尺寸精度设计孔轴精度的检测
- 格式:ppt
- 大小:3.66 MB
- 文档页数:25
数控卧式车床精度检验标准数控卧式车床是一种广泛应用于机械加工领域的设备,其加工精度直接影响到工件的质量和加工效率。
因此,对数控卧式车床的精度进行检验是非常重要的。
本文将介绍数控卧式车床精度检验的标准和方法,以便相关人员能够准确、全面地进行检验工作。
一、外观检验。
1. 数控卧式车床的外观应该整洁、无明显损伤和变形。
2. 床身、床板、滑架等零部件的连接应该紧固,无松动现象。
3. 各操作手柄、按钮应灵活、方便,无卡滞。
二、尺寸精度检验。
1. 对数控卧式车床的加工尺寸进行测量,与设计图纸进行对比,检验其尺寸精度是否符合要求。
2. 测量工件的圆度、圆柱度、平面度等尺寸精度指标,确保其在允许范围内。
三、定位精度检验。
1. 进行数控卧式车床的定位精度检验,包括工件的定位精度、夹具的定位精度等。
2. 检验数控卧式车床在进行定位加工时,工件的位置是否准确,夹具的夹持是否牢固。
四、运动精度检验。
1. 对数控卧式车床的各轴运动进行检验,包括X、Y、Z轴的定位精度、重复定位精度等。
2. 检验数控卧式车床在运动过程中,各轴的运动是否平稳、无抖动,定位精度是否稳定。
五、加工精度检验。
1. 进行数控卧式车床的加工精度检验,包括工件的表面粗糙度、加工尺寸偏差等。
2. 检验数控卧式车床在加工过程中,工件的表面质量是否达到要求,加工尺寸是否准确。
六、维护保养。
1. 对数控卧式车床的润滑系统、冷却系统等进行检查,确保其正常运转。
2. 定期清洁数控卧式车床的各部件,及时更换磨损的零部件,延长设备的使用寿命。
总结:数控卧式车床的精度检验是确保设备正常运行和加工质量的重要环节,只有通过严格的检验,才能保证数控卧式车床的稳定性和可靠性。
因此,相关人员在进行精度检验时,应严格按照标准和方法进行,确保检验结果的准确性和可靠性。
同时,定期维护保养数控卧式车床,也是保证其精度的重要措施,只有保持设备的良好状态,才能保证其精度和加工质量。
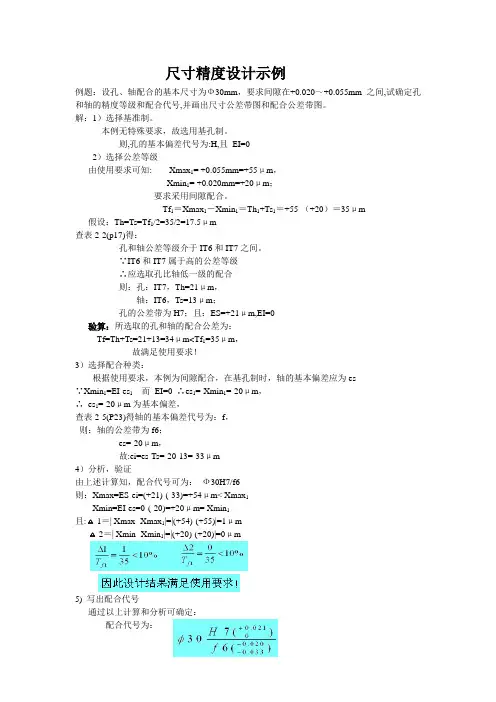
尺寸精度设计示例例题:设孔、轴配合的基本尺寸为Ф30mm,要求间隙在+0.020~+0.055mm之间,试确定孔和轴的精度等级和配合代号,并画出尺寸公差带图和配合公差带图。
解:1)选择基准制。
本例无特殊要求,故选用基孔制。
则,孔的基本偏差代号为:H,且EI=02)选择公差等级由使用要求可知: Xmax1= +0.055mm=+55μm,Xmin1= +0.020mm=+20μm;要求采用间隙配合。
Tf1=Xmax1-Xmin1=Th1+Ts1=+55-(+20)=35μm 假设:Th=Ts=Tf1/2=35/2=17.5μm查表2-2(p17)得:孔和轴公差等级介于IT6和IT7之间。
∵IT6和IT7属于高的公差等级∴应选取孔比轴低一级的配合则:孔:IT7,Th=21μm,轴:IT6,Ts=13μm;孔的公差带为H7;且:ES=+21μm,EI=0验算:所选取的孔和轴的配合公差为:Tf=Th+Ts=21+13=34μm<Tf1=35μm,故满足使用要求!3)选择配合种类:根据使用要求,本例为间隙配合,在基孔制时,轴的基本偏差应为es∵Xmin1=EI-es1而EI=0 ∴es1=-Xmin1=-20μm,∴es1=-20μm为基本偏差,查表2-5(P23)得轴的基本偏差代号为:f,则:轴的公差带为f6;es=-20μm,故:ei=es-Ts=-20-13=-33μm4)分析,验证由上述计算知,配合代号可为:Ф30H7/f6则:Xmax=ES-ei=(+21)-(-33)=+54μm< Xmax1Xmin=EI-es=0-(-20)=+20μm= Xmin1且:ᅀ1=| Xmax- Xmax1|=|(+54)-(+55)|=1μmᅀ2=| Xmin- Xmin1|=|(+20)-(+20)|=0μm5) 写出配合代号通过以上计算和分析可确定:配合代号为:。
![[高效管理]第七章(孔、轴检测与量规设计基础)](https://uimg.taocdn.com/208ebcc13086bceb19e8b8f67c1cfad6195fe933.webp)
第七章孔、轴检测与量规设计基础孔、轴(被测要素)的尺寸公差与形位公差的关系采用独立原则时,它们的实际尺寸和形位误差分别使用普通计量器具来测量。
对于采用包容要求○E的孔、轴,它们的实际尺寸和形状误差的综合结果应该使用光滑极限量规检验。
最大实体要求应用于被测要素和基准要素时,它们的实际尺寸和形位误差的综合结果应该使用功能量规检验。
孔、轴实际尺寸使用普通计量器具按两点法进行测量,测量结果能够获得实际尺寸的具体数值。
形位误差使用普通计量器具测量,测量结果也能获得形位误差的具体数值。
量规是一种没有刻度而用以检验孔、轴实际尺寸和形位误差综合结果的专用计量器具,用它检验的结果可以判断实际孔、轴合格与否,但不能获得孔、轴实际尺寸和形位误差的具体数值。
量规的使用极为方便,检验效率高,因而量规在机械产品生产中得到广泛应用。
我国发布了国家标准GB/T 3177—1997《光滑工件尺寸的检验》和GB/T 1957—1981《光滑极限量规》、GB/T 8069—1998《功能量规》,作为贯彻执行《极限与配合》、《形状和位置公差》以及《普通平键与键槽》、《矩形花键》等国家标准的技术保证。
§1 孔、轴实际尺寸的验收一、孔、轴实际尺寸的验收极限按图样要求,孔、轴的真实尺寸必须位于规定的最大与最小极限尺寸范围内才算合格。
考虑到车间实际情况,通常,工件的形状误差取决于加工设备及工艺装备的精度,工件合格与否只按一次测量来判断,对于温度、压陷效应以及计量器具和标准器(如量块)的系统误差均不进行修正。
因此,测量孔、轴实际尺寸时,由于诸多因素的影响而产生了测量误差,测得的实际尺寸通常不是真实尺寸,即测得的实际尺寸=真实尺寸±测量误差,如图7-1所示。
鉴于上述情况,测量孔、轴实际尺寸时,首先应确定判断其合格与否的尺寸界限,即验收极限。
如果根据测得的实际尺寸是否超出极限尺寸来判断其合格性,即以孔、轴的极限尺寸作为孔、轴实际尺寸的验收极限,则有可能把真实尺寸位于公差带上下两端外侧附近的不合格品误判为合格品而接收,这称为误收。
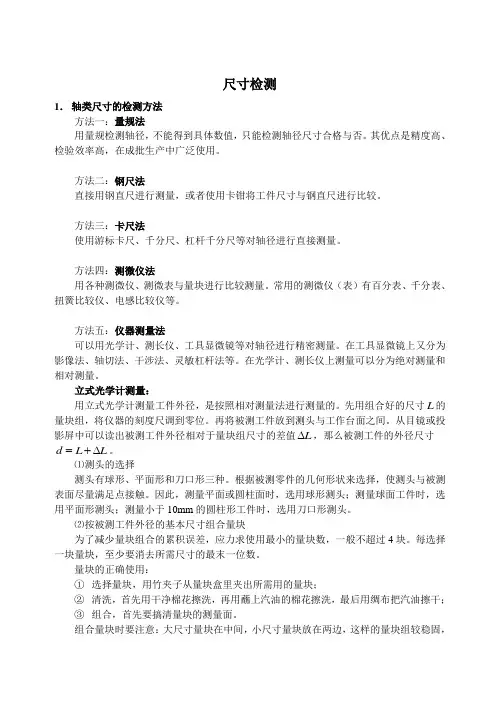
尺寸检测1.轴类尺寸的检测方法方法一:量规法用量规检测轴径,不能得到具体数值,只能检测轴径尺寸合格与否。
其优点是精度高、检验效率高,在成批生产中广泛使用。
方法二:钢尺法直接用钢直尺进行测量,或者使用卡钳将工件尺寸与钢直尺进行比较。
方法三:卡尺法使用游标卡尺、千分尺、杠杆千分尺等对轴径进行直接测量。
方法四:测微仪法用各种测微仪、测微表与量块进行比较测量。
常用的测微仪(表)有百分表、千分表、扭簧比较仪、电感比较仪等。
方法五:仪器测量法可以用光学计、测长仪、工具显微镜等对轴径进行精密测量。
在工具显微镜上又分为影像法、轴切法、干涉法、灵敏杠杆法等。
在光学计、测长仪上测量可以分为绝对测量和相对测量。
立式光学计测量:用立式光学计测量工件外径,是按照相对测量法进行测量的。
先用组合好的尺寸L的量块组,将仪器的刻度尺调到零位。
再将被测工件放到测头与工作台面之间。
从目镜或投∆,那么被测工件的外径尺寸影屏中可以读出被测工件外径相对于量块组尺寸的差值L+=。
d∆LL⑴测头的选择测头有球形、平面形和刀口形三种。
根据被测零件的几何形状来选择,使测头与被测表面尽量满足点接触。
因此,测量平面或圆柱面时,选用球形测头;测量球面工件时,选用平面形测头;测量小于10mm的圆柱形工件时,选用刀口形测头。
⑵按被测工件外径的基本尺寸组合量块为了减少量块组合的累积误差,应力求使用最小的量块数,一般不超过4块。
每选择一块量块,至少要消去所需尺寸的最末一位数。
量块的正确使用:①选择量块,用竹夹子从量块盒里夹出所需用的量块;②清洗,首先用干净棉花擦洗,再用蘸上汽油的棉花擦洗,最后用绸布把汽油擦干;③组合,首先要搞清量块的测量面。
组合量块时要注意:大尺寸量块在中间,小尺寸量块放在两边,这样的量块组较稳固,而且变形较小。
⑶调整仪器零位①将量块组放置于工作台的中央,并使测头对准量块测量面的中央;②粗调节,松开横臂紧固螺钉,旋转粗调节螺母,直到目镜中看到标尺像,锁紧横臂紧固螺钉;③细调节,松开光管紧固螺钉,旋转微调手轮,从目镜中看到零位指示线,对准零位,锁紧光管紧固螺钉;拨动几次提升器,若此时零位指示线仍偏离零位线,则旋转零位调节手轮,使零位指示线准确对准零位;④抬起提升杠杆,取出量块。
精度设计实验报告书实验一尺寸测量仪器名称分度值(mm)示值范围(mm)测量范围(mm)仪器不确定度(mm) 卧式测长仪0.001 100 300 0.0011被测零件名称极限尺寸(mm) 安全裕度验收极限尺寸轴承内圈d max=30.000d min=29.9850.002 mm最大最小29.998 29.987测量示意图实测尺寸D1= D2=合格性结论实验二几何误差测量仪器名称分度值(mm) 测量范围(mm)投影测量仪0.01 0~150被测零件试件位置度公差(mm) 0.3测量记录与计算结果坐标读数实际孔心距计算X Ya=2||||21xxxx-+-=b=2||||21yyyy-+-==x0=y0=1x21.93 =1y26.78=2x37.91 =2y42.78孔心距实际偏差计算合格性结论=-+-=+=2222)35()30(22bafffyx2.直线度误差测量数据处理实验三轴的检测实验四螺纹误差检测实验五齿轮误差检测。
零件的尺寸精度和配合的设计零件的尺寸精度和配合设计主要包括3方面的内容:一是基准制的选择与应用设计;二是尺寸精度设计;三是配合的选择与应用设计。
这些内容均涉及如何正确、合理地应用《极限与配合》标准的问题。
1. 基孔配合制的选择一般情况下,优先采用基孔配合制。
2. 基轴配合制的应用场合1) 用冷拉钢制圆柱型材制作光轴作为基准轴这一类圆柱型材的规格已标准化,尺寸公差等级一般为IT7~IT9。
它作为基准轴,轴径可以免去外圆的切削加工,只要按照不同的配合性质来加工孔,可实现技术与经济的最佳效果。
更多资料请到:中国机械加工网2) 轴为标准件或标准部件(如:键、销、轴承等)如图1.1中的轴承外圈外径与箱座孔的配合(φ100J7)、输出轴上键与输出轴上的键槽的配合16 N9/h8和键与齿轮毂槽的配合16Js9/h8)均采用基轴配合制。
(3) “一轴多孔”,而且构成的多处配合的松紧程度要求不同的场合所谓“一轴多孔”指一轴与两个或两个以上的孔组成配合。
如图2.18(a)所示内燃机中活塞销与活塞孔及连杆套孔的配合,它们组成三处两种性质的配合。
如图 2.18(b)所示采用基孔配合制,轴为阶梯轴,且两头大中间小,既不便加工,也不便装配。
3. 非基准制应用的场合国家标准规定:为了满足配合的特殊需要,允许采用非基准制配合,即采用任一孔、轴公差带(基本偏差代号非H的孔或h 的轴)组成的配合。
(a) 内燃机中活塞销与活塞孔及连杆套孔的配合1—活塞销;2—活塞;3—连杆小头孔更多资料请到:中国机械加工网图2.18 一轴多孔且配合性质不同场合应用基轴制的选择示例(b) 基孔制配合的孔、轴公差带和孔、轴(c) 基轴制配合的孔、轴公差带和孔、轴图2.18 一轴多孔且配合性质不同场合应用基轴制的选择示例1. 公差等级的选择原则在满足使用性能的前提下,尽量选取较低的公差等级。
所谓“较低的公差等级”是指:假如IT7级以上(含IT7)的公差等级均能满足使用性能要求,那么,选择IT7级为宜。