧设备:用于对轧机设备进行张紧,以确保辊道能够保持压力传递和稳定性。
4.卷取设备:将经过冷轧的金属板材紧密卷取起来,以便进行后续加工或存储。
卷取设备应具备高速度、高精度和高安全性。
二、冷轧车间布置要求:1.设备布局:根据生产流程和设备之间的关系,合理布置轧机设备、支承设备、张紧设备和卷取设备等,确保它们之间的协调和高效运作。
2.轧机安装:轧机设备应设置在车间的合适位置,保证设备可以顺利进行装配、安装和调试,并能够方便进行日常维护和检修。
3.辊道布置:根据轧机设备的工作原理和轧制过程的要求,设计合理的辊道布置,以确保金属板材在冷轧过程中能够均匀受力,并实现预定的形状和尺寸要求。
4.环境条件:冷轧车间应具备良好的通风条件,以保证车间内空气流通,减少粉尘和有害气体的积聚。
车间温度和湿度应在适宜的范围内,不会对设备和生产操作产生不利影响。
5.安全设施:冷轧车间应设置消防系统、防爆设备和紧急救援设备等安全设施,以确保员工的人身安全和生产设备的安全运行。
总之,冷轧工程的工艺设备和车间布置要求是为了实现高效、精确和可靠的生产。
通过合理的设备选择和布局,可以提高冷轧工程的生产效率和产品质量,降低生产成本,从而满足不同行业对金属板材的需求。
冷轧机械设备和工艺介绍冷轧是一种金属板材加工工艺,通过冷轧机械设备对金属原料进行压制和塑性变形,从而获得具有一定尺寸和表面质量要求的金属板材。
冷轧机械设备和工艺是冷轧工艺中的重要组成部分,下面将对其进行介绍。
冷轧机械设备主要包括:开卷装置、清洗设备、剪切设备、轧机以及卷取设备等。
开卷装置用于将原料卷轴展开,提供给轧机进行加工。
清洗设备用于清洗原料表面的油污和杂质,以提高轧制的表面质量。
剪切设备用于将原料切割成所需长度,以便后续加工。
轧机是冷轧机械设备中最关键的部分,根据轧机结构和压制方式的不同,可以分为两辊轧机、四辊轧机和多辊轧机。
轧机通过辊筒的旋转和调整,对金属原料进行压制和塑性变形,从而获得所需的板材厚度和宽度。
最后,卷取设备将加工好的板材卷取起来,方便运输和存储。
冷轧工艺主要包括:原料准备、热处理、轧制和表面处理等环节。
首先,金属原料需要进行准备,包括开卷展平、切割成适当长度等。
接下来,原料需要进行热处理,目的是提高金属的塑性和延展性,以便后续的轧制加工。
热处理可以采用加热炉、退火炉等设备,通过升温和冷却过程,改变原料的晶体结构和力学性能。
然后,原料进入到轧机进行冷轧加工,通过辊筒的压制和变形,将原料逐渐压制成所需的板材厚度和宽度。
轧制过程中,需要对轧制力、轧辊布置和轧制速度进行调整,以获得满足要求的板材质量。
最后,冷轧板材经过表面处理,包括除鳞除油、氧化膜处理和涂层等,以提高表面质量和保护板材。
冷轧机械设备和工艺的优势在于能够获得高质量的板材,并且具有很强的可塑性。
与热轧相比,冷轧能够保持原料的高精度和平整度,且表面质量更好。
此外,冷轧还可以获得更小的尺寸公差和较窄的宽度公差。
冷轧机械设备的自动化程度也较高,能够提高生产效率和减少人工操作。
总之,冷轧机械设备和工艺在现代金属加工中起着重要的作用。
通过合理的设备选择和工艺控制,可以获得满足要求的金属板材,并应用于各种工业领域。
随着科技的不断发展,冷轧机械设备和工艺也在不断进步和改进,为金属加工提供更好的解决方案。
第一节轧制车间设备的组成板带材生产车间的机械设备,可分为两类:一类是轧机,属于车间主要设备;另一类是辅助设备。
一般把他们统称为轧制设备。
图1-1轧机的组成1-工作机座2-万向接轴3-主电动机4-齿轮机5-减速机6-电动机联轴节7-主联轴节8-万向接轴平衡装置9-二辊轧机轧辊10-支承辊11-工作辊12-机架13-地脚板14-地脚螺丝15-中间轴一、轧机所谓轧机,一般是指轧件在轧制过程中,使轧件在旋转的轧辊中产生塑性变的机械设备。
轧机是轧制生产车间的主要设备,通常由一个或数个主机列所组成。
主机列的类型如表1-1所示。
而一台轧机是由工作部分组成的,即(1)工作机座;(2)轧辊的传动装置;(3)驱动用的主电动机。
轧机上的附属设备与轧机的构造形式和用途有关。
一般说来,在板带及箔材轧机上具有辊道、升降台、旋转台、推床、导尺、立辊、卷取设备及其它。
(1)工作部分——直接承受金属朔性变形加工的部分,通常把这一部分叫做工作机座,它主要包括:轧辊、轴承、牌坊、压下机构和平衡装置。
它是轧机的主要部分,直接影响产品的产量和质量。
(2)传动部分——能量的传递部分,它把动力机的运动改变成工作部分所需的运动。
它包括减速机、齿轮座、连接轴和联轴节等。
(3)动力部分——分蒸气机和电动机二类,现代轧机采用电动机,它把电能转变成机械能供给工作部分。
二、辅助设备板、带及箔材轧制车间的辅助设备,通常有起重运输设备、精整设备、加热设备和生产自动代的其他控制设备。
1、起重运输设备把铸锭、坯料由加热炉或仓库运到轧机上,轧机轧出来的轧件再运输到其它设备或成品库。
还有安装机械、运送材料等所用的设备。
这些设备一般包括:辊道、运送带、起重机、台车等。
2、精整设备板、带及箔材的精整调适包括:剪切机、矫直机、铣床、酸洗及洗涤设备等。
精整设备的作用在于规整产品的几何尺寸,提高产品的表面质量及板型。
3、热处理设备热处理炉是重要的热处理设备。
为了便于选择使用和分析比较,常依以下几种特征分类:(1)按热能来源:分为电阻炉、燃料炉。
3. 主要工艺及设备参数●原料材质:。
●厚度: 3.5mm(Max)●宽度: 0~0mm●卷材内径: ∅530mm●卷材外径: ∅1100~∅1600mm●最大卷重: 12.0t●钢卷塔形:≤20mm●带钢凸度:≤60μm●带钢横断面楔形:≤40μm●带钢厚度变化:总长≤2%公称厚度●硬度偏差:≤5%公称硬度●宽度公差:公称宽度0~+10mm●镰刀弯:≤3mm/1000mm(长)所供热轧卷原料其他要求符合国家标准GB709-88、GB710-91、GB912-89。
成品●厚度: 0.2-2.5mm●宽度: 0~0mm●卷材内径: ∅530mm●卷材外径: ∅1100~∅1600mm●最大卷重: 12.0t机组主要技术参数●最大轧制压力: 4000kN●最大轧制力矩: 40kN*m●最大轧制速度: 180m/min(最小辊径时)●穿带速度: 18m/min●最大开卷速度: 120m/min●最大卷取速度: 180m/min●开卷张力: 5.5~35kN●卷取张力: 18~120KN●工作辊尺寸: ∅260/∅235×650mm●中间辊尺寸: ∅340/∅310×600mm●支承辊尺寸: ∅850/∅790×650mm●开卷机卷筒直径: ∅630/∅580mm(真圆直径∅610mm) ●卷取机卷筒直径: ∅610/∅585mm●机架立柱断面: 20×0=00mm2●工作辊开口度: 20mm●工作辊弯辊力(单辊单侧): +250/ -160kN●中间辊弯辊力(单辊单侧): +250 kN●中间辊横移量: 130mm●中间辊横移力: 500kN●低压系统压力: 16MPa●平衡弯辊、横移系统压力: 25MPa●压下系统压力: 25Mpa●气动系统压力: 0.4~0.6Mpa●轧机加速度:1m/s2●机组主要电机功率表1-1 机组主电机表◆压下活塞缸位移传感器:内置MTS RHM0050MP021S2B8101 0.001mm SSI二进制信号24位10、保证值。