钳工技能-孔加工
- 格式:pdf
- 大小:3.10 MB
- 文档页数:77
钳工孔加工的精度保证摘要:钳工孔加工精度是现代制造业中的重要一环,本文主要从选取合适的孔加工方法、优化工艺参数、使用合适的设备和定期维护设备等方面,详细探讨了如何保证钳工孔加工的精度,使得产品的质量稳定可靠,生产效率高效。
关键词:钳工孔加工,精度保证,优化工艺,设备维护正文:一、引言钳工孔加工是现代制造业中广泛使用的一种加工方法,它可以生产出各种形状和大小的孔洞,从而满足不同产品的需求。
钳工孔加工的精度直接影响着整个产品的质量和生产效率,因此保证钳工孔加工的精度具有重要的意义。
二、选取合适的孔加工方法钳工孔加工的方法包括钻孔、铰孔、铣孔、打孔等,不同的孔加工方法适用于不同类型的材料和不同规格的孔洞。
在选择孔加工方法时,需要考虑材料硬度、孔洞精度、工艺要求等因素,选择适合的孔加工方法,从而提高加工精度。
三、优化工艺参数工艺参数是影响钳工孔加工精度的重要因素。
在进行孔加工操作前,需要根据材料的特点和要求,确定合理的工艺参数,包括切削速度、进给速度、切削深度等,以保证加工质量和效率。
四、使用合适的设备合适的设备是保证钳工孔加工精度的前提条件。
在选购设备时,需要考虑设备的精度、稳定性、适应性、一致性等因素。
同时,在使用设备时,需要进行正确的操作和维护,定期检修和保养设备,保证设备的正常运行和使用寿命。
五、定期维护设备设备维护是保证钳工孔加工精度的重要措施。
通过定期检查设备的精度和状态,及时进行维修和更换耗材,保证设备的正常运行和加工精度。
同时,还要在使用过程中注意排除设备故障和异物干扰等问题,以保证加工质量和效率。
六、结论钳工孔加工的精度保证是现代制造业不可缺少的一环,通过选取合适的孔加工方法、优化工艺参数、使用合适的设备和定期维护设备等措施,我们可以有效地保证钳工孔加工的精度,从而提高产品的质量和生产效率。
七、加强技术培训技术培训是提高钳工孔加工精度的重要手段。
钳工孔加工技术是一项高技术工艺,需要操作者具备一定的专业知识和技能。
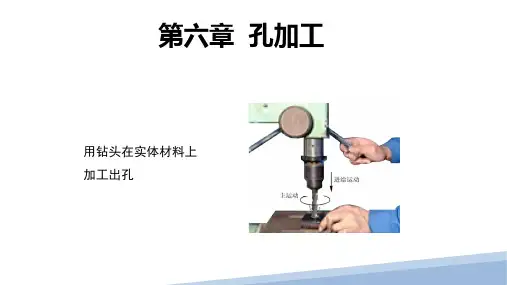
教学过程◆引言各种零件的孔加工,除去一部分由车、镗、铣等机床完成外,很大一部分是由钳工利用钻床和钻孔工具(钻头、扩孔钻、铰刀等)完成的。
钳工加工孔的方法一般指钻孔、扩孔和铰孔.◆教学内容正文一、钻孔用钻头在实体材料上加工孔叫钻孔.在钻床上钻孔时,一般情况下,钻头应同时完成两个运动;主运动,即钻头绕轴线的旋转运动(切削运动);辅助运动,即钻头沿着轴线方向对着工件的直线运动(进给运动),钻孔时,主要由于钻头结构上存在的缺点,影响加工质量,加工精度一般在IT10级以下,表面粗糙度为Ra12。
5μm左右、属粗加工.二、钻床1、台式钻床:钻孔直径一般为12mm以下,特点小巧灵活,主要加工小型零件上的小孔。
2、立式钻床:主要由主轴、主轴变速箱、进给箱、立柱、工作台和底座组成,其规格用最大钻孔直径表示,如25,35,40,50等。
立式钻床可以完成钻孔、扩孔、铰孔、锪孔、攻丝等加工,在立式钻床上,钻完一个孔后需移动工件,钻另一个孔,对较大的工件移动很困难,因此立式钻床适于加工中小型零件上的孔。
3、摇臂钻床:它有一个能绕立柱旋转(360°)的摇臂,摇臂带着主轴箱可沿立柱垂直移动,同时主轴箱还能在摇臂上作横向移动,由于摇臂钻的结构特点是能方便的调整刀具的位置,因此适用于加工大型笨重零件及多孔零件上的孔.4、手电钻:在其它钻床不方便钻孔时,可用手电钻钻孔。
另外,现在市场有许多先进的钻孔设备,如数控钻床减少了钻孔划线及钻孔偏移的烦恼,还有磁力钻床等。
三、刀具1、钻头:有直柄和锥柄两种。
它由柄部、颈部和切削部分组成,它有两个前刀面,两个后刀面,两个副切削刃,一个横刃,一个顶角116°~118°。
2、扩孔钻:基本上和钻头相同,不同的是,它有3~4个切削刃,无横刃,刚度、导向性好,切削平稳,所以加工孔的精度、表面粗糙度较好。
3、绞刀:有手用、机用、可调锥形等多种,绞刀有6~12个切削刃,没有横刃,它的刚性、导向性更高。
![钳工知识--钻孔[一类资料]](https://uimg.taocdn.com/03c7e03bd0d233d4b04e6903.webp)
钳工加工孔的方法钳工加工孔的方法有很多种,常见的有手工加工和机械加工两种方法。
下面我将详细介绍这两种方法:1. 手工加工:手工加工是指钳工使用手工工具进行孔的加工,主要包括手钻、手电钻、手动冲孔工具等。
手工加工的优点是简单易行,操作随时随地进行,适用于小批量、个别加工和现场加工。
以下是手工加工孔的步骤:(1) 准备工作:确定孔的位置和尺寸,标记出孔的中心点。
(2) 固定工件:将需要加工的工件固定在工作台上,以确保稳定。
(3) 打孔:使用手动工具将孔钻到指定深度,适用于较小直径的孔。
(4) 加工孔壁:使用砂纸或其他磨削工具对孔的壁面进行修整,以获得所需的精度和光洁度。
(5) 清洁和检查:清理孔内的剩余材料和切屑,并使用测量工具检查孔的尺寸和质量。
2. 机械加工:机械加工是指钳工使用机械设备进行孔的加工,主要包括铣床、钻床、车床等。
机械加工的优点是精度高、效率高、适用于大批量生产和复杂形状的加工。
以下是机械加工孔的步骤:(1) 准备工作:确定孔的位置、尺寸和形状,根据加工要求选择合适的刀具。
(2) 固定工件:将需要加工的工件用夹具或机床的工作台固定好,确保稳定。
(3) 调整工艺参数:根据工件材料和加工要求,调整机床的转速、进给量和切削深度等工艺参数。
(4) 加工:根据需要选择合适的刀具进行铣削、钻削或车削等加工,保持工艺参数的稳定性。
(5) 清洁和检查:清理孔内的剩余材料和切屑,并使用测量工具进行孔的尺寸和质量检查,修整不合格的孔。
总的来说,手工加工和机械加工在钳工加工孔的方法上都有各自的优势。
手工加工适用于小批量和个别加工,操作简单、便捷,但精度和效率相对较低;机械加工适用于大批量生产和复杂形状的加工,精度和效率高,但设备要求较高。
根据具体的加工要求和条件,钳工可以选择合适的加工方法进行孔的加工。
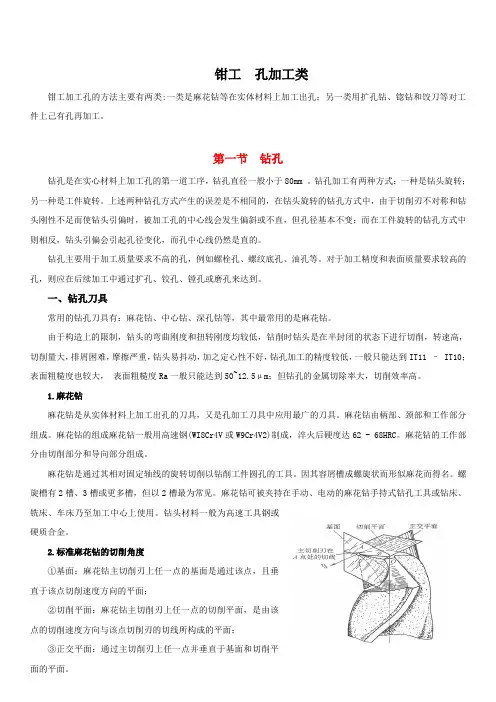
钳工孔加工类钳工加工孔的方法主要有两类:一类是麻花钻等在实体材料上加工出孔;另一类用扩孔钻、锪钻和饺刀等对工件上己有孔再加工。
第一节钻孔钻孔是在实心材料上加工孔的第一道工序,钻孔直径一般小于80mm 。
钻孔加工有两种方式:一种是钻头旋转;另一种是工件旋转。
上述两种钻孔方式产生的误差是不相同的,在钻头旋转的钻孔方式中,由于切削刃不对称和钻头刚性不足而使钻头引偏时,被加工孔的中心线会发生偏斜或不直,但孔径基本不变;而在工件旋转的钻孔方式中则相反,钻头引偏会引起孔径变化,而孔中心线仍然是直的。
钻孔主要用于加工质量要求不高的孔,例如螺栓孔、螺纹底孔、油孔等。
对于加工精度和表面质量要求较高的孔,则应在后续加工中通过扩孔、铰孔、镗孔或磨孔来达到。
一、钻孔刀具常用的钻孔刀具有:麻花钻、中心钻、深孔钻等,其中最常用的是麻花钻。
由于构造上的限制,钻头的弯曲刚度和扭转刚度均较低,钻削时钻头是在半封闭的状态下进行切削,转速高,切削量大,排屑困难,摩擦严重,钻头易抖动,加之定心性不好,钻孔加工的精度较低,一般只能达到IT11 – IT10;表面粗糙度也较大,表面粗糙度Ra一般只能达到50~12.5μm;但钻孔的金属切除率大,切削效率高。
1.麻花钻麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。
麻花钻由柄部、颈部和工作部分组成。
麻花钻的组成麻花钻一般用高速钢(WI8Cr4V或W9Cr4V2)制成,淬火后硬度达62 - 68HRC。
麻花钻的工作部分由切削部分和导向部分组成。
麻花钻是通过其相对固定轴线的旋转切削以钻削工件圆孔的工具。
因其容屑槽成螺旋状而形似麻花而得名。
螺旋槽有2槽、3槽或更多槽,但以2槽最为常见。
麻花钻可被夹持在手动、电动的麻花钻手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。
钻头材料一般为高速工具钢或硬质合金。
2.标准麻花钻的切削角度①基面:麻花钻主切削刃上任一点的基面是通过该点,且垂直于该点切削速度方向的平面;②切削平面:麻花钻主切削刃上任一点的切削平面,是由该点的切削速度方向与该点切削刃的切线所构成的平面;③正交平面:通过主切削刃上任一点并垂直于基面和切削平面的平面。
钳工钻孔的步骤和注意事项钳工钻孔是一项常见的钳工加工工艺,广泛应用于机械、汽车、航空航天等行业。
下面我将为你详细介绍钳工钻孔的步骤和注意事项。
一、钳工钻孔的步骤:1. 工件准备:首先需要准备待钻孔的工件,并检查其表面是否平整,是否有切削阻力大的硬质物质。
如果有,需要提前进行处理,确保钻孔工作的顺利进行。
2. 材料选择:根据工件和孔径的大小,选择合适的钻头和切削液。
一般情况下,钻孔直径较小的工件,可以选择HSS(高速钢)钻头;而钻孔直径较大的工件,可以选择硬质合金钻头。
切削液的选择要根据工件材料和切削力大小来决定。
3. 固定工件:将工件安装在钻床、钻头夹具或其他固定装置上,确保工件牢固稳定。
在固定时要注意确定好孔位,并使用适当的夹具夹紧工件,确保不会出现滑动和晃动的情况。
4. 标记中心点:利用游标卡尺、丝锥或划线针等工具,在待钻孔的位置上标记中心点。
中心点的标记要准确,以确保钻孔位置的准确性。
5. 钻孔预处理:在开始钻孔之前,先进行预处理。
使用中心钻或钻尖直径较小的钻头,以大约90的角度在中心点上先打一个小孔或凹点。
这一步的目的是确保钻头在钻孔过程中的准确引导,并避免钻头跑偏。
6. 钻孔操作:开始正式进行钻孔操作。
选择合适直径的钻头,安装好,并调整好速度和进给量。
开始钻孔时,要保持适量的切削液供给,以降低摩擦和温度,提高切削效果。
7. 冷却润滑:在钻孔过程中,要定期检查切削液的液位,及时添加或更换切削液。
切削液的作用是冷却钻头和工件,减少热量积聚,并带走切屑。
同时,也可以起到润滑的作用,减少切削时的摩擦。
8. 钻孔深度控制:在钻孔过程中,要根据需要的孔深和工艺要求,进行深度控制。
可以使用深度尺、千分尺等测量工具进行测量,以确保孔深的准确性。
9. 完成钻孔:当钻孔到达要求的深度时,停止钻孔操作。
此时要注意慢慢升起钻头,以避免钻头出现卡住或断裂的情况。
完成钻孔后,可以使用切削润滑剂清洗钻孔处的切削液,然后用力吹净孔内的切屑。
钳工加工孔的方法钳工加工孔的方法是钳工在加工过程中,使用各种工具和设备来制作孔洞。
这些孔洞可以用于安装螺栓、螺丝钉和其他连接件,也可以用于穿线、排水、通风和其他目的。
下面将详细介绍一些常见的钳工加工孔的方法。
首先是钳工常用的手动加工方法。
在这种方法中,钳工使用手工工具如手钻、手抽钻等,通过手动转动工具加工孔洞。
这种方法适用于小尺寸的孔洞和简单的加工工作。
使用手工工具进行加工孔洞时,需要将工件固定在工作台上,然后使用钻头或其他工具进行加工。
这种方法的优点是简单易行,成本较低,但加工效率较低,适用于较小工件和简单的加工要求。
另一种常见的钳工加工孔的方法是使用机械设备。
这种方法适用于大批量加工和高精度加工孔洞。
常见的机械设备包括钻床、铣床、数控加工中心等。
钳工将工件夹紧在设备上,并通过控制设备的运动来加工孔洞。
在使用机械设备进行加工时,需要准确调整工件位置,选择合适的切削工具,控制加工参数等。
这种方法的优点是加工效率高,加工质量稳定,但设备成本高,适用于大规模生产和高要求加工的工作。
此外,钳工还可以使用激光加工孔的方法。
激光加工是一种高精度、非接触的加工技术,适用于各种材料和形状的孔洞加工。
激光加工孔的原理是利用激光束的高能量密度融化、熔化或气化工件材料,从而形成孔洞。
激光加工具有加工速度快、加工质量高、无切削力等优点,适用于对孔洞精度要求高的工作。
但是,激光加工设备成本高,操作复杂,需要专业的技术和设备支持。
除了上述的常见加工方法外,钳工还可以根据具体加工要求选择其他加工方法。
例如,电火花加工可以用来加工高难度材料的孔洞,电化学加工可以用来加工非导电材料的孔洞,等离子加工可以用来加工高温材料的孔洞等。
每种加工方法都有自己的优点和适用范围,钳工可以根据具体情况选择合适的加工方法。
综上所述,钳工加工孔的方法有手动加工、机械加工、激光加工等多种方式。
钳工可以根据工作要求和工件特点选择合适的加工方法进行加工。
钳工钻孔加工教案教案标题:钳工钻孔加工教案教案目标:1. 理解钳工钻孔加工的基本原理和工艺流程。
2. 掌握钳工钻孔加工所需的工具、设备和材料。
3. 学会正确使用钳工钻孔加工工具,进行安全、高效的钻孔操作。
4. 培养学生的动手能力、观察力和解决问题的能力。
教学内容:1. 钳工钻孔加工的基本原理和工艺流程。
2. 钳工钻孔加工所需的工具、设备和材料。
3. 钳工钻孔加工工具的正确使用方法。
4. 钳工钻孔加工的安全操作规范。
教学步骤:一、导入(5分钟)1. 引入钳工钻孔加工的概念和重要性,激发学生对本课的兴趣。
2. 提问学生是否了解钳工钻孔加工的基本原理。
二、讲解(15分钟)1. 介绍钳工钻孔加工的基本原理和工艺流程,包括确定孔位、选择合适的钻头、确定钻孔深度等。
2. 介绍钳工钻孔加工所需的工具、设备和材料,如钻孔机、钻头、冷却液等。
三、示范(20分钟)1. 示范正确使用钳工钻孔加工工具的方法,包括调整钻孔机的速度、选择合适的冷却液等。
2. 示范安全操作规范,如佩戴防护眼镜、穿戴工作服等。
四、实践操作(40分钟)1. 学生分组进行钳工钻孔加工实践操作,每组至少完成一次钻孔任务。
2. 教师巡视指导,纠正学生操作中存在的问题,提供个别指导。
五、总结(10分钟)1. 学生汇报实践操作的结果和体会。
2. 教师总结本节课的重点内容,强调安全操作规范和注意事项。
教学评价:1. 学生实践操作的成果和效果。
2. 学生对钳工钻孔加工的理解和掌握程度。
3. 学生对钳工钻孔加工工具的正确使用和安全操作的能力。
教学延伸:1. 钳工钻孔加工的应用领域和发展前景。
2. 钳工钻孔加工的进一步学习和提高的途径。
希望以上教案建议和指导能对您有所帮助!。