电火花线切割编程
- 格式:pptx
- 大小:464.66 KB
- 文档页数:23


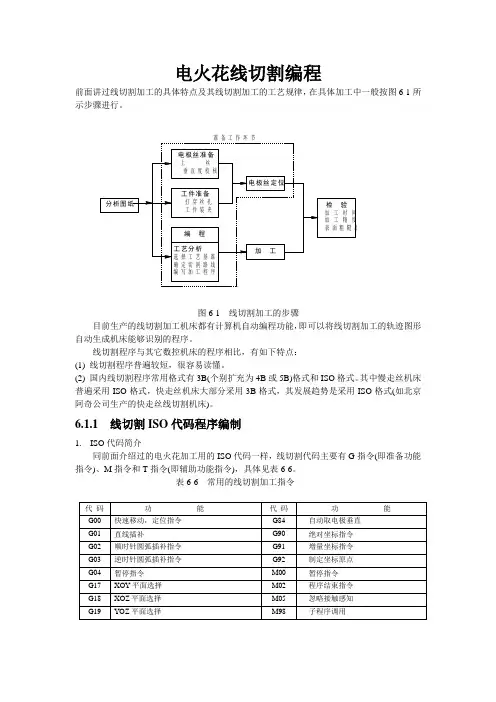
电火花线切割编程前面讲过线切割加工的具体特点及其线切割加工的工艺规律,在具体加工中一般按图6-1所示步骤进行。
准备工作环节图6-1 线切割加工的步骤目前生产的线切割加工机床都有计算机自动编程功能,即可以将线切割加工的轨迹图形自动生成机床能够识别的程序。
线切割程序与其它数控机床的程序相比,有如下特点:(1) 线切割程序普遍较短,很容易读懂。
(2) 国内线切割程序常用格式有3B(个别扩充为4B或5B)格式和ISO格式。
其中慢走丝机床普遍采用ISO格式,快走丝机床大部分采用3B格式,其发展趋势是采用ISO格式(如北京阿奇公司生产的快走丝线切割机床)。
6.1.1 线切割ISO代码程序编制1. ISO代码简介同前面介绍过的电火花加工用的ISO代码一样,线切割代码主要有G指令(即准备功能指令)、M指令和T指令(即辅助功能指令),具体见表6-6。
表6-6 常用的线切割加工指令对于以上代码,部分与数控铣床、车床的代码相同,下面通过实例来学习线切割加工中常用的ISO 代码。
例6.4 如图6-10(a)所示,ABCD 为矩形工件,矩形件中有一直径为30 mm 的圆孔,现由于某种需要欲将该孔扩大到35 mm 。
已知AB 、BC 边为设计、加工基准,电极丝直径为0.18 mm ,请写出相应操作过程及加工程序。
图6-10 零件加工示意图解 上面任务主要分两部分完成,首先将电极丝定位于圆孔的中心,然后写出加工程序。
电极丝定位于圆孔的中心有以下两种方法:方法一:首先电极丝碰AB 边,X 值清零,再碰BC 边,Y 值清零,然后解开电极丝到坐标值(40.09,28.09)。
具体过程如下:(1) 清理孔内部毛刺,将待加工零件装夹在线切割机床工作台上,利用千分表找正,尽可能使零件的设计基准AB 、AC 基面分别与机床工作台的进给方向X 、Y 轴保持平行。
(2) 用手控盒或操作面板等方法将电极丝移到AB 边的左边,大致保证电极丝与圆孔中心的Y 坐标相近(尽量消除工件ABCD 装夹不佳带来的影响,理想情况下工件的AB 边应与工作台的Y 轴完全平行,而实际很难做到)。
邯郸职业技术学院教案教研室:机电一体化教研室授课教师:贾建军授课总结邯郸职业技术学院讲稿教研室:机电一体化教研室授课教师:贾建军第20次课第5章电火花线切割加工技术5.3 数控电火花线切割机床的基本编程方法2. ISO代码数控程序编制(1) 坐标系设定指令G92;指令格式:G92 X_ Y_ I_ J_ ;其中X和Y值确定了线丝起始点的坐标值,也就是借助丝的当前坐标值确定了程序原点;I 确定零件的厚度,J确定零件编程表面到工作台面之间的距离。
如果零件在编程表面的上部I为正值,反之I为负值,如下图所示。
I和J的具体应用参见G51、G52。
(a)I为正值J为正值(b)I为负值J为正值(2)快速点定位指令G00;指令格式:G00 X_Y_U_V;其中X和Y指定编程表面上的终点坐标;本机床除了工作台在XOY坐标平面内可以实现联动外,丝头也可以在其工作面内联动(该面与XOY平行),U和V是指丝头在由G92的I指定的平面(与上述J指定的编程表面平行)上偏移一个距离(U和V对于G90和G91是一致的)。
G00在绝对坐标系时,指出运动的终点坐标,在相对坐标系中指出运动的距离。
(3) 直线插补指令G01指令格式:G01 X_Y_U_V_F_;其中X和Y指定终点坐标,U和V同G00。
在伺服模式,运动速度由机床条件决定,F不起作用;在常量模式,F指定运动速度。
(4) 圆弧插补指令G02、G03;指令格式:G02 X_Y_I_J_U_V_K_L_F_;G03 X_Y_I_J_U_V_K_L_F_;其中G02指定顺时针圆弧,X和Y指定圆弧的终点,I和J指定圆弧的起点相对于圆心的增量值。
U和V指定圆弧终点偏移向量,K和L指定圆弧中心偏移向量;G03指定逆时针圆弧,其它字的内容与G02相同。
例:运动轨迹如下图所示,丝线的初始坐标为(170,30),程序如下:绝对坐标系:G92 X170.0 Y30.0;G90 G03 X110.0 Y90.0 I-60.0 J0.0;G02 X90.0 Y50.0 I-50.0 J0;相对坐标系:G91G03 X-60.0 Y60.0 I-60.0 J0.0;G03 X-20.0 Y-40.0 I-50.0 J0.0;(5) 插入圆角指令插入圆角指令用来指定在本程序段下一个程序段之间加上一段半径值为R的过渡圆弧。
电火花线切割机(Wire Electrical Discharge Machining简称WEDM),属电加工范畴,是由前苏联拉扎联科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。
线切割机也于1960年发明于前苏联,我国是第一个用于工业生产的国家。
那么电火花线切割编程方法是什么?今天小编就来具体介绍一下吧。
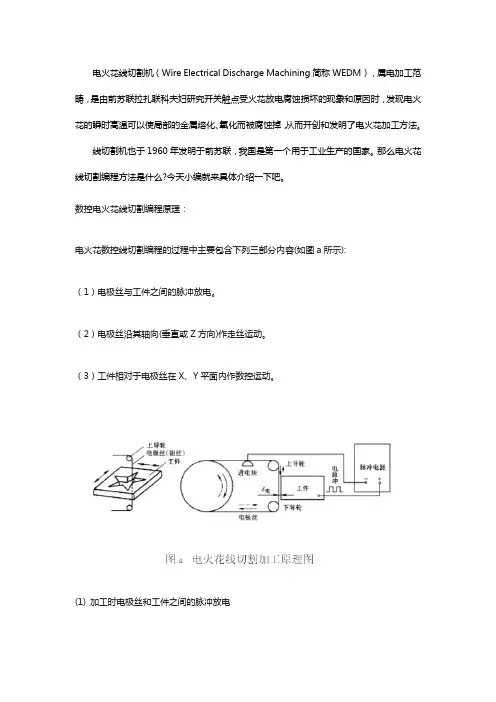
数控电火花线切割编程原理:电火花数控线切割编程的过程中主要包含下列三部分内容(如图a所示):(1)电极丝与工件之间的脉冲放电。
(2)电极丝沿其轴向(垂直或Z方向)作走丝运动。
(3)工件相对于电极丝在X、Y平面内作数控运动。
(1) 加工时电极丝和工件之间的脉冲放电电火花线切割时电极丝接脉冲电源的负极,工件接脉冲电源的正极。
在正负极之间加上脉冲电源,当来一个电脉冲时,在电极丝和工件之间产生一次火花放电,在放电通道的中心温度瞬时可高达10000°C以上,高温使工件金属熔化,甚至有少量气化,高温也使电极丝和工件之间的工作液部分产生气化,这些气化后的工作液和金属蒸气瞬间迅速热膨胀,并具有爆炸的特性。
这种热膨胀和局部微爆炸,将熔化和气化了的金属材料抛出而实现对工件材料进行电蚀切割加工。
通常认为电极丝与工件之间的放电间隙在0.O1mm左右,若电脉冲的电压高,放电间隙会大一些。
为了电火花加工的顺利进行,必须创造条件保证每来一个电脉冲时在电极丝和工件之间产生的是火花放电而不是电弧放电。
首先必须使两个电脉冲之间有足够的间隔时间,使放电间隙中的介质消电离,即使放电通道中的带电粒子复合为中性粒子,恢复本次放电通道处间隙中介质的绝缘强度,以免总在同一处发生放电而导致电弧放电。
一般脉冲间隔应为脉冲宽度的4倍以上。
为了保证火花放电时电极丝不被烧断,必须向放电间隙注人大量工作液,以便电极丝得到充分冷却。
同时电极丝必须作高速轴向运动,以避免火花放电总在电极丝的局部位置而被烧断,电极丝速度约在7~10m/s左右。
6.2数控电火花线切割机床的基本编程方法要使数控电火花线切割机床按照预定的要求,自动完成切割加工,就应把被加工零件的切割顺序、切割方向、切割尺寸等一系列加工信息,按数控系统要求的格式编制成加工程序,以实现加工。
数控电火花线切割机床的编程,主要采用以下三种格式编写:3B格式编制程序、ISO代码编制程序、计算机自动编制程序。
3B格式编制程序1、分隔符号B因为X、Y、J均为数字,用分隔符号(B)将其隔开,以免混淆。
2、坐标值(X、Y)一般规定只输入坐标的绝对值,其单位为μm,μm以下应四舍五入。
对于圆弧,坐标原点移至圆心,X、Y为圆弧起点的坐标值。
对于直线(斜线),坐标原点移至直线起点,X、Y为终点坐标值。
允许将X和Y的值按相同的比例放大或缩小。
对于平行于X轴或Y轴的直线,即当X或Y为零时,X或Y值均可不写,但分隔符号必须保留。
3、计数方向G选取X方向进给总长度进行计数,称为计X,用Gx表示;选取Y方向进给总长度进行计数,称为计Y,用Gy表示。
(1)加工直线可选取:|Ye|>|Xe|时,取Gy;|Xe|>|Ye|时,取Gx;|Xe|=|Ye|时,取Gx或Gy均可。
(2)对于圆弧,当圆弧终点坐标在图6.14所示的各个区域时,若:|Xe|>|Ye|时,取Gy;|Ye|>|Xe|时,取Gx;|Xe|=|Ye|时,取Gx或Gy均可。
4、计数长度J计数长度是指被加工图形在计数方向上的投影长度(即绝对值)的总和,以μm为单位。
例1,加工图6.15所示斜线OA,其终点为A(Xe,Ye),且Ye>Xe,试确定G和J。
因为|Ye|>|Xe|,OA斜线与X轴夹角大于45°时,计数方向取Gy,斜线OA在Y轴上的投影长度为Ye,故J=Ye。
例2,加工图6.16所示圆弧,加工起点A在第四象限,终点B(Xe,Ye)在第一象限,试确定G和J。
因为加工终点靠近Y轴,|Ye|>|Xe|,计数方向取Gx; 计数长度为各象限中的圆弧段在X轴上投影长度的总和,即J=J X1+J X2。
数控电火花线切割加工工艺与编程数控电火花线切割加工工艺与编程是一种现代先进的加工方式,它能够实现对工件高精度、高效率的加工,成为了如今工业加工领域的主流工艺之一。
在本文中,我们将详细介绍数控电火花线切割的加工工艺与编程。
一、数控电火花线切割加工工艺数控电火花线切割加工,又称为电脉冲线切割加工,它是用由高频电脉冲控制的电极在工件表面切割出所需形状的一种加工方式。
以下是数控电火花线切割加工的主要步骤:1、CAD绘图首先,必须进行CAD绘图,用手工绘制的图形或者扫描图像都需要导入CAD软件中,再进行CAD的操作,制作技术图纸,包括切割点、切割路径、加工次序、切割参数等,这些操作都是为了实现工件的精度和精密度。
2、CAM处理在CAD绘图完成后,需要进行CAM处理,即将CAD格式转化为CAM格式。
CAM软件是数控电火花线切割加工的重要工具,它能够将CAD中的图像或物体转化为数控程序。
CAM软件的主要功能是三维模拟、筛选出适合切割的刀具以及设计加工程序,并能够对加工过程进行数字化控制。
3、设定电极在进行数控电火花线切割加工前,需要先安装电极,这要求电极必须具备一定的特殊性能,例如强耐用性、切削能力等特点。
电极直接影响到最终加工效果和使用寿命。
4、机器高速定位加工接下来,进行加工过程,它需要机器、电极和工件同时协同工作,对工件进行精密切割。
由于数控电火花线切割加工是一种非传统机加工方法,其速度和加工精度都更高。
当机器接收到CAM软件发送的数控程序后,机器将根据程序指令,通过高速运转进行高精度的切割。
5、去毛刺和质检加工完成后,还需进行去毛刺、抛光和质检等有关工序,这些工序确保了工件的表面质量和精度。
二、数控电火花线切割加工编程1、G代码G代码是数控编程的重要组成部分,它描述了数控机床的机动和位置变化。
G代码是一种被物理数值所替代的命令,通过G代码可以实现数控加工机床逐点移动的控制。
例如,G02和G03表示向左转和向右转,其数值定义了一个方向向量,以实现机床对加工件进行切割。