尺寸精度设计示例
- 格式:doc
- 大小:44.00 KB
- 文档页数:2
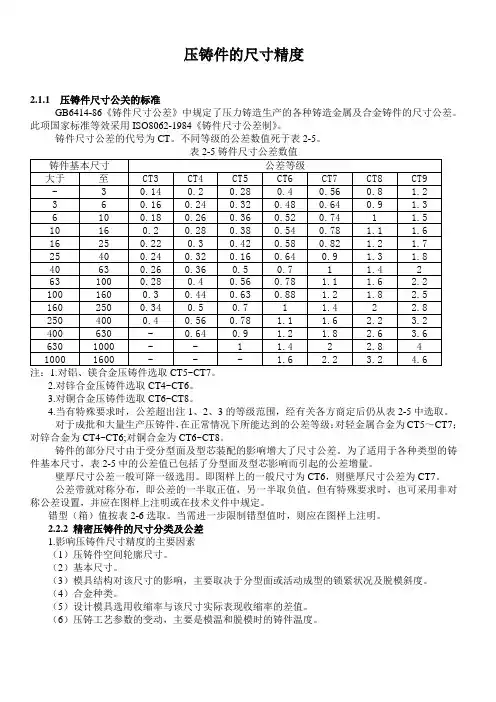
压铸件的尺寸精度2.1.1 压铸件尺寸公关的标准GB6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差。
此项国家标准等效采用ISO8062-1984《铸件尺寸公差制》。
铸件尺寸公差的代号为CT。
不同等级的公差数值死于表2-5。
2.对锌合金压铸件选取CT4~CT6。
3.对铜合金压铸件选取CT6~CT8。
4.当有特殊要求时,公差超出注1、2、3的等级范围,经有关各方商定后仍从表2-5中选取。
对于成批和大量生产压铸件,在正常情况下所能达到的公差等级:对轻金属合金为CT5~CT7;对锌合金为CT4~CT6;对铜合金为CT6~CT8。
铸件的部分尺寸由于受分型面及型芯装配的影响增大了尺寸公差。
为了适用于各种类型的铸件基本尺寸,表2-5中的公差值已包括了分型面及型芯影响而引起的公差增量。
壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸为CT6,则壁厚尺寸公差为CT7。
公差带就对称分布,即公差的一半取正值,另一半取负值。
但有特殊要求时,也可采用非对称公差设置,并应在图样上注明或在技术文件中规定。
错型(箱)值按表2-6选取。
当需进一步限制错型值时,则应在图样上注明。
2.2.2 精密压铸件的尺寸分类及公差1.影响压铸件尺寸精度的主要因素(1)压铸件空间轮廓尺寸。
(2)基本尺寸。
(3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。
(4)合金种类。
(5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。
(6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。
(7)模具直至达到工作寿命,制造维修对其精度的保证。
2.精致压铸件的尺寸分类产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,由这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。
通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸,严格尺寸和高精度尺寸。

机械精度设计课程大作业题目:圆柱齿轮减速器输出轴的精度设计
班级:
姓名:
学号:
圆柱齿轮减速器输出轴的精度设计
如图所示为一圆柱齿轮减速器输出轴,该轴材料为45钢,生产批量为大批量,该轴上的φ55mm轴颈分别与两个规格相同的0级滚动轴承的内圈配合,轴承工作时外圈固定,内圈与轴颈一起旋转,负荷状态为轻负荷,φ60mm的轴径和φ45mm轴头分别与齿轮基准孔配合,φ62mm轴段的两端面分别为齿轮和滚动轴承内圈的轴向定位基准面,试设计该轴的尺寸精度、几何精度、表面精度,并将设计结果以零件图的形式表达。
1、轴类零件的结构简图(电子版)
说明:表达出零件的结构和基本尺寸即可,各项公差要求是要设计的部分,无需标注。
2、评分标准(该表可单独作为1页)
3、轴类零件的精度设计图(A3手绘)TG801 65 P224。
尺寸精度及其设计习题一、判断题 〔正确的打√,错误的打X 〕1.公差可以说是允许零件尺寸的最大偏差。
2.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同3.国家标准规定,孔只是指圆柱形的内表面。
4.图样标注φ00.02120-mm 的轴,加工得愈靠近基本尺寸就愈精确。
5.孔的基本偏差即下偏差,轴的基本偏差即上偏差。
6.某孔要求尺寸为φ0.0460.06720--,今测得其实际尺寸为φ19.962mm ,可以判断该孔合格。
7.未注公差尺寸即对该尺寸无公差要求。
8.基本偏差决定公差带的位置。
9 .实际尺寸就是真实的尺寸,简称真值。
10 .同一公差等级的孔和轴的标准公差数值一定相等。
11.某一孔或轴的直径正好加工到基本尺寸,则此孔或轴必然是合格件。
12.零件的实际尺寸越接近其基本尺寸就越好。
13.公差是极限尺寸代数差的绝对值。
13.φ10f6、φ10f7和φ10f8的上偏差是相等的,只是它们的下偏差各不相同。
15.为了得到基轴制的配合,不一定要先加工轴,也可以先加工孔。
16.实际尺寸较大的孔与实际尺寸较小的轴相装配,就形成间隙配合。
17.若某配合的最大间隙为20微米,配合公差为30微米,则该配合一定是过渡配合。
18.φ80 H8/t7 和φ80 T8/h7的配合性质相同。
19.公差可以说是允许零件尺寸的最大偏差。
20.间隙配合不能应用于孔与轴相对固定的联结中。
21.某基孔制配合,孔公差为27微米,最大间隙为13微米,则该配合一定是过渡配合。
23.尺寸公差大的一定比尺寸公差小的公差等级低。
23.孔φ50R6与轴φ50r6的基本偏差绝对值相等,符号相反。
24.某一配合,其配合公差等于孔与轴的尺寸公差之和。
25.最大实体尺寸是孔和轴的最大极限尺寸的总称。
26.各级a--h 的轴与基准孔必定构成间隙配合。
27.因为公差等级不同,所以φ50H7与φ50H8的基本偏差值不相等。
28.数值为正的偏差称为上偏差,数值为负的偏差称为下偏差29.配合公差越大,则配合越松。
压铸件的尺寸精度2.1.1 压铸件尺寸公关的标准GB6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差。
此项国家标准等效采用ISO8062-1984《铸件尺寸公差制》。
铸件尺寸公差的代号为CT。
不同等级的公差数值死于表2-5。
2.对锌合金压铸件选取CT4~CT6。
3.对铜合金压铸件选取CT6~CT8。
4.当有特殊要求时,公差超出注1、2、3的等级范围,经有关各方商定后仍从表2-5中选取。
对于成批和大量生产压铸件,在正常情况下所能达到的公差等级:对轻金属合金为CT5~CT7;对锌合金为CT4~CT6;对铜合金为CT6~CT8。
铸件的部分尺寸由于受分型面及型芯装配的影响增大了尺寸公差。
为了适用于各种类型的铸件基本尺寸,表2-5中的公差值已包括了分型面及型芯影响而引起的公差增量。
壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸为CT6,则壁厚尺寸公差为CT7。
公差带就对称分布,即公差的一半取正值,另一半取负值。
但有特殊要求时,也可采用非对称公差设置,并应在图样上注明或在技术文件中规定。
错型(箱)值按表2-6选取。
当需进一步限制错型值时,则应在图样上注明。
2.2.2 精密压铸件的尺寸分类及公差1.影响压铸件尺寸精度的主要因素(1)压铸件空间轮廓尺寸。
(2)基本尺寸。
(3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。
(4)合金种类。
(5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。
(6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。
(7)模具直至达到工作寿命,制造维修对其精度的保证。
2.精致压铸件的尺寸分类产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,由这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。
通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸,严格尺寸和高精度尺寸。
精度设计实验报告书实验一尺寸测量仪器名称分度值(mm)示值范围(mm)测量范围(mm)仪器不确定度(mm) 卧式测长仪0.001 100 300 0.0011被测零件名称极限尺寸(mm) 安全裕度验收极限尺寸轴承内圈d max=30.000d min=29.9850.002 mm最大最小29.998 29.987测量示意图实测尺寸D1= D2=合格性结论实验二几何误差测量仪器名称分度值(mm) 测量范围(mm)投影测量仪0.01 0~150被测零件试件位置度公差(mm) 0.3测量记录与计算结果坐标读数实际孔心距计算X Ya=2||||21xxxx-+-=b=2||||21yyyy-+-==x0=y0=1x21.93 =1y26.78=2x37.91 =2y42.78孔心距实际偏差计算合格性结论=-+-=+=2222)35()30(22bafffyx2.直线度误差测量数据处理实验三轴的检测实验四螺纹误差检测实验五齿轮误差检测。
零件的尺寸精度和配合的设计零件的尺寸精度和配合设计主要包括3方面的内容:一是基准制的选择与应用设计;二是尺寸精度设计;三是配合的选择与应用设计。
这些内容均涉及如何正确、合理地应用《极限与配合》标准的问题。
1. 基孔配合制的选择一般情况下,优先采用基孔配合制。
2. 基轴配合制的应用场合1) 用冷拉钢制圆柱型材制作光轴作为基准轴这一类圆柱型材的规格已标准化,尺寸公差等级一般为IT7~IT9。
它作为基准轴,轴径可以免去外圆的切削加工,只要按照不同的配合性质来加工孔,可实现技术与经济的最佳效果。
更多资料请到:中国机械加工网2) 轴为标准件或标准部件(如:键、销、轴承等)如图1.1中的轴承外圈外径与箱座孔的配合(φ100J7)、输出轴上键与输出轴上的键槽的配合16 N9/h8和键与齿轮毂槽的配合16Js9/h8)均采用基轴配合制。
(3) “一轴多孔”,而且构成的多处配合的松紧程度要求不同的场合所谓“一轴多孔”指一轴与两个或两个以上的孔组成配合。
如图2.18(a)所示内燃机中活塞销与活塞孔及连杆套孔的配合,它们组成三处两种性质的配合。
如图 2.18(b)所示采用基孔配合制,轴为阶梯轴,且两头大中间小,既不便加工,也不便装配。
3. 非基准制应用的场合国家标准规定:为了满足配合的特殊需要,允许采用非基准制配合,即采用任一孔、轴公差带(基本偏差代号非H的孔或h 的轴)组成的配合。
(a) 内燃机中活塞销与活塞孔及连杆套孔的配合1—活塞销;2—活塞;3—连杆小头孔更多资料请到:中国机械加工网图2.18 一轴多孔且配合性质不同场合应用基轴制的选择示例(b) 基孔制配合的孔、轴公差带和孔、轴(c) 基轴制配合的孔、轴公差带和孔、轴图2.18 一轴多孔且配合性质不同场合应用基轴制的选择示例1. 公差等级的选择原则在满足使用性能的前提下,尽量选取较低的公差等级。
所谓“较低的公差等级”是指:假如IT7级以上(含IT7)的公差等级均能满足使用性能要求,那么,选择IT7级为宜。
尺寸精度设计示例
例题:设孔、轴配合的基本尺寸为Ф30mm,要求间隙在+0.020~+0.055mm之间,试确定孔和轴的精度等级和配合代号,并画出尺寸公差带图和配合公差带图。
解:1)选择基准制。
本例无特殊要求,故选用基孔制。
则,孔的基本偏差代号为:H,且EI=0
2)选择公差等级
由使用要求可知: Xmax1= +0.055mm=+55μm,
Xmin1= +0.020mm=+20μm;
要求采用间隙配合。
Tf1=Xmax1-Xmin1=Th1+Ts1=+55-(+20)=35μm 假设:Th=Ts=Tf1/2=35/2=17.5μm
查表2-2(p17)得:
孔和轴公差等级介于IT6和IT7之间。
∵IT6和IT7属于高的公差等级
∴应选取孔比轴低一级的配合
则:孔:IT7,Th=21μm,
轴:IT6,Ts=13μm;
孔的公差带为H7;且:ES=+21μm,EI=0
验算:所选取的孔和轴的配合公差为:
Tf=Th+Ts=21+13=34μm<Tf1=35μm,
故满足使用要求!
3)选择配合种类:
根据使用要求,本例为间隙配合,在基孔制时,轴的基本偏差应为es
∵Xmin1=EI-es1而EI=0 ∴es1=-Xmin1=-20μm,
∴es1=-20μm为基本偏差,
查表2-5(P23)得轴的基本偏差代号为:f,
则:轴的公差带为f6;
es=-20μm,
故:ei=es-Ts=-20-13=-33μm
4)分析,验证
由上述计算知,配合代号可为:Ф30H7/f6
则:Xmax=ES-ei=(+21)-(-33)=+54μm< Xmax1
Xmin=EI-es=0-(-20)=+20μm= Xmin1
且:ᅀ1=| Xmax- Xmax1|=|(+54)-(+55)|=1μm
ᅀ2=| Xmin- Xmin1|=|(+20)-(+20)|=0μm
5) 写出配合代号
通过以上计算和分析可确定:
配合代号为:。